
下载掌阅APP,畅读海量书库
立即打开



螺纹测量用三针是每组具有确定公称直径的三个量针,是以间接法测量螺纹中径的针形测量器具,其公称直径分为三组:Ⅰ组,0.118~0.572mm,9件;Ⅱ组,0.724~1.553mm,8件;Ⅲ组,1.732~6.212mm,14件。
量针应采用碳素工具钢T12A或滚动轴承钢GCr15合金工具钢CrMn制造,其测量面硬度不应小于60HRC,表面粗糙度 Ra 的最大值不应超过0.05μm。
量针成组供应,每组量针应带有悬挂量针的号牌,号牌上应有不小于 ϕ 3mm的孔,自孔中心到量针工作部分中间的距离约为70mm。
直角尺是检验零部件平面间垂直度所用的量具,有圆柱直角尺、矩形直角尺、刀口矩形直角尺、三角形直角尺、刀口形直角尺、宽座刀口形直角尺、平面形直角尺、带座平面形直角尺和宽座直角尺。图4-53所示是其中的几种。其中,宽座直角尺的结构简单,使用方便,可以测量工件的直角、工件表面和基准面间的垂直度误差和进行基准校正(图4-54)等。直角尺的测量面长度一般不大于1600mm。
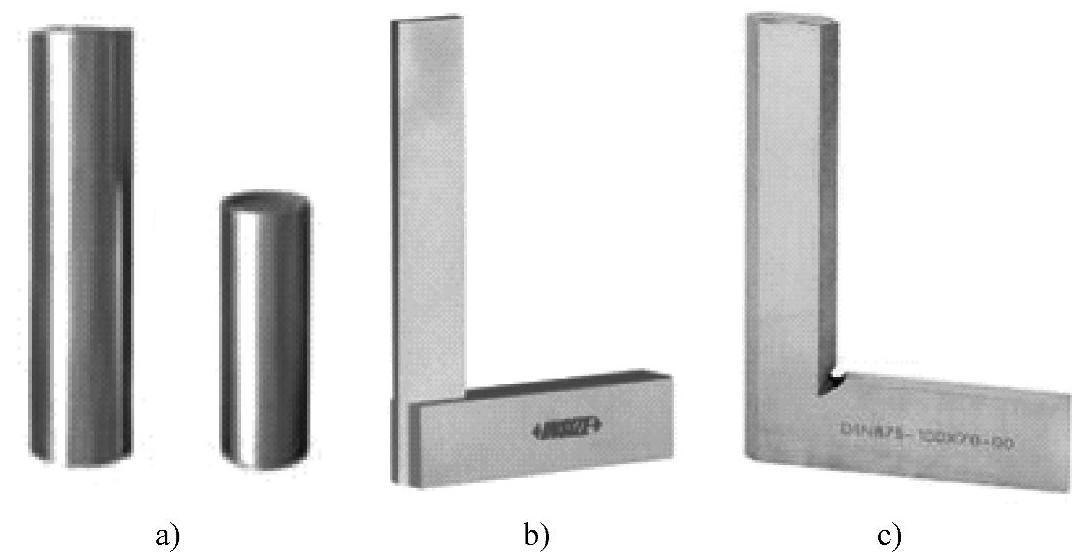
图4-53 几种直角尺
a)圆柱直角尺 b)宽座直角尺 c)刀口形直角尺
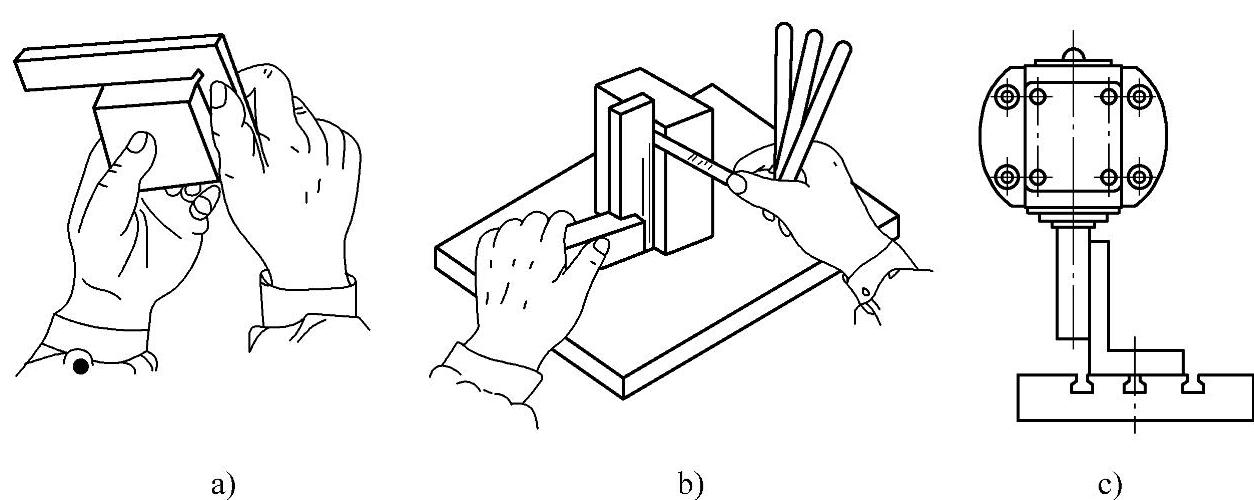
图4-54 直角尺的应用
a)测量工件的直角 b)测量垂直度误差 c)基准校正
直角尺的制造精度有00、0、1和2四个精度级别。00级的精度最高,2级的精度最低。00级直角尺一般作为基准,在计量部门多用来检定低精度的直角量具。0级和1级直角尺用于检验精密工件,2级直角尺则用于检验一般工件。各种直角尺的制造精度见表4-13。
表 4-13 各种直角尺的制造精度

在检验工件时,先将直角尺的短边放在辅助基准表面(或者平板)上,再将直角尺的长边轻轻地靠拢被测工件表面,不要碰撞。这时,根据直角尺长边工作面和被测工件表面之间透光间隙的大小,即可判断被测角度相对于直角的偏离量,或被测工件表面相对于辅助基准的垂直度误差值。
在实际生产中,也可用塞尺和量块分别在直角尺的长边接近顶端处和底端处测量。这时,塞尺片或量块组尺寸的最大差值即为工件垂直度误差。
1)使用前,应先检查直角尺工作面和边缘是否有碰伤、毛刺等明显缺陷,并擦净直角尺的工作面和被测工件的表面,再验看一下检定合格证是否在有效期内。
2)使用过程中,要一手托短边,一手扶长边,绝不允许手提长边搬动或将其倒放,以防直角尺变形和精度失真。
3)因直角尺的使用精度与检测时所用的平板精度有关,使用时应注意合理选用。
4)使用完毕后,应将其擦洗干净,涂油保养。
游标万能角度尺是利用游标读数原理来直接测量工件角度或进行划线的一种角度量具。
游标万能角度尺有Ⅰ型Ⅱ型两种,其测量范围分别为0°~320°和0°~360°。
游标万能角度尺由直角尺、尺身、直尺、基尺、游标、扇形板、卡块和制动头组成(图4-55)。基尺固定在尺座上,直角尺由两个卡块固定在扇形板上,直尺用支架固定在直角尺上(如果拆下直角尺,也可以将直尺固定在扇形板上)。
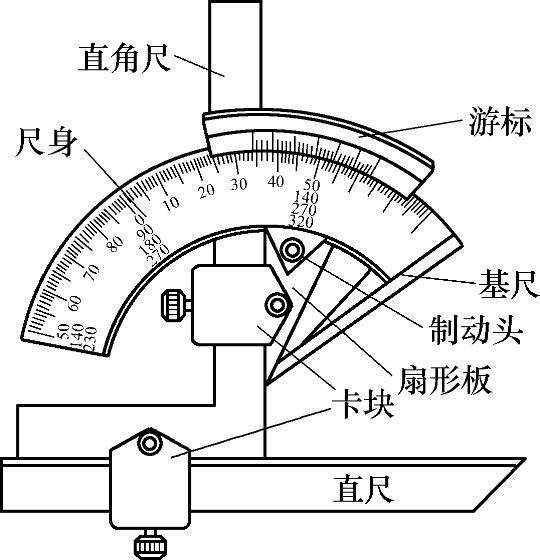
图4-55 游标万能角度尺
游标万能角度尺与游标卡尺读数原理相似,不同的是游标卡尺的读数值是长度单位数值,而游标万能角度尺的读数值是角度值。
由图4-55可见,尺身两条刻线间的角度值为1°,尺身的23格与游标上的12格相等,则游标每一格(两条刻线间)的角度值为
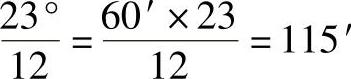
这样尺身两格与游标一格的差值为
2 ° -115 ′ =120 ′ -115 ′ =5 ′
这就是分度值为5′的游标万能角度尺的读数原理。同理也可得到分度值为2′和10′的游标万能角度尺的读数原理。
游标万能角度尺的读数步骤:先读度,再读分,最后得到整个读数值。如图4-56所示,从尺身上可见为38°,游标与尺身对准的那条线为30′,则整个读数值为
38°+30′=38°30′
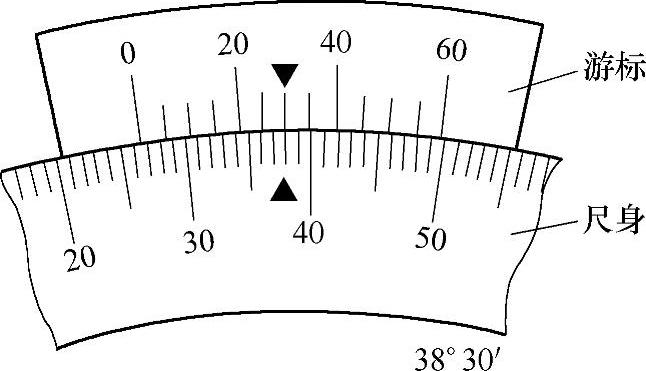
图4-56 游标万能角度尺的读数
由于直角尺和直尺可以移动和拆换,所以游标万能角度尺可以测量0°~320°的任何角度。
直角尺和直尺全装上时,可测量0°~50°的外角度(图4-57a);仅装上直尺时,可测量50°~140°的角度(图4-57b);仅装上直角尺时,可测量140°~230°的角度(图4-57c);把直角尺和直尺全拆下时,可测量230°~320°的角度,即可测量40°~130°的内角度(图4-57d)。
游标万能角度尺的尺座上,基本角度的刻线只有0°~90°,如果测量的零件角度大于90°,则在读数时,应加上一个基数(90°、180°、270°)。当零件角度>90°~180°时,被测角度=90°+角度尺读数;当零件角度>180°~270°时,被测角度=180°+角度尺读数;当零件角度>270°~320°时,被测角度=270°+角度尺读数。
用游标万能角度尺测量零件角度时,应使基尺与零件角度的母线方向一致,且零件应在角度尺的两个测量面的全长上接触良好,以免产生测量误差。
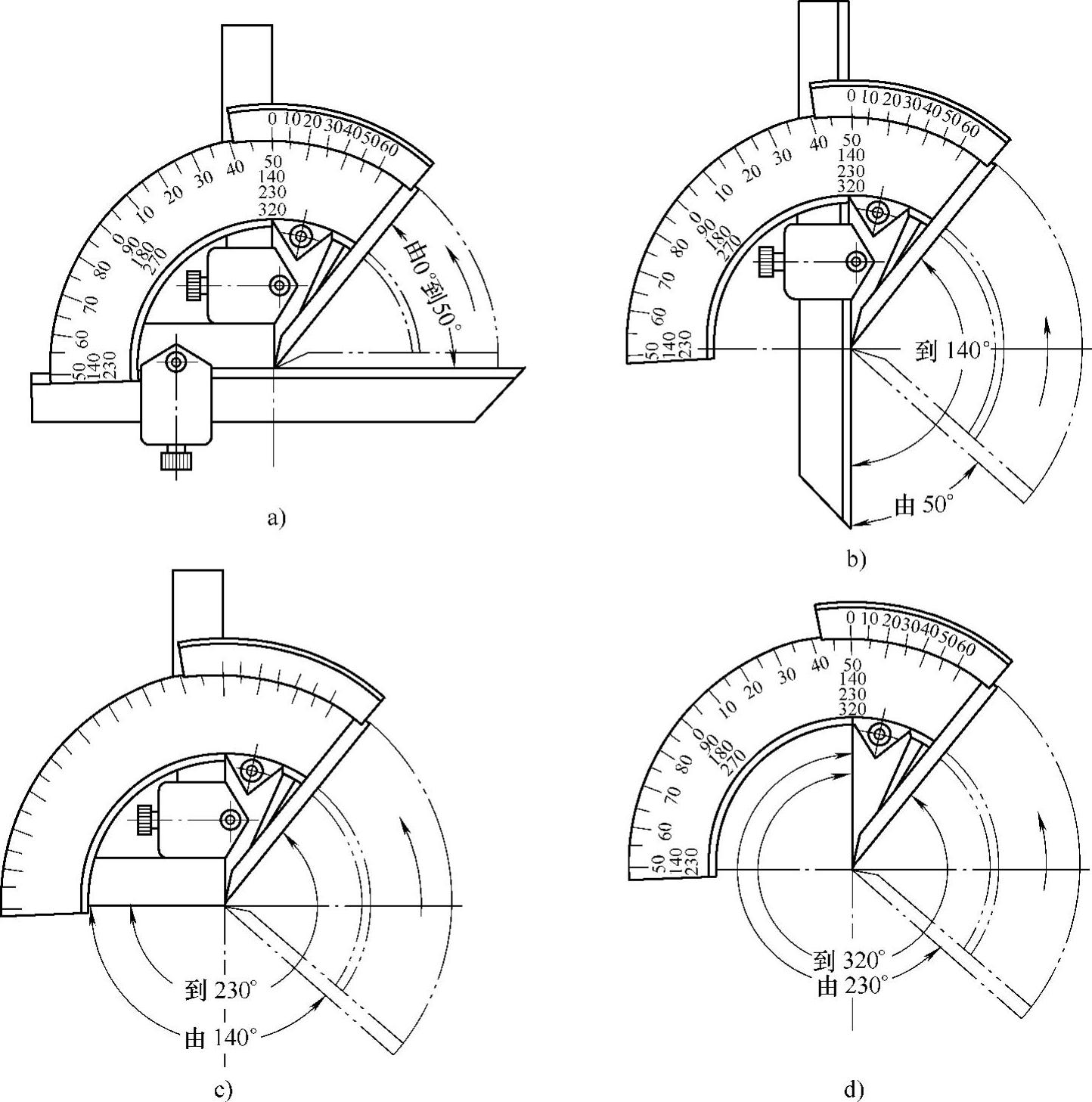
图4-57 游标万能角度尺的使用方法
1)使用前要擦净游标万能角度尺和工件,检查游标万能角度尺的测量面是否有锈迹和毛刺,活动件是否灵活、平稳,能否固定在规定的位置上。
2)应将游标的零线对准尺身的零线,游标的尾线对准尺身相应的刻线,再拧紧固定螺钉。
3)测量工件时,应先调整好直角尺或直尺的位置,并用卡块上的螺钉紧固。再松开制动器上的螺母,移动尺身做粗调整。然后转动扇形板背面的微动装置做细微调整,直到基尺测量面与被测表面紧密贴合为止。这时将角度尺取下读数,所得读数值即为被测角度值。如测量角度大于90°,测得的读数还应加上基数(90°、180°、270°),才是被测的角度值。
4)测量完毕后,松开各紧固件,取下直尺、直角尺和卡块等,然后擦净、上防锈油,装入专用盒内。
平面平晶是用于以干涉法测量量块,以及检验量块、量规、零件密封面、测量仪器及测量工具量面的研合性和平面度的常用工具。
平面平晶适用于光学加工厂、厂矿企业计量室、精密加工车间、阀门密封面现场检测使用,也适用于高等院校、科学研究等单位做平面度等检测。
平面平晶的规格见表4-14。
表 4-14 平面平晶的规格

①此规格按特殊订货供应。
平面平晶是利用光波干涉现象测量平面度误差的,故其测量方法称为平面平晶干涉法,也称技术光波干涉法。测量时,把平面平晶放在被测表面上,且与被测表面形成一个很小的楔角,以单色光源照射时会产生干涉条纹。干涉条纹的位置与光线的入射角有关。如入射光线垂直于被测表面,且平面平晶与被测表面间的间隙很小,则由平面平晶测量面反射的光线与被测表面反射的光线在测量面发生干涉而出现明或暗的干涉条纹。若在白光下,则出现彩色干涉条纹。如干涉条纹平直、相互平行且分布均匀,则表示被测表面的平面度很好;如干涉条纹弯曲,则表示平面度不好。
水平仪是一种测量小角度的常用量具。在机械行业和仪表制造中,水平仪用于测量相对于水平位置的倾斜角、机床类设备导轨的平面度和直线度、设备安装的水平位置和垂直位置等。水平仪有条形水平仪、框式水平仪、光学合像水平仪和电子水平仪等几种。
框式水平仪的规格(工作面长度×工作面宽度)有100mm×30mm、150mm×35mm、200mm×35mm、250mm×40mm和300mm×40mm五种,其分度值有0.02mm/m、0.05mm/m、0.10mm/m三种。框式水平仪由框架和水准器两个部分组成。水准器是一个内壁呈一定曲率半径的弧状玻璃管,内装酒精或乙醚等流动性较好的液体,并留有一定长度的气泡,在玻璃管外表面刻有刻度。
使用水平仪应先进行检查,将水平仪放在平板上,读取气泡的刻度大小,然后将水平仪反转置于同一位置,再读取其刻度大小,若读数相同,即表示水平仪底座与气泡管相互间的关系是正确的。否则,需用微调螺钉调整直到读数完全相同,才可做测量工作。若想检查水平仪的精度,可用正弦杆和量块组成的已知角度进行。同时,欲测量较大倾斜角也可共同使用正弦杆与水平仪。
激光干涉仪是以激光波长为基准,按迈克尔逊原理产生干涉条纹进行几何量测量的测量仪器。激光干涉仪可配合各种折射镜、反射镜等来做线性位置、速度、角度、平面度、直线度、平行度和垂直度等测量工作,并可作为精密工具机或测量仪器的校正工作。
激光干涉仪有单频的和双频的两种。
自准直仪是依据光学自准直成像原理,通过LED发光器件和线阵CCD成像技术设计而成的,由内置的高速数据处理系统对CCD信号进行实时采集处理,同时完成两个维度的角度测量。自准直仪常用于测量导轨的直线度、平板的平面度(这时称为平面度测量仪)等,也可借助于转向棱镜附件测量垂直度等。
自准直仪常按读数系统的不同,分为光学自准直仪和数字自准直仪。