
下载掌阅APP,畅读海量书库
立即打开



为保证本章分析结果能与实际工程相结合,可参考《空间网格结构技术规程》(JGJ 7—2010)和《钢网架焊接空心球节点》(JG/ T 11—2009),以工程中使用频率较高的焊接空心球节点为原型,制作 1∶1 足尺试验模型,在山区桥梁及隧道工程国家重点实验室(重庆交通大学)内采用磁测法开展焊接空心球节点的焊接残余应力试验研究。
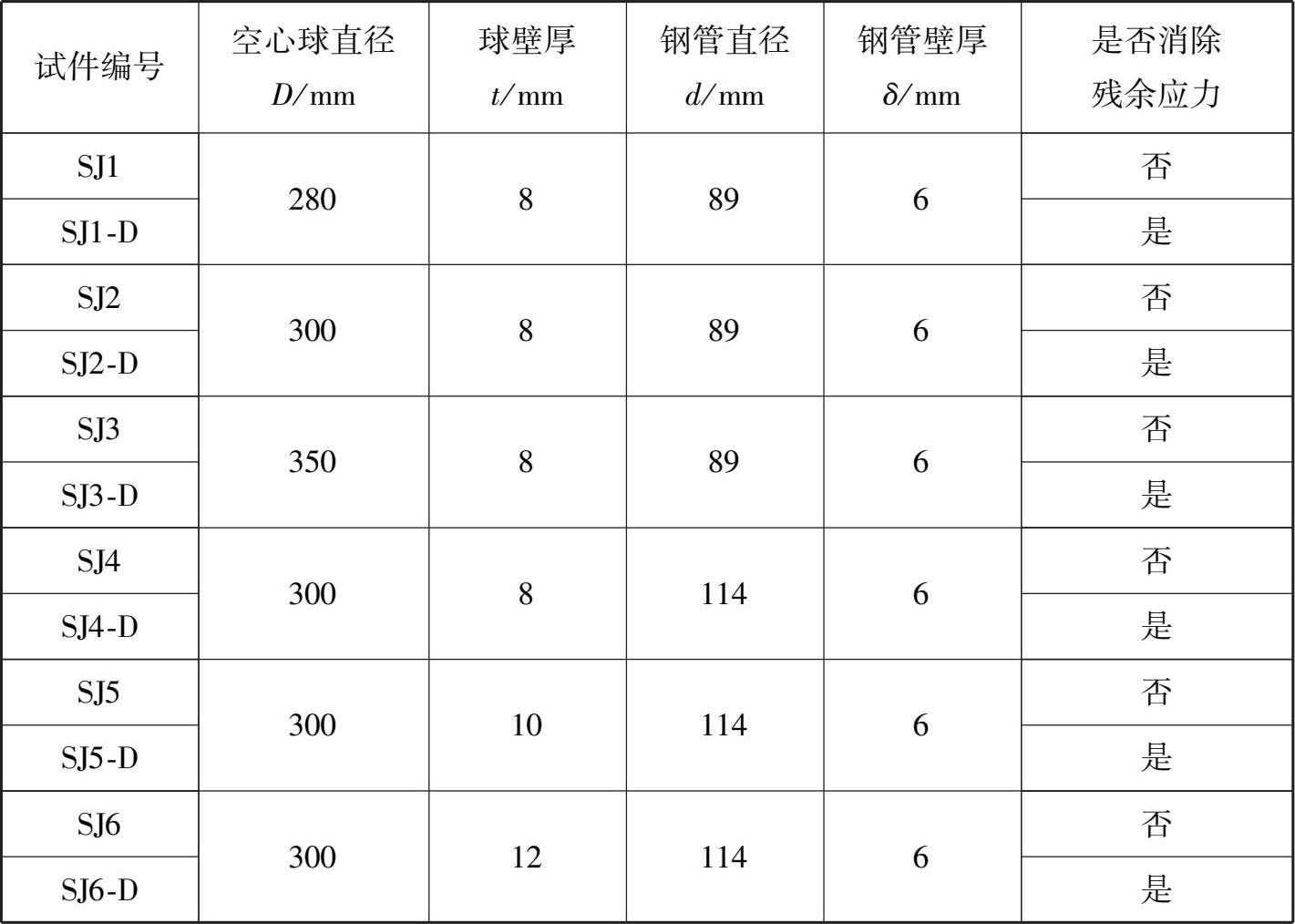
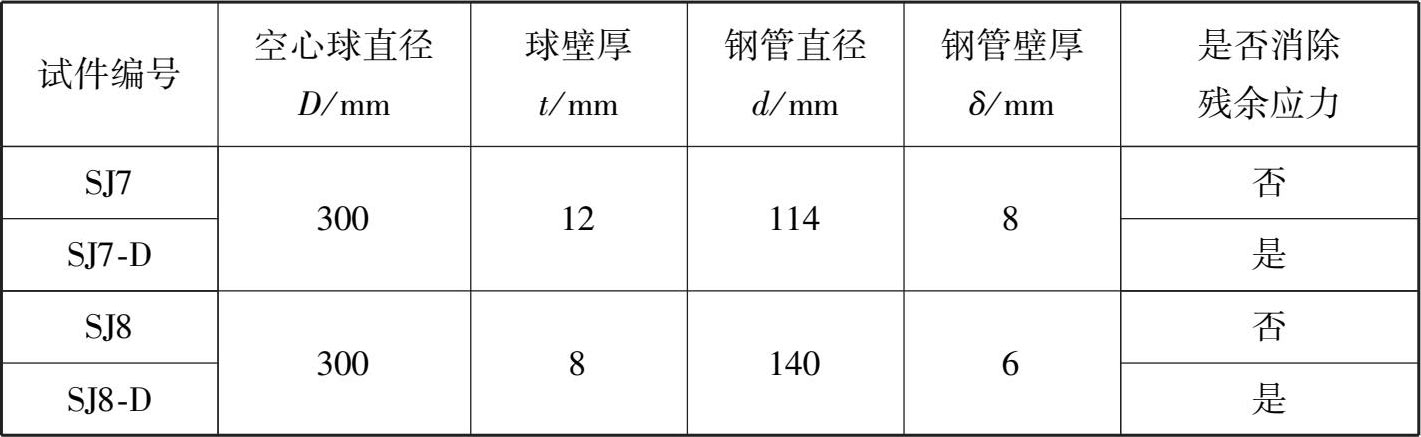
选取工程中使用频率较高的焊接空心球节点和圆钢管,同时为考查空心球直径 D 、壁厚 t ,以及钢管直径 d 、壁厚 δ 对节点焊接残余应力分布模式的影响规律,基于正交试验设计思想以及《空间网格结构技术规程》(JGJ 7—2010)和《钢网架焊接空心球节点》(JG/ T 11—2009),设计 8 组试件开展焊接空心球节点球-管对接焊缝焊接残余应力试验研究,试件的具体几何尺寸见表 2.1,单侧钢管长度 h 均取 470 mm,空心球节点及钢管均采用Q235 钢材,且为同一批次。
考虑第3章要对焊接残余应力对节点力学性能的具体影响进行研究,还需对每组试件设置消除了焊接残余应力的对照组,具体设置情况见表 2.1,后缀带“-D”的为对照组。
表2.1 试件参数表
续表
球-管对接焊接前,对钢管端部按照《空间网格结构技术规程》(JGJ 7—2010)规定的构造要求设置坡口,并根据焊接手册设置焊接参数,见表 2.2。试验中的所有焊缝均采用大西洋CHZ422 型焊条,焊接施工时,所有试件均由同一位专业焊工师傅按照规范以手工电弧焊在试验室内进行焊接,试件实物图如图2.4 所示。
表2.2 焊接参数
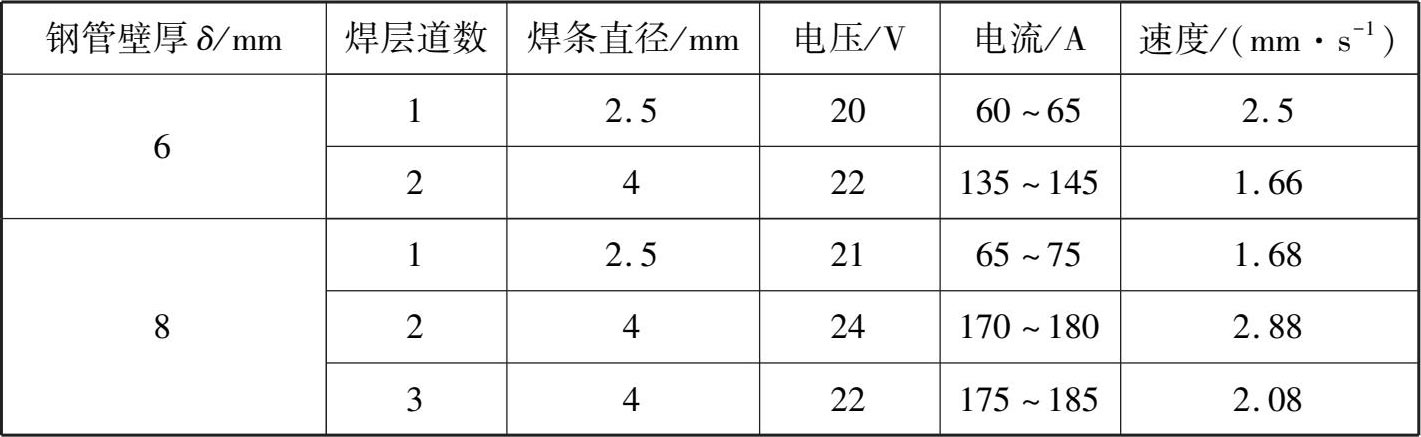

图2.4 部分焊接试件实物图
磁测法是基于铁磁材料的磁致伸缩效应测量钢材内部的初始应力 [52] ,在平面应力状态下,主应力方向输出的电流差和主应力差有式(2.1)所示的单值线性关系。

式中 σ 1 , σ 2 ——测点处的最大、最小主应力,MPa;
I 1 , I 2 ——最大和最小主应力方向电流输出值,mA;
α ——灵敏系数,mA/ MPa。
由于主应力方向未知,主应力方向角和主应力差值可分别由式(2.2)、式(2.3)确定。


式中 θ —— σ 1 与轴网竖直方向夹角;
I 0 , I 45 , I 90 ——测量得到的 0°,45°,90° 3 个方向的电流值。
按上式求解出主应力差和方向角后即可用切应力差分法分离主应力,则任一点 P 的应力分量可按式(2.4)至式(2.6)进行计算。



式中 ( σ x ) 0 ——边界点的已知应力值,对自由边界( σ x ) 0 取为 0,计算时用增量代替微分。
根据莫尔圆由式(2.4)至式(2.6)即可确定 P 点的最大主应力与最小主应力,如式(2.7a)、式(2.7b)所示。


采用磁测法测量时,待试件焊接完成冷却至室温后,用角磨机配合细砂纸磨片对焊接空心球表面待测区域进行打磨,以去除污垢、油腻、氧化层。然后在空心球表面待测处建立辅助轴网,用方网格节点表示测点并进行编号,如图 2.5所示,其中, x 为空心球经度方向, y 为纬度方向。
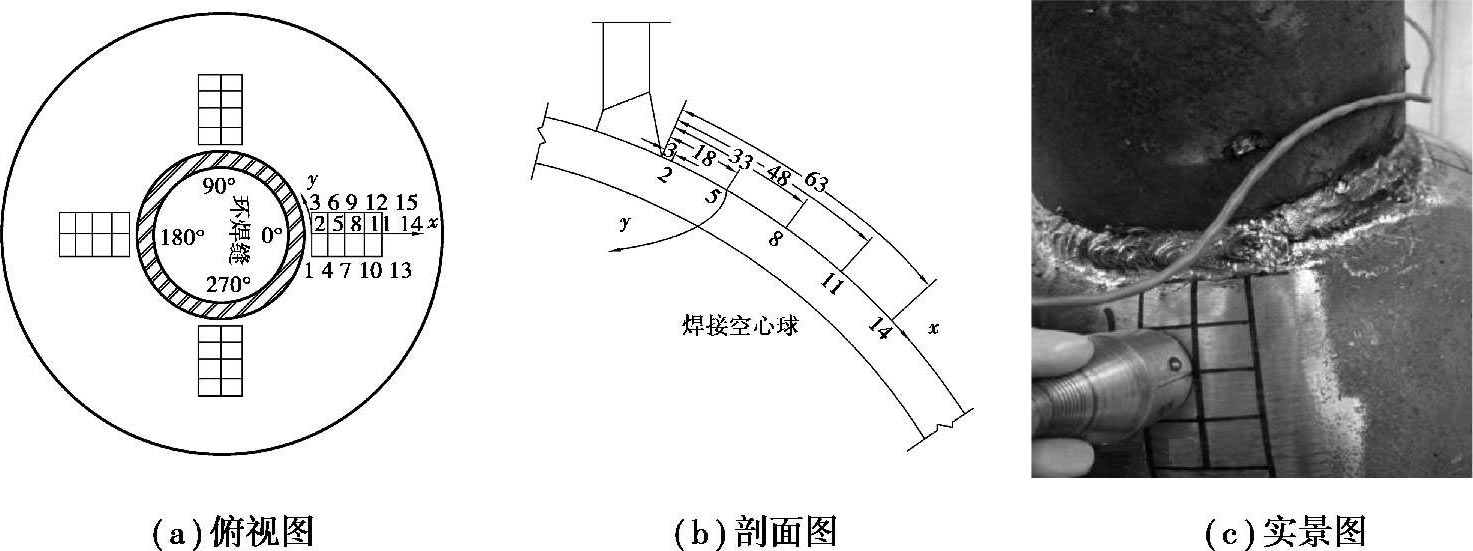
图2.5 残余应力测点布置
为不失代表性,从焊接起点开始沿环向每隔 90°设置成一个测试区,每个测试区沿经度方向均匀布置5 个测点,沿环向布置3 个测点,测量时将环向3 个测点的平均值作为该经度位置的应力值,如式(2.8)所示,式中每个括号( )外的下标 α 表示沿环向的角度位置,可取 0°,90°,180°,270°; σ Ⅰ, θ , σ Ⅰ, φ 分别表示沿经度方向第Ⅰ个测点的环向应力和经向应力平均值,其余类似; σ 1, θ , σ 1, φ 分别表示图 2.5 所示第1 个网格测点的环向应力和经向应力,其余类推。测量时采用SC21B三维应力分布磁测仪,如图 2.6 所示。
具体测量步骤如下:
①将平衡探头及测量探头放置在参照试样上[图 2.6(b)],将磁测仪上的激励电流调至 125 mA,并将输出电流平衡调零;测定过程中将测量探头移至网格交点后激励电流约为 150 mA,需保证其值误差不超过 1 mA。
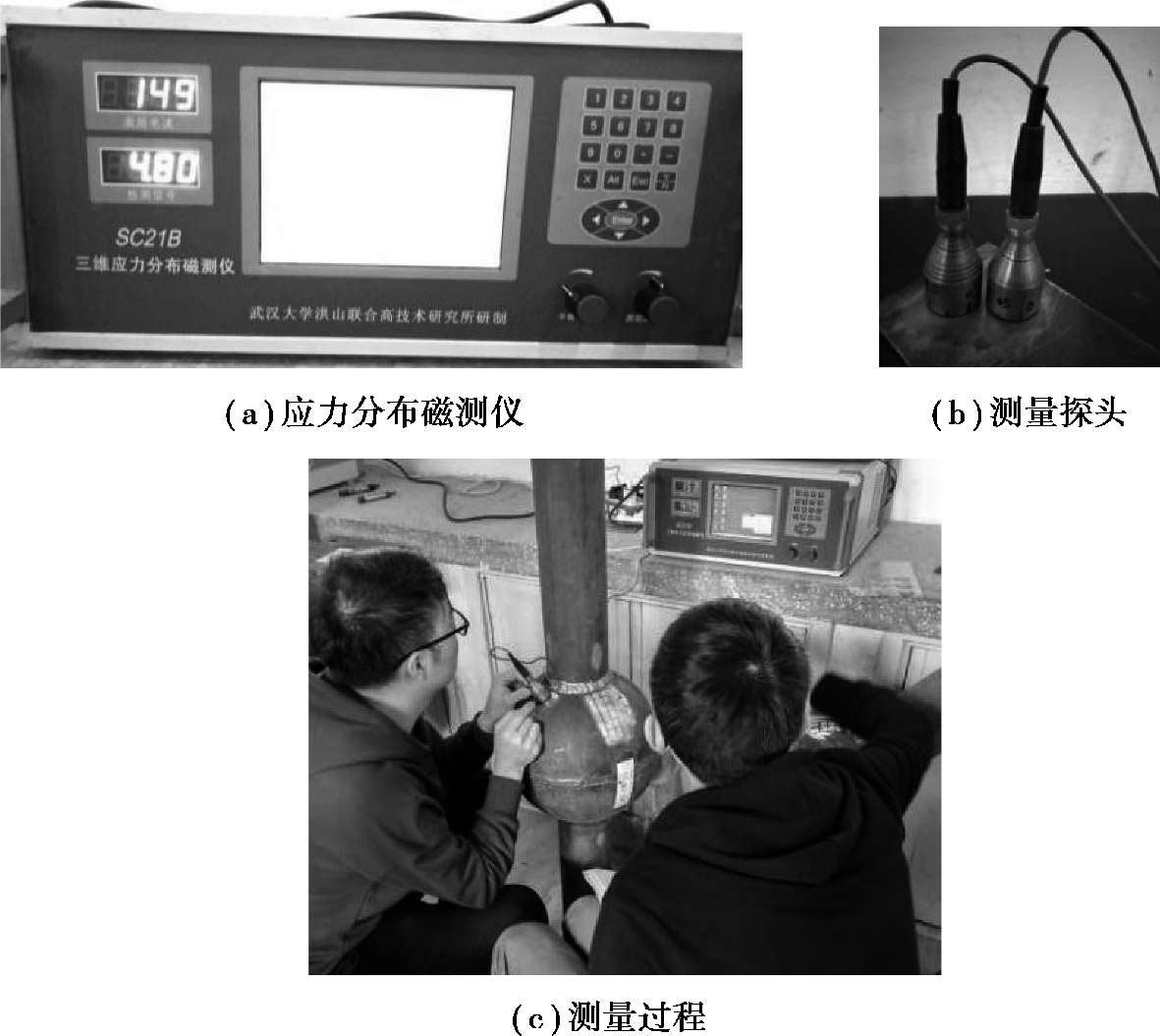
图2.6 磁测法测试过程
②将测量探头移至测点 1,测出探头磁回路与 y 轴平行、垂直、成 45°角等 3个方位时的感应电流,即依次将探头上的0,45,90 标记分别调至与 y 轴平行,记录对应电流输出值,并分别记为I0,I45,I90。重复以上步骤,完成所有测点位置的测量。
测量过程中需保证测量探头稳定无晃动,所有测点由同一位同学操作探头,尽量保证探头与球面接触方位相同。
按照上述方法可测得所有试件的焊接残余应力,限于篇幅,将各组试件的焊接残余应力试验值列于 2.5.2 节,与有限元模拟值进行对比分析,在此不再赘述。
分析焊接空心球节点焊接残余应力分布规律的主要目的是考查其对节点承载力、刚度等力学性能的具体影响,因此,后文在分析焊接残余应力对空心球节点力学性能的影响时尚需建立无(或减小)焊接残余应力的试验对照组。课题组采用超声冲击法对对照组试件(试件设置情况详见表 2.1)进行焊接残余应力的消除。为便于描述,本节提前介绍其具体方法。
首先将超声冲击设备与冲击枪进行正确连接,然后将冲击设备上的频率调至 20 000 Hz,用冲击枪以 2 cm / min的均匀速度对焊缝进行正面连续冲击,冲击过程中维持冲击枪与焊缝的垂直以及冲击撞针与焊缝的持续接触。如图 2.7所示为试验中所采用的超声冲击设备,其型号为TY20-80,图 2.8 所示为课题组试验人员正在进行超声冲击消除焊接残余应力。

图2.7 超声冲击设备

图2.8 超声冲击消除残余应力
超声冲击前后的焊缝外观对比图如图 2.9 和图 2.10 所示,可以看出,超声冲击后,在焊缝表面产生较大的塑性变形,有一种颗粒感,表层的金属晶格发生了变化,焊缝表层金属晶粒细化。
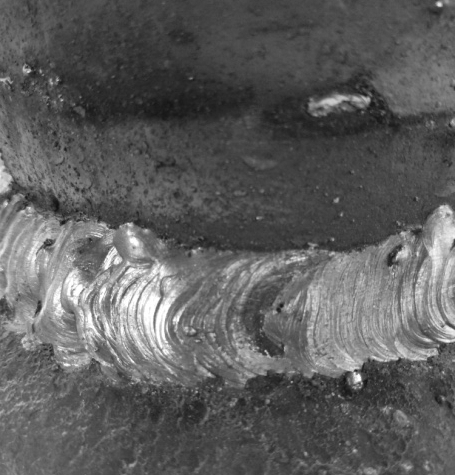
图2.9 超声冲击前焊缝局部细节
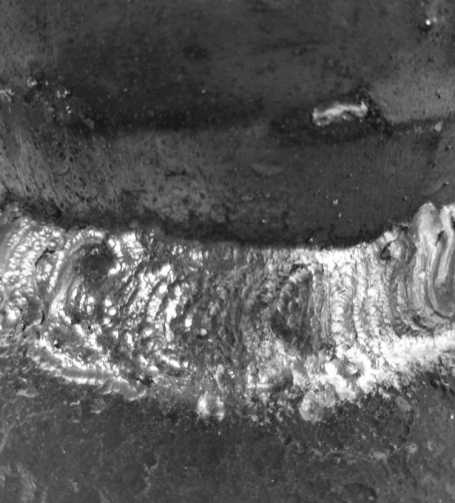
图2.10 超声冲击后焊缝局部细节
超声冲击完成后,可用 2.2.2 节的方法测量焊接空心球节点的剩余焊接残余应力。