下载掌阅APP,畅读海量书库
立即打开



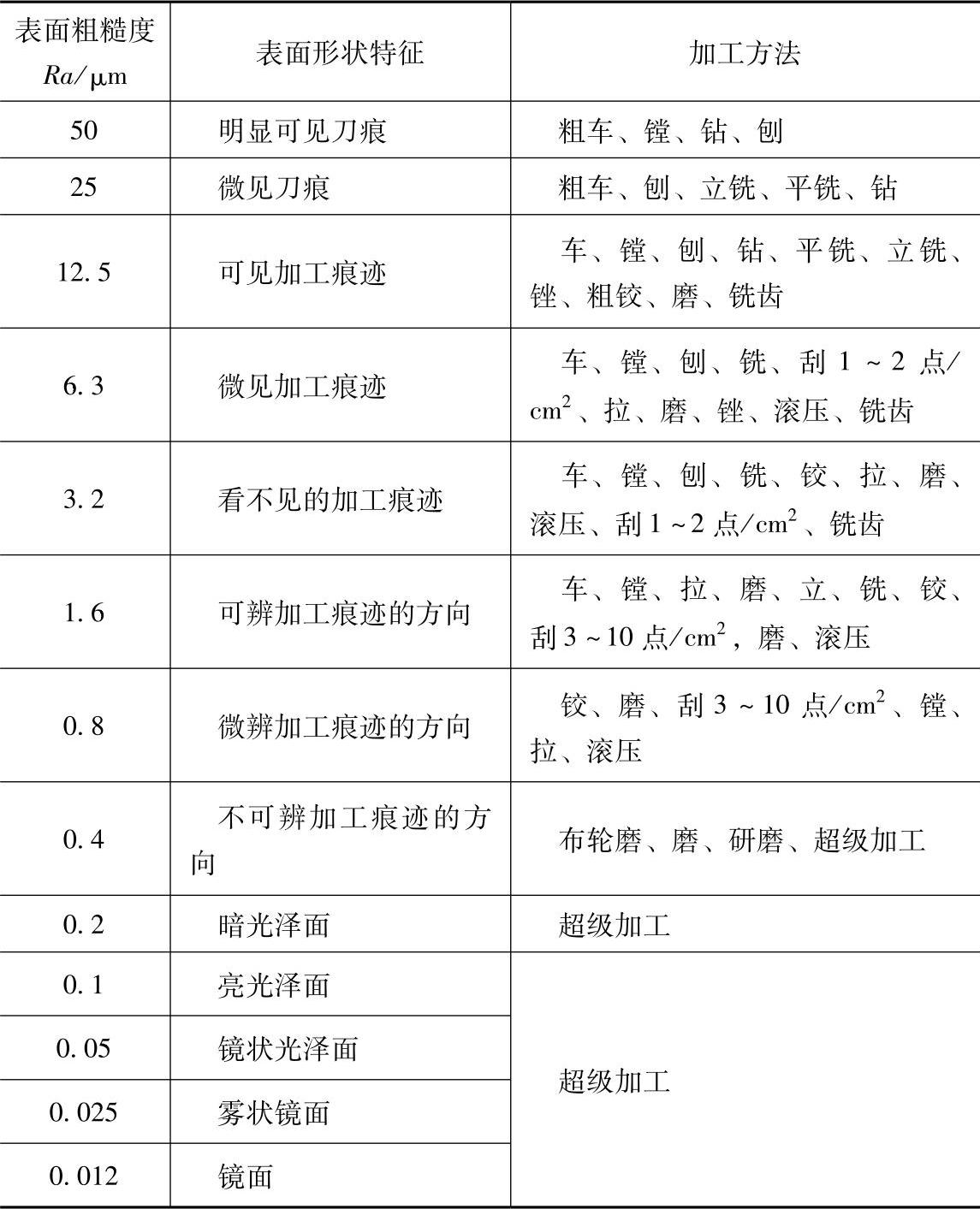
表面粗糙度的特征及加工方法如表1-27所示
表1-27 表面粗糙度的特征及加工方法
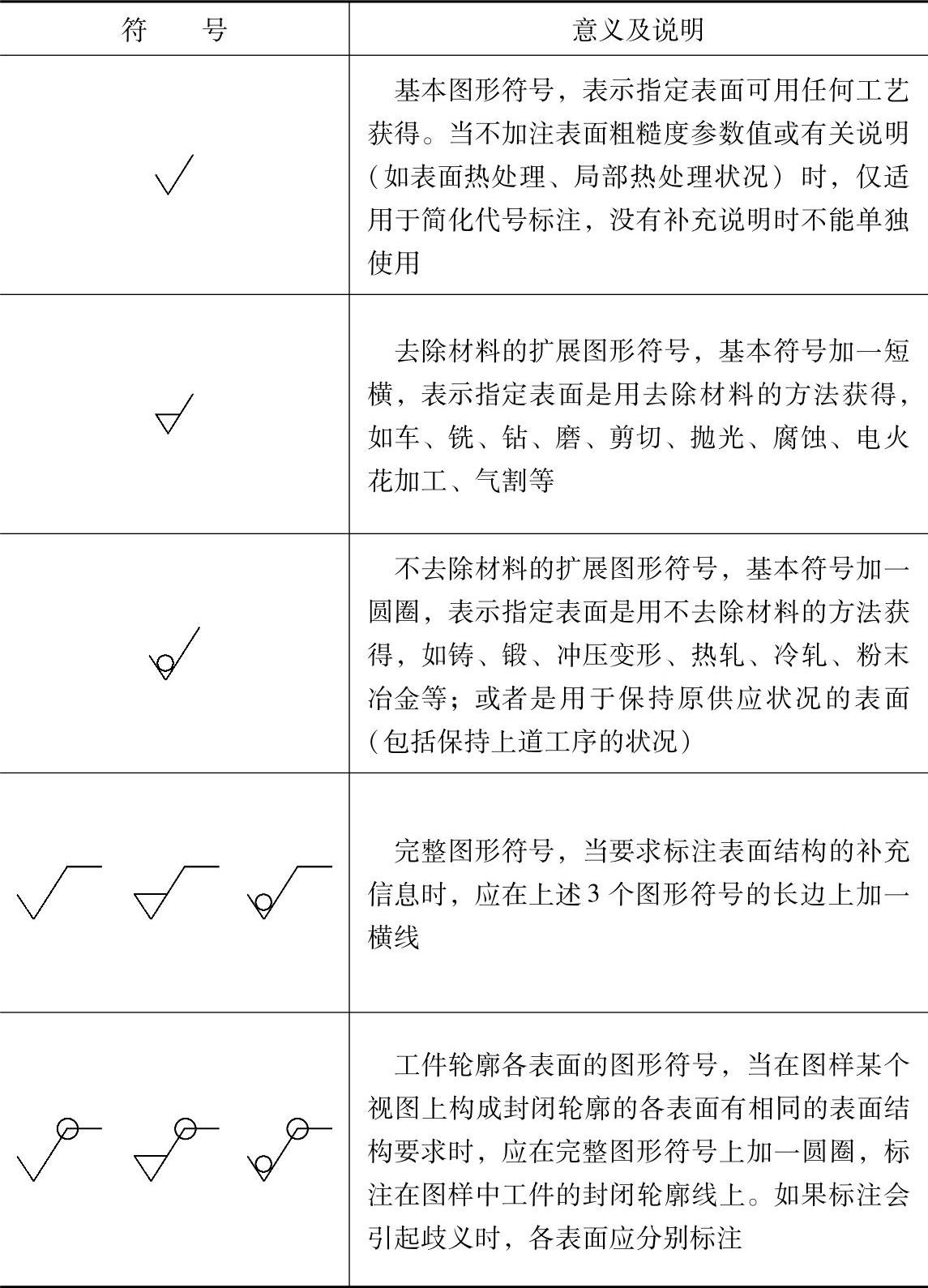
1)表面结构的图形符号及意义如表1-28所示
表1-28 表面结构的图形符号及意义
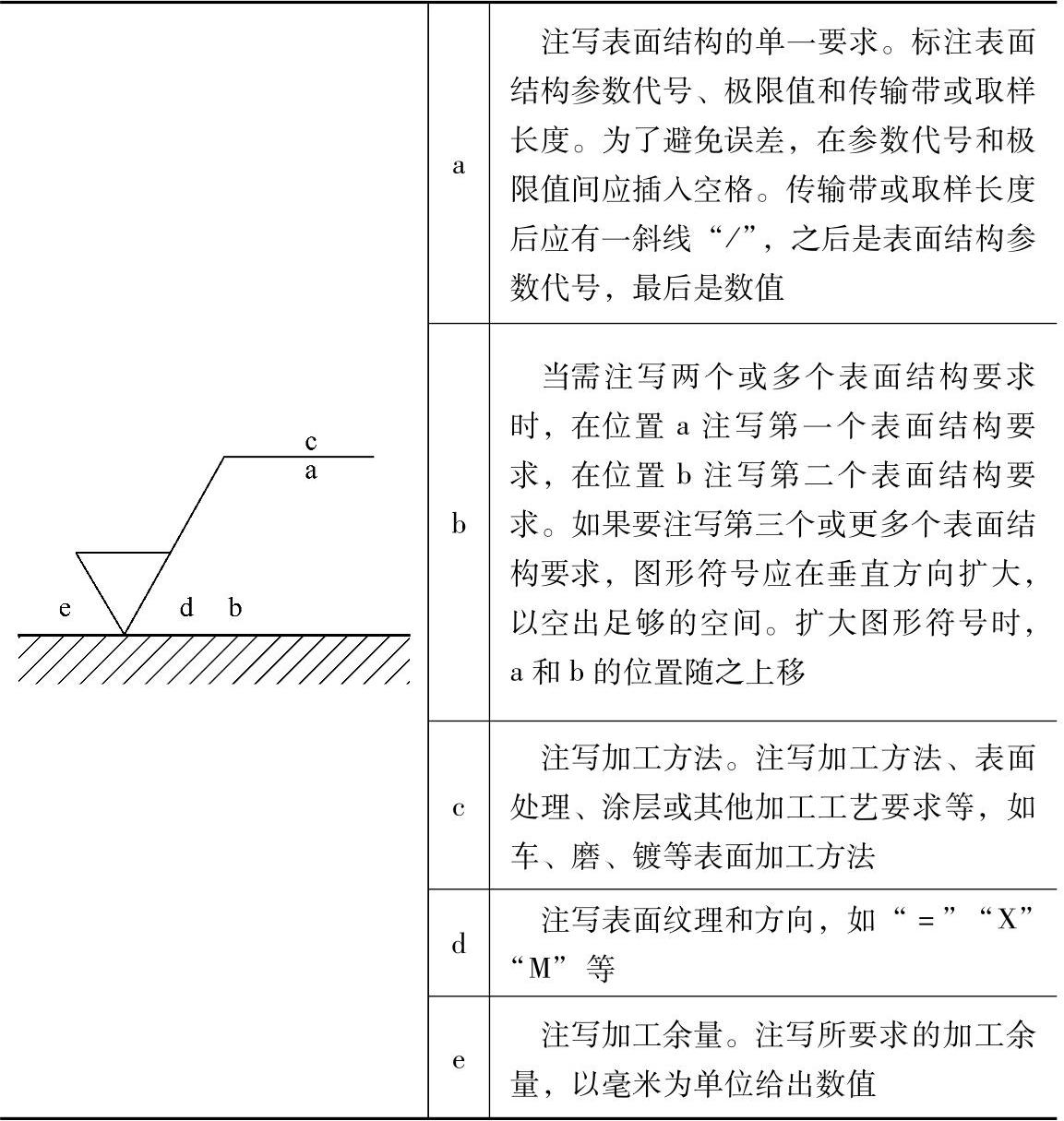
2)表面结构完整图形符号的组成如表1-29所示
表1-29 表面结构完整图形符号的组成
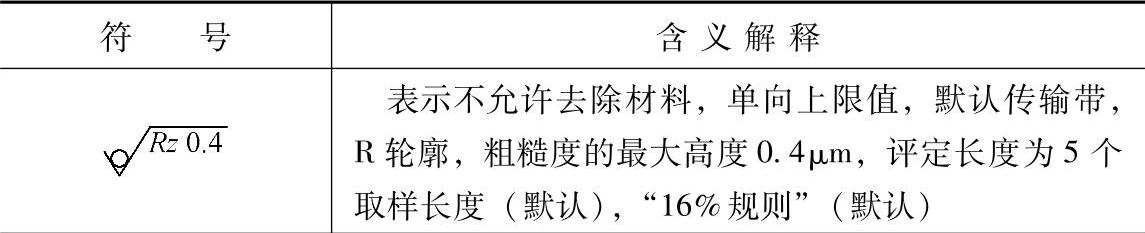
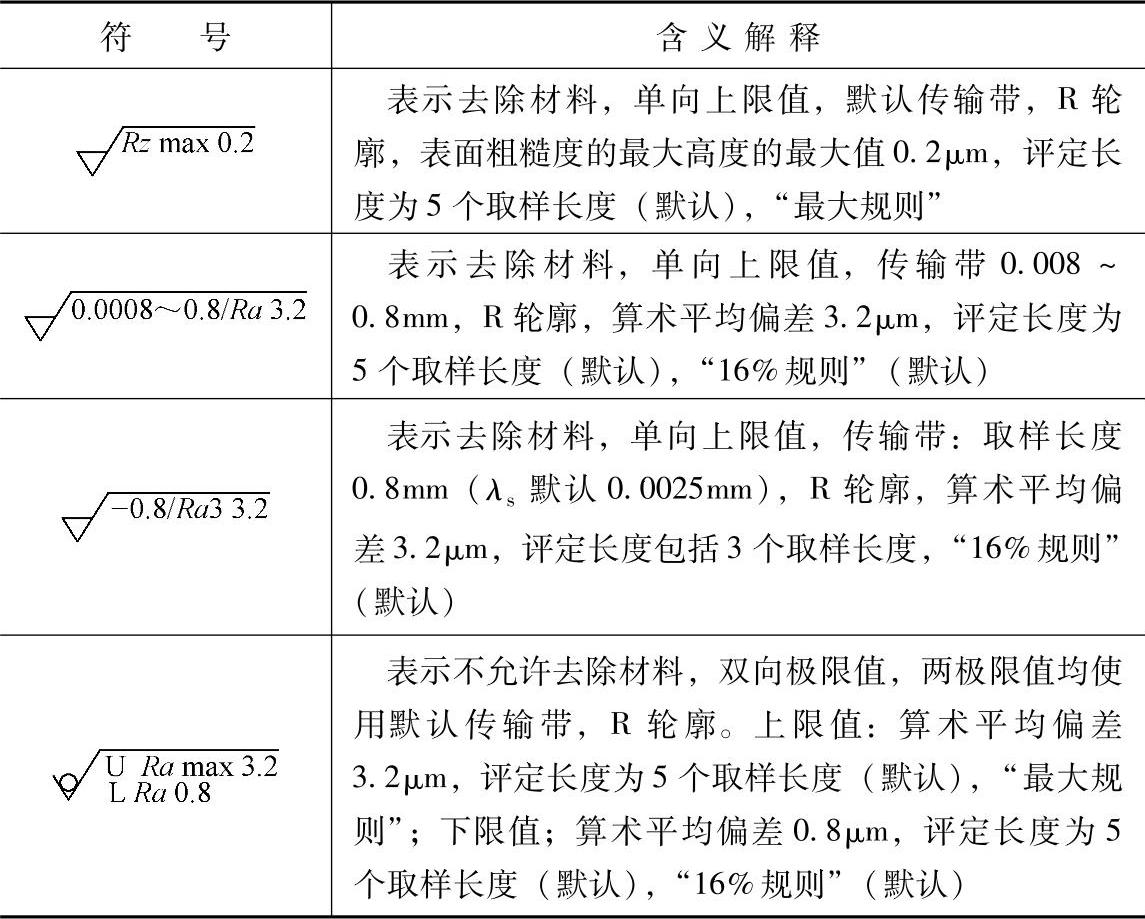
3)表面结构代号标注示例如表1-30所示
表1-30 表面结构代号标注示例
(续)
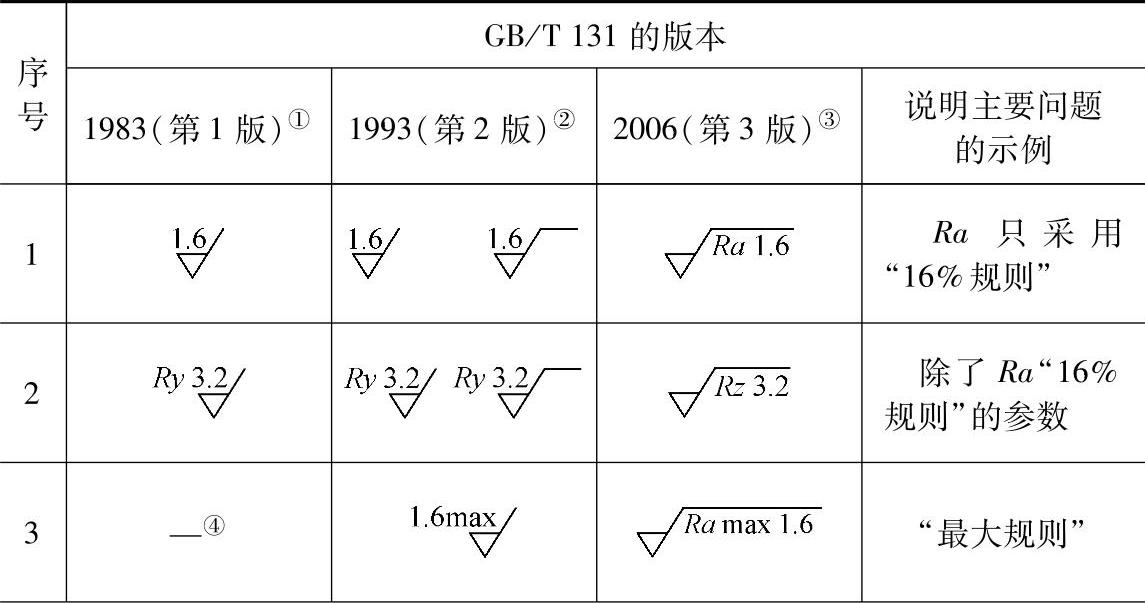
4)新旧标准表面结构图形标注对照如表1-31所示
表1-31 新旧标准表面结构图形标注对照
(续)

①即没有定义默认值也没有其他的细节,尤其是:无默认评定长度;无默认取样长度;无“16%规则”或“最大规则”。②在GB/T 3505—1983和GB/T 10610—1989中定义的默认值和规则仅用于参数R a 、R y 和R z (10点高度)。此外,GB/T 131—1993中存在着参数代号书写不一致问题,标准正文要求参数代号第二个字母标注为下标,但在所有的图表中,第二个字母都是小写,而当时所有的其他表面结构标准都使用下标。③新的R z 为原R y 的定义,原R y 的符号不再使用。④表示没有该项。
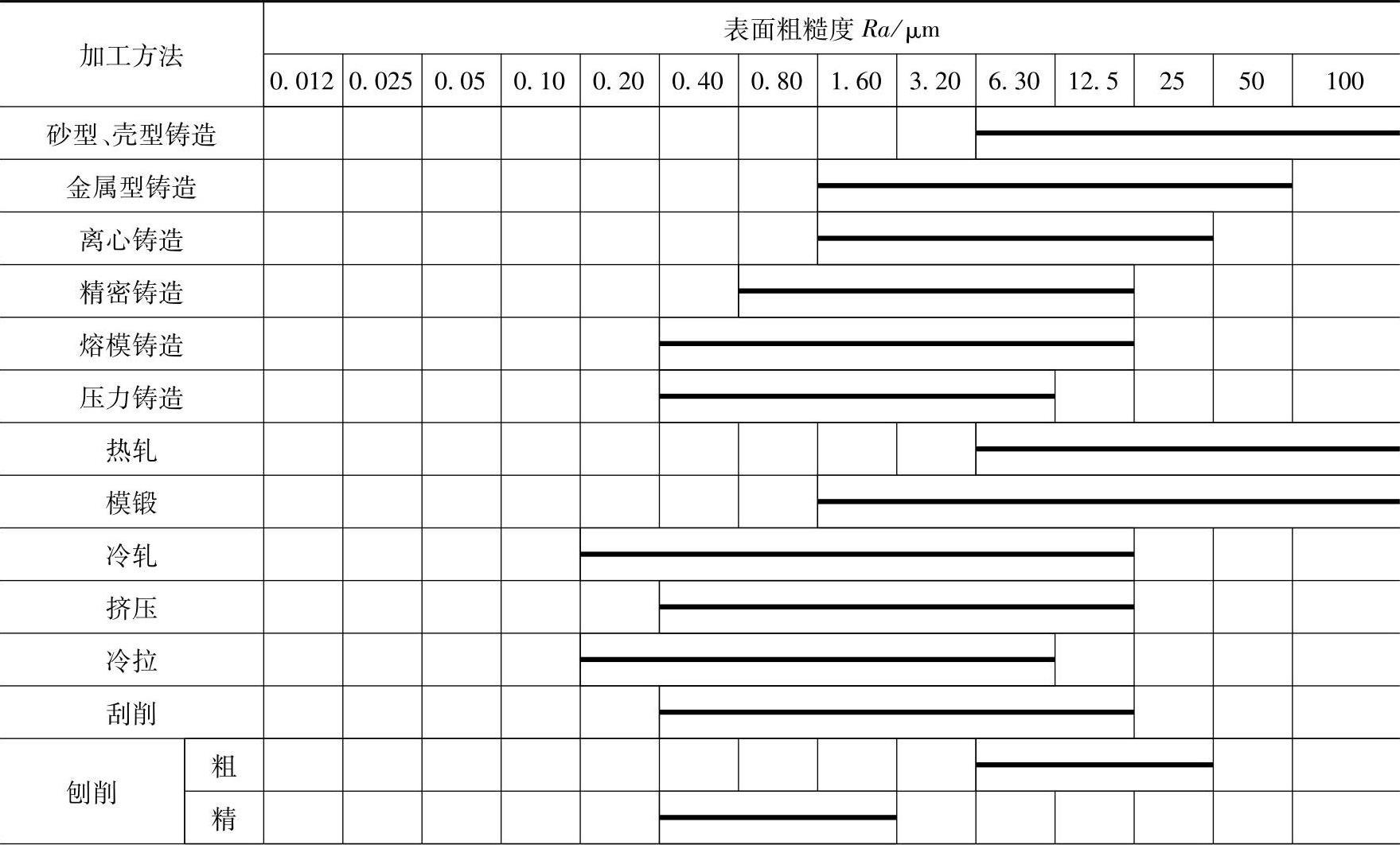
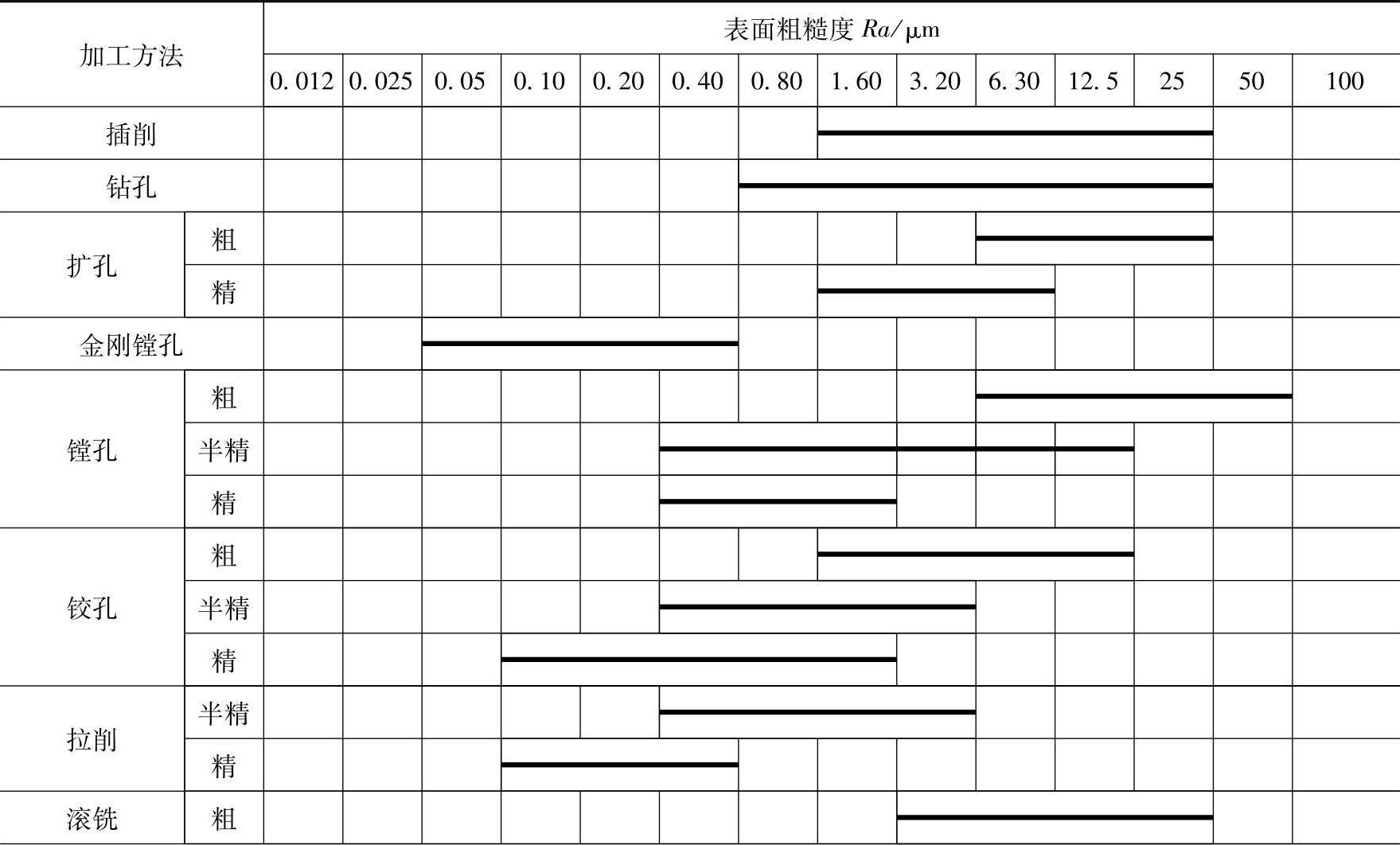
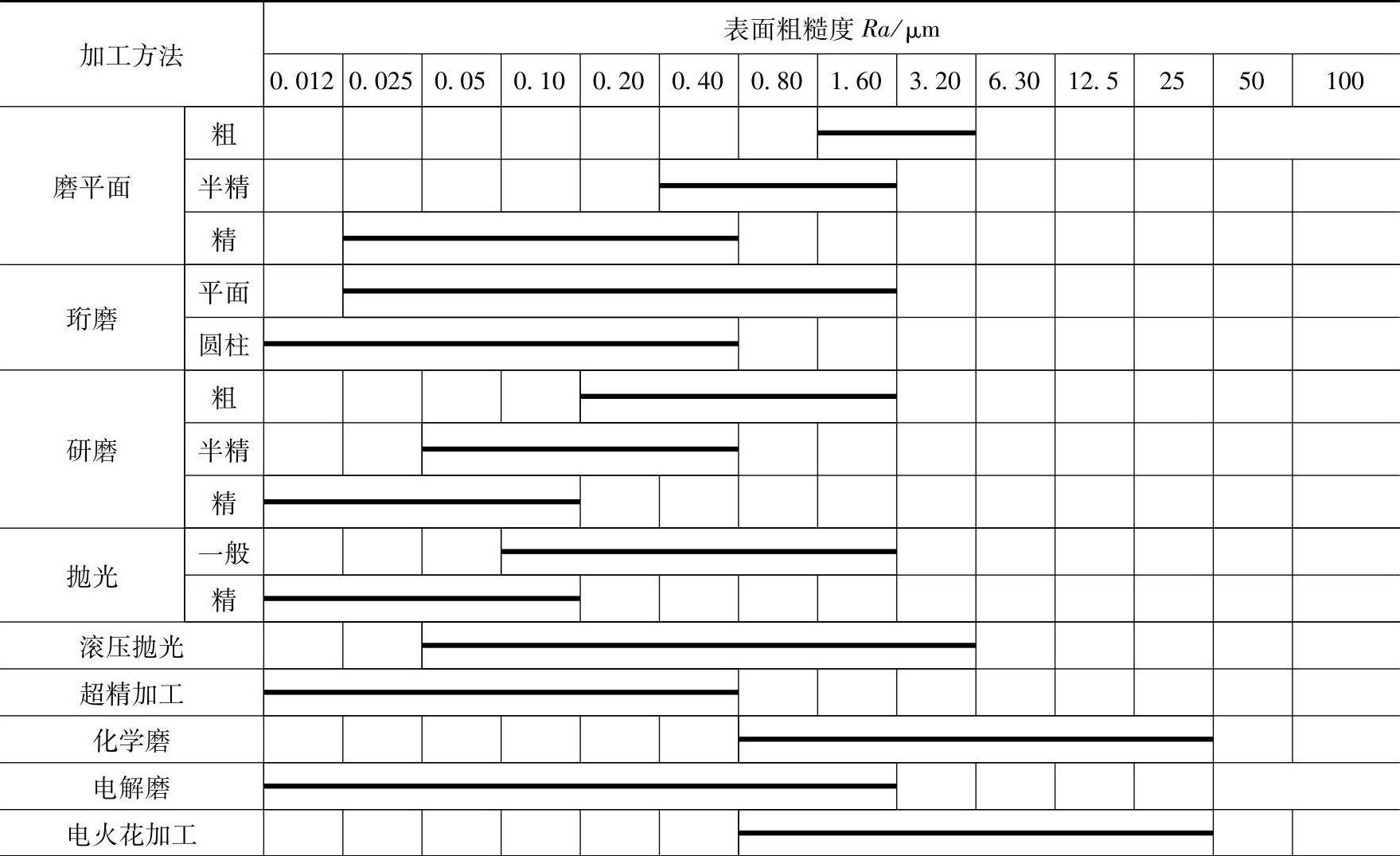
不同加工方法可能达到的表面粗糙度如表1-32所示
表1-32 不同加工方法可能达到的表面粗糙度
(续)
(续)

(续)
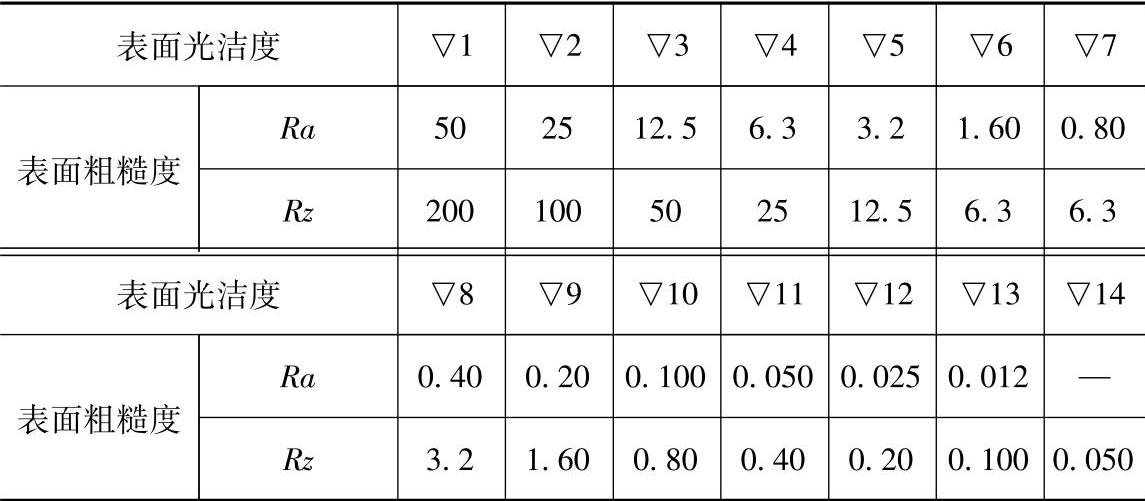
表面光洁度与表面粗糙度数值换算如表1-33所示
表1-33 表面光洁度与表面粗糙度数值换算 (单位:μm)