
下载掌阅APP,畅读海量书库
立即打开



1.认识普通游标卡尺、外径千分尺、百分表的结构。
2.能规范正确地使用普通游标卡尺、外径千分尺、百分表。
在生活中,我们需要了解质量、体积、温度、长度、电流等这些数据信息,需要用到测量的工具。而跟我们接触最多的还是尺寸这一类数据信息,要正确、精确地得到尺寸数据信息,我们生活中常用的卷尺、直尺就无法达到精确度的要求。本单元将认识游标卡尺、外径千分尺、百分表的结构,学习它们的规范、正确使用。
引导问题:想要测量一个房间的尺寸,可以用卷尺,想要测量一本书的长宽可以用直尺,那么如果我们想测量一页纸的厚度,用卷尺或者直尺能够测量吗?
为了保证产品质量,机器中的每一个零件都必须根据图样上规定的尺寸要求来制造。为了度量零件尺寸的大小,判断零件是否满足互换性的要求,有时候仅仅依靠人的感觉器官或简单的直尺是很不够的,必须借助于有一定精度的测量工具来测量。正确地使用精密量具是保证产品质量、实现互换性的重要条件之一。
游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。游标卡尺有普通游标卡尺、带表游标卡尺、数显游标卡尺等,如图2-2-1所示。学会了普通游标卡尺的读数方法,其他游标类的量具比如高度游标卡尺、游标万能角度尺等也就自然掌握了。
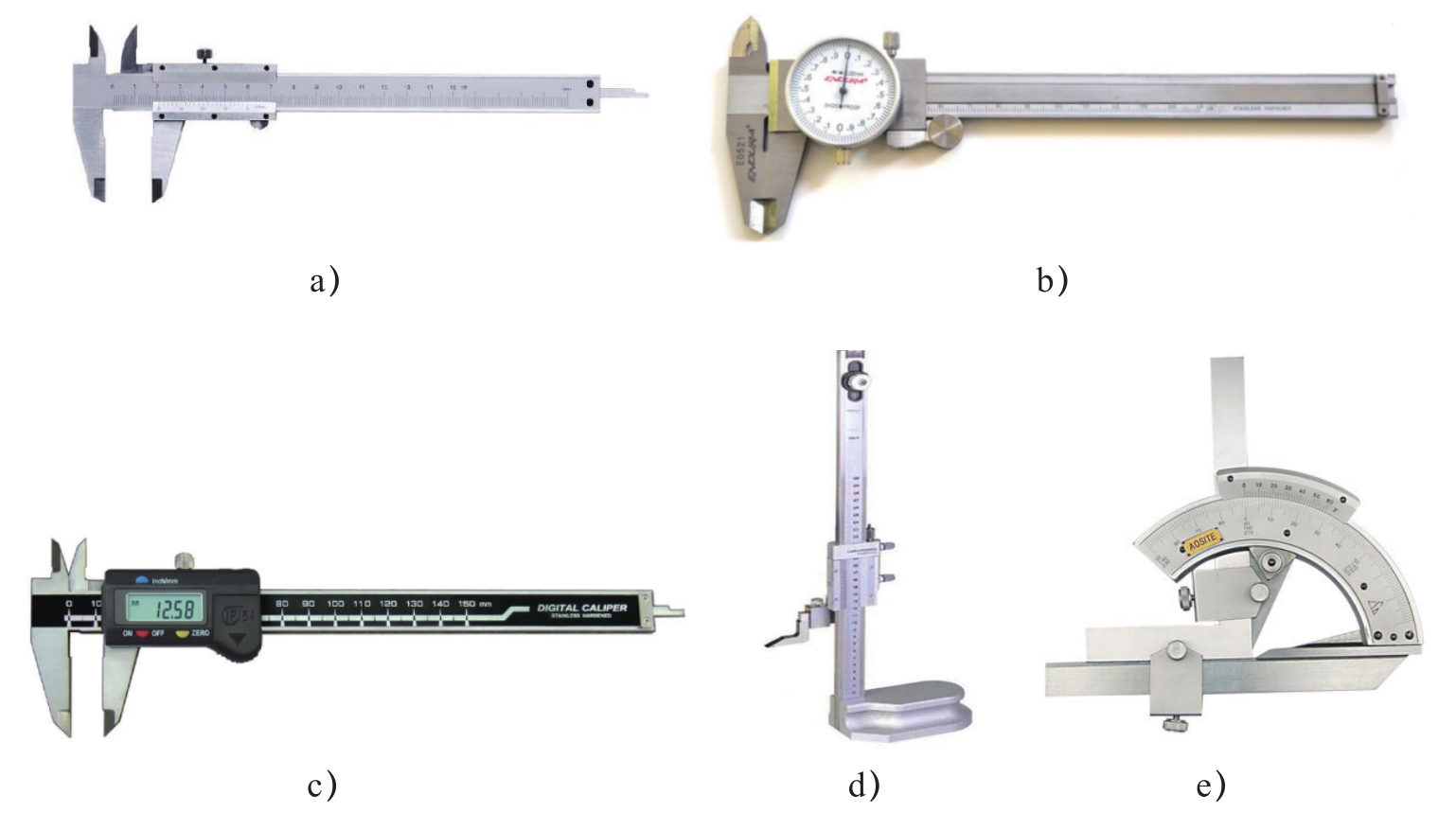
图2-2-1 游标卡尺
a)普通游标卡尺 b)带表游标卡尺 c)数显游标卡尺 d)高度游标卡尺 e)游标万能角度尺
图2-2-2为游标卡尺的结构图。主尺和尺身是一整体,其中包括了内测量爪、外测量爪的左部分。内测量爪、外测量爪的右部分同游标尺、深度尺连成一体,可沿主尺移动,紧固螺钉可将游标尺固定在主尺的任一位置上。外测量爪用来测量零件的外部尺寸,内测量爪用来测量零件的内部尺寸,深度尺可随游标尺在主尺背面的导向凹槽内移动,将主尺尾部端面紧贴在零件的测量基准平面上就可测量零件的深度。
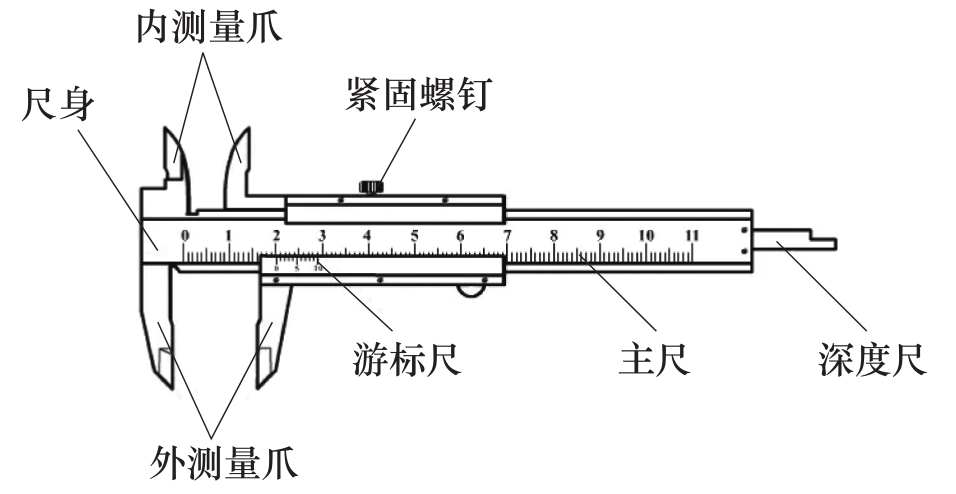
图2-2-2 游标卡尺的结构图
游标卡尺的示值机构由主尺和游标尺两部分组成。主尺上的刻度间距为1mm,游标刻度值有0.1mm、0.05mm和0.02mm三种,最常用的为0.02mm的游标卡尺。
游标卡尺是利用主尺刻度间距与游标尺刻度间距读数的。以图2-2-3所示的,精度为0.02mm游标卡尺为例,主尺的刻度间距为1mm,当外测量爪合并时,主尺上49mm刚好等于游标尺上50格,所以游标尺每格长为49mm÷50=0.98mm。主尺与游标尺的刻度间距相差为1mm-0.98mm=0.02mm,因此它的测量精度为0.02mm(也叫分度值0.02mm)。
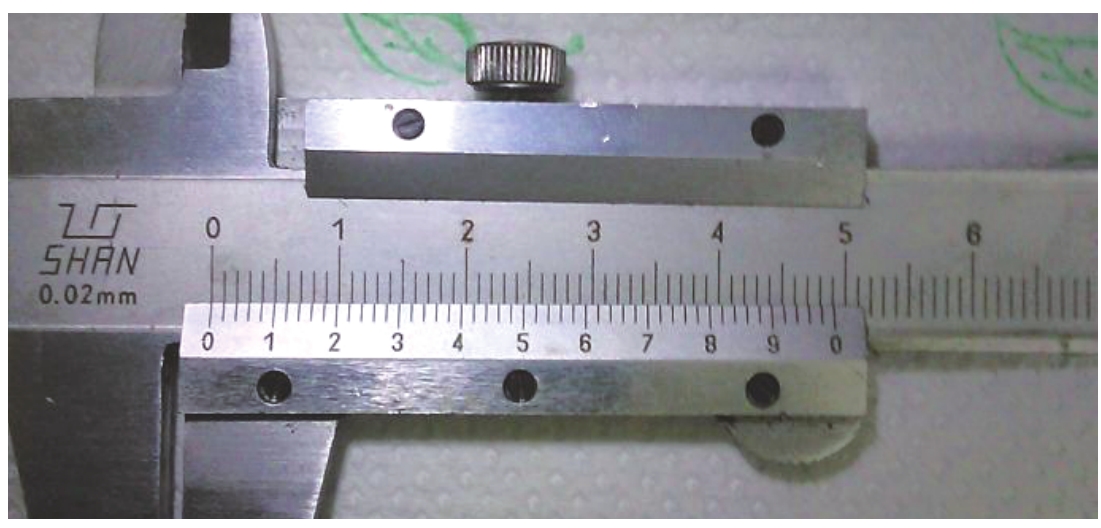
图2-2-3 精度为0.02mm游标卡尺
游标卡尺读数分为三个步骤,如图2-2-4所示。
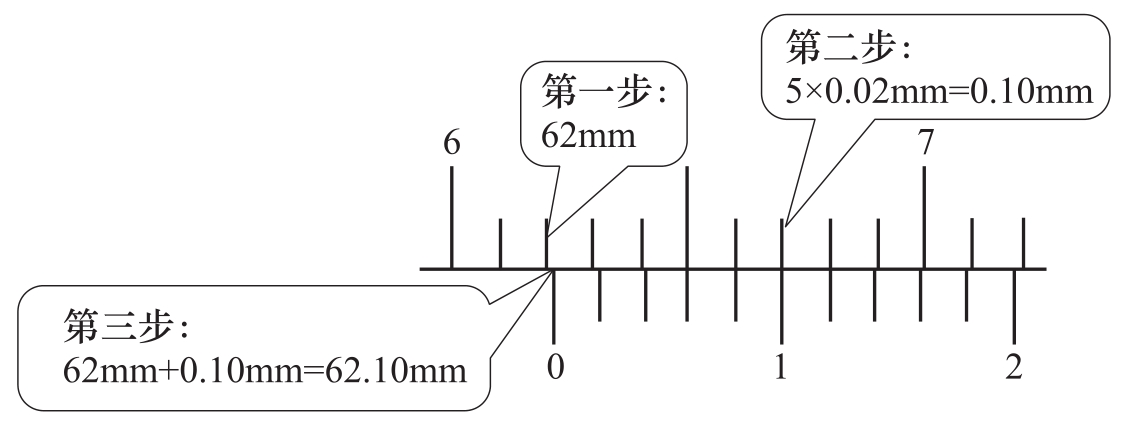
图2-2-4 游标卡尺读数
第一步:在主尺上读出游标0线以左的刻度,就是测量结果的整数部分(62mm)。
第二步:找到游标尺上与主尺对齐的刻度线,数出对齐的刻度线与零线之间总格数,再乘以分度值0.02mm,就是测量结果的小数部分(0.10mm)。
第三步:两个结果相加即为测量尺寸(62.10mm)。
刻度值为0.1mm和0.05mm的游标卡尺刻线原理及读数方法与0.02mm的游标卡尺完全相同。只是它们的主尺刻度间距与游标刻度间距的差值分别为0.1mm和0.05mm,故测量精度比0.02mm的游标卡尺低。
使用游标卡尺测量零件尺寸时,需要注意下列几点。
1)使用前,应先把量爪和被测工件表面的灰尘和油污等擦干净,检查游标卡尺零位,使游标卡尺两量爪紧密贴合,用眼睛观察应无明显的光隙。
2)测量时,要掌握好量爪面同工件表面接触时的压力,既不能太大,也不能太小,应刚好使测量面与工件接触。游标卡尺读数时,应把游标卡尺水平地朝亮光的方向,使视线尽可能地和尺上所读的刻线垂直,以免由于视线的歪斜而引起读数误差。
3)使用后,应当注意使游标卡尺平放,尤其是大尺寸的游标卡尺,否则会使主尺弯曲变形。游标卡尺应放置在专用盒内,防止生锈或弄脏。
千分尺(俗称螺旋测微计)是比游标卡尺更为精确的测量工具,其测量的最小刻度值为0.01mm。千分尺有外径千分尺、内径千分尺、深度千分尺、螺纹千分尺和公法线千分尺等几种,分别测量或检验零件的外径、内径、深度(厚度)及螺纹的中径和齿轮的公法线长度等,如图2-2-5所示。千分尺按其测量范围有0~25mm、25~50mm、50~75mm、75~100mm、100~125mm等多种规格。
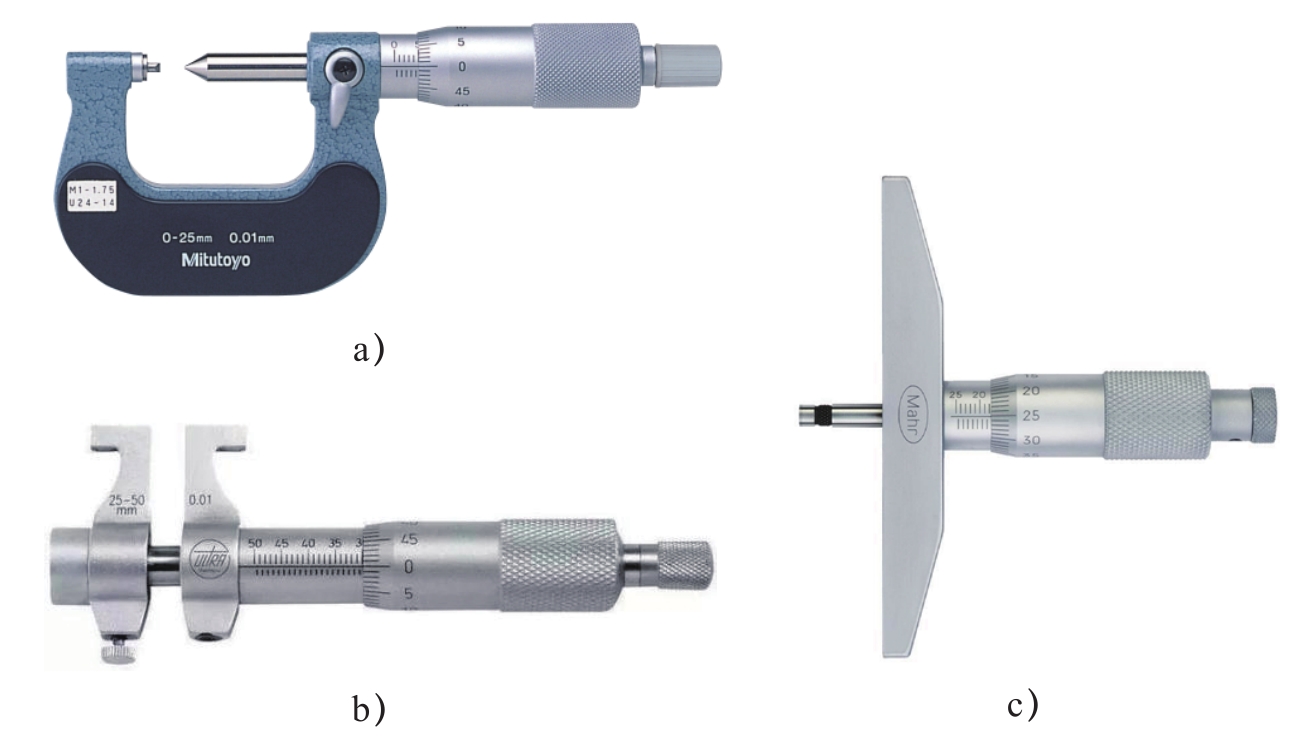
图2-2-5 千分尺
a)外径千分尺 b)内径千分尺 c)深度千分尺
各种千分尺的结构大同小异,常用外径千分尺测量或检验零件的外径。外径千分尺由尺架、测砧、测微螺杆、锁紧螺钉、微分筒、固定套筒、测力旋钮、隔热板等组成,如图2-2-6所示。
该外径千分尺的核心部分主要由测微螺杆和测砧组成,是利用螺旋传动原理而设计的。测微螺杆的后端连着微分筒,微分筒周围上刻有50分格,测微螺杆可随微分筒的转动而进退,当微分筒转动1圈的时候,测微螺杆可前进或后退0.5mm,当微分筒转动1格的时候,测微螺杆可前进或后退0.5mm/50=0.01mm,如转动不满1格,则再估读一位,可读到0.001mm的精确值,这正是称螺旋测微计为千分尺的缘故。
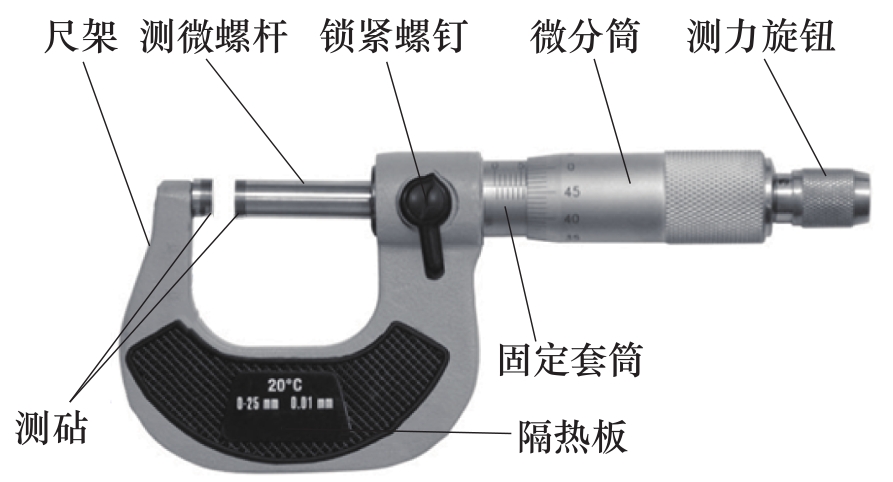
图2-2-6 外径千分尺结构示意图
千分尺读数分为三个步骤,以图2-2-7为例。
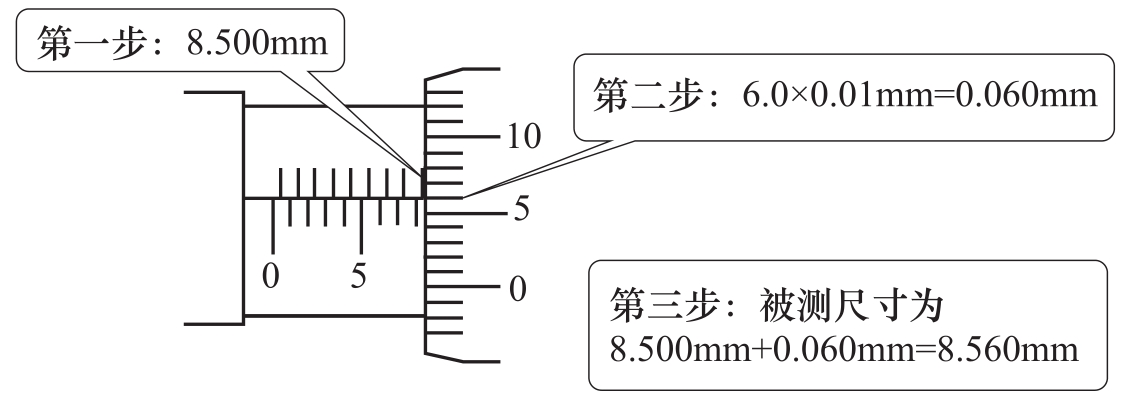
图2-2-7 千分尺读数
第一步:读出固定套筒上的刻线所显示的最大数值。
第二步:如图2-2-7所示,在微分筒上找到与固定套筒中线对齐的刻线,数出对齐的刻线与零线之间总格数再乘以分度值0.01mm,得微分筒读数为6.0×0.01mm=0.060mm。
第三步:两个结果相加即为测量尺寸(任何时候读数都是读到小数点后三位数,如图2-2-7给出的最终读数为8.560mm)。
近年来,市场上普遍销售数字显示外径千分尺(图2-2-8),用数字表示示值,使用更为方便。
千分尺的使用注意事项如下。
1)测量前必须将千分尺测砧面擦拭干净,校准零线。
2)千分尺是一种精密量具,使用时应轻拿轻放,当转动旋钮使测微螺杆靠近待测物时,一定要改用测力旋钮。
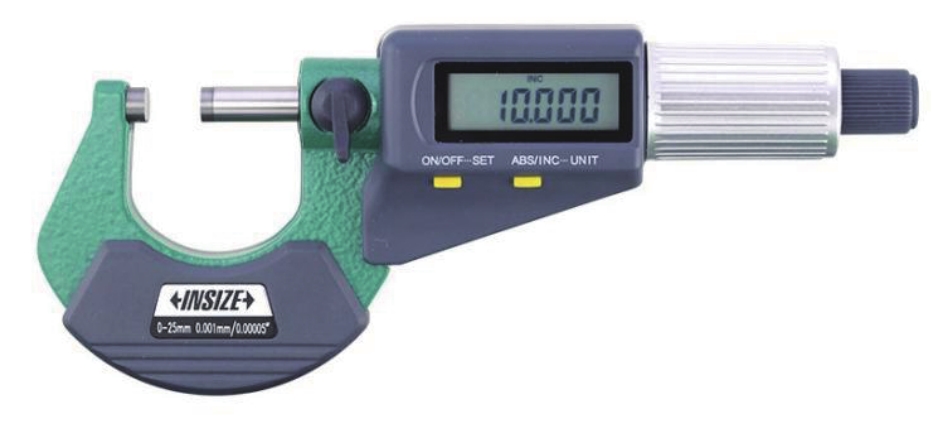
图2-2-8 数字显示外径千分尺
3)手应当拿尺架上的隔热装置。
4)长期不使用,可抹润滑脂并置于盒内。
百分表是一种精度较高的比较量具,精度为0.01mm,需要固定在百分表架上使用(图2-2-9),它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置,以及测量零件的内径等。学会使用百分表之后,其他原理类似的如千分表、杠杆百分表等就自然可以掌握了。
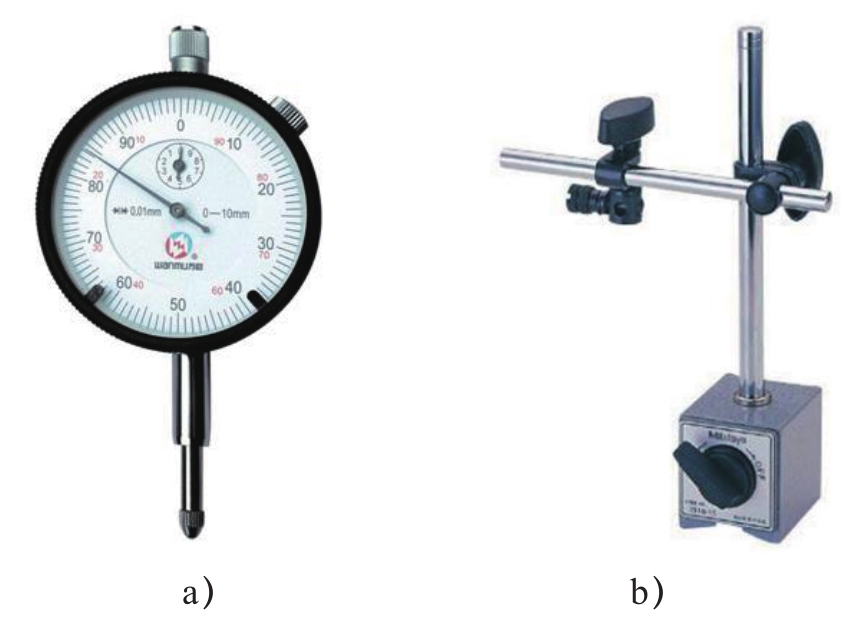
图2-2-9 百分表和百分表架
a)百分表 b)百分表架
百分表由测头、测杆、装夹套、刻度盘、指针等组成,如图2-2-10所示。
百分表的工作原理,是将被测尺寸引起的测杆微小直线移动,经过齿轮传动放大,变为指针在刻度盘上的转动,从而读出被测尺寸的大小。百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。

图2-2-10 百分表结构组成
百分表的读数方法为:先读小指针转过的刻度线(即mm整数),再读大指针转过的刻度线(即小数部分)并乘以0.01,然后两者相加,即得到所测量的数值。
1)使用前需检查测杆活动的灵活性,测杆在套筒内的移动要灵活。
2)测量时不能超过测杆的量程。
3)测量时,不要使表头突然撞到工件上。
4)待测量的工件表面不能是毛坯面。