
下载掌阅APP,畅读海量书库
立即打开



图1-1所示是某型号LED灯具散热底座芯棒设计简图,为杯杆类零件,芯棒材料为H62黄铜,采用挤压的方法热塑性成形芯棒半成品,再经切削加工至设计尺寸。研究任务:①确定合理的坯料尺寸;②确定合理的凹模倾角。
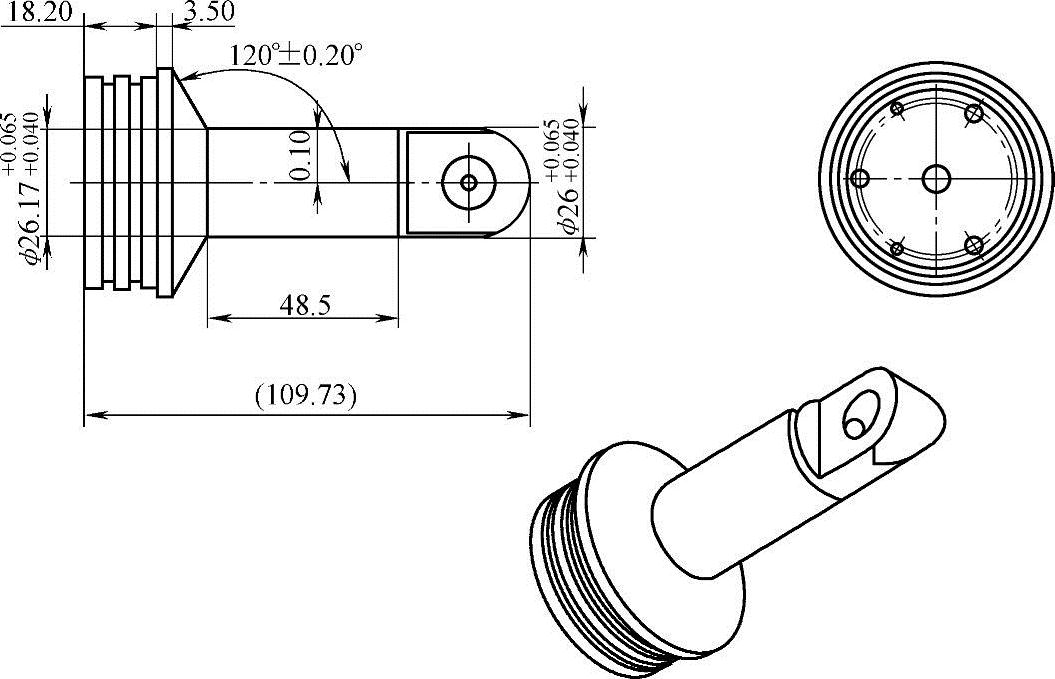
图1-1 LED灯具散热底座芯棒设计简图
该LED灯具散热底座芯棒零件图如图1-2所示,与挤压件最大外径接近的常用铜棒主要有三种: ϕ 50mm, ϕ 56mm, ϕ 58mm。根据体积不变原则,坯料下料尺寸为 ϕ 50mm×54mm, ϕ 56mm×43mm, ϕ 58mm×40mm,因此本次工艺参数模拟分为三组。根据生产实际,拟定芯棒挤压成形工艺方案见表1-1,以确定合理的坯料尺寸。坯料温度为450℃,实验前预热模具。坯料的加热采用箱式电阻加热炉,加热温度为440℃±10℃,保温30min±5min。实验过程中采用动物油润滑。实验设备为Y32-200型万能四柱液压机。
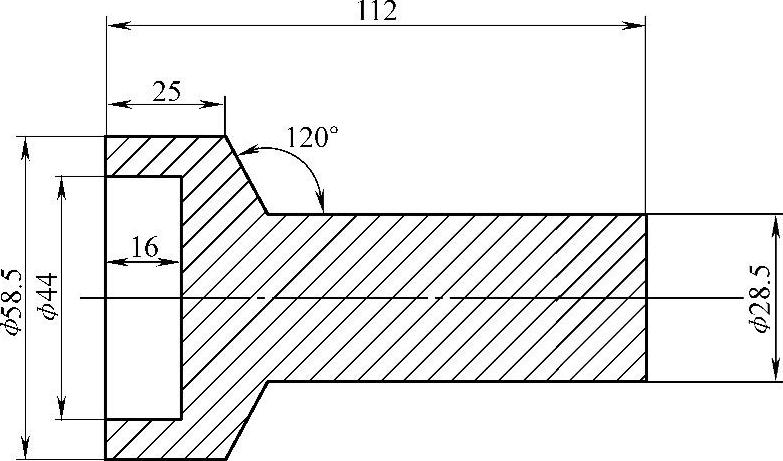
图1-2 LED灯具散热底座芯棒零件图
表1-1 芯棒挤压成形工艺方案

采用标准挤压模架,凸凹模设计简图如图1-3所示(凸凹模挤压圆角为0.5mm),复合挤压凸凹模选用了Crl2MoV制造,热处理后硬度为58~62HRC,应力圈采用45钢制造,热处理硬度为38~42HRC。模具的凸凹模表面全部抛光。预应力配合角度为0.5°,必须保证配合面积达到80%以上。
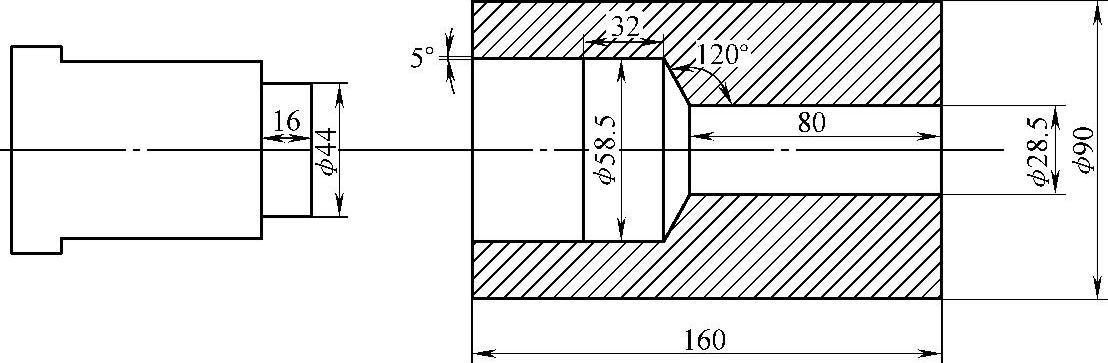
图1-3 复合挤压凸凹模简图
根据生产实际,此案例采用温锻成形工艺。在有限元模拟时,采用圆柱形坯料,坯料材料选择CuZn37[1100~1500℉(600~800℃)],模具材料为H13(美国牌号,对应我国牌号为4Cr5MoSiV1);模具和坯料间的传热系数设为11kW/(m 2 ·K);采用剪切摩擦模型,设置摩擦因数为0.25;坯料预热温度为450℃,模具预热温度为150℃。
通过查阅文献或者自行设计获得所需模具以及详细尺寸,利用UG或其他造型软件画出模具实体模型,并保存为.stl格式。现基于DEFORM-3DV10.2版本对 ϕ 50mm×54mm坯料在凹模倾角为120°时进行数值模拟,并演示主要操作步骤。其他尺寸坯料及其他凹模倾角的模拟过程读者请参考演示自行完成,最后确定合理的坯料尺寸和凹模倾角。成形时坯料与模具的装配关系如图1-4所示。
(1)创建一个新的问题 如图1-5所示。
1)在开始菜单中单击DEFORMV10.2,选择DEFORM-3D并进入DEFORM-3D主窗口;
2)单击File→New Problem或单击
 按钮;
按钮;
3)在弹出的窗口中接受默认选项,单击Next按钮;
4)在弹出的窗口中选择“OtherPlace”,选择工作目录然后单击Next按钮;
5)在弹出的窗口中输入文件名,单击Finish按钮进入前处理操作界面。
图1-4 坯料与模具的装配关系
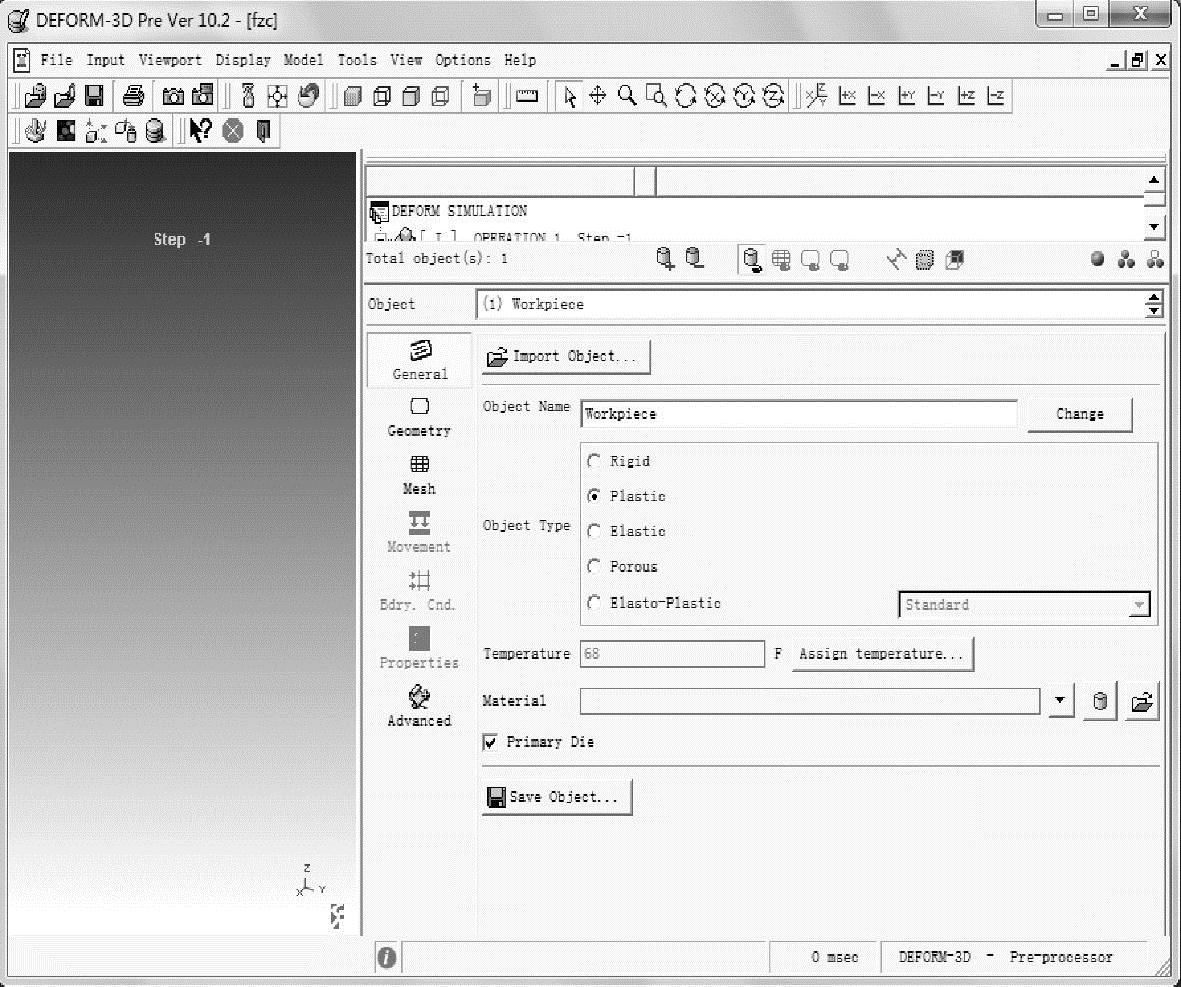
图1-5 创建新问题界面
(2)设置模拟参数 如图1-6所示。
1)在前处理操作界面中单击
 按钮进入模拟控制参数设置窗口;
按钮进入模拟控制参数设置窗口;
2)在Simulation Title一栏中把标题改为BLOCK;
3)设置Units为SI,模拟类型Deformation,并勾选Heat Transfer。单击OK按钮,回到前处理操作界面。
(3)工件坯料设置 如图1-7所示。
1)坯料的导入。
①单击
 和
和
 按钮,进入工件坯料参数设置界面,所需工件坯料参数设置完成后,单击
按钮,进入工件坯料参数设置界面,所需工件坯料参数设置完成后,单击
 按钮,在操作界面生成工件坯料,单击
按钮,在操作界面生成工件坯料,单击
 按钮,回到前处理操作界面。
按钮,回到前处理操作界面。
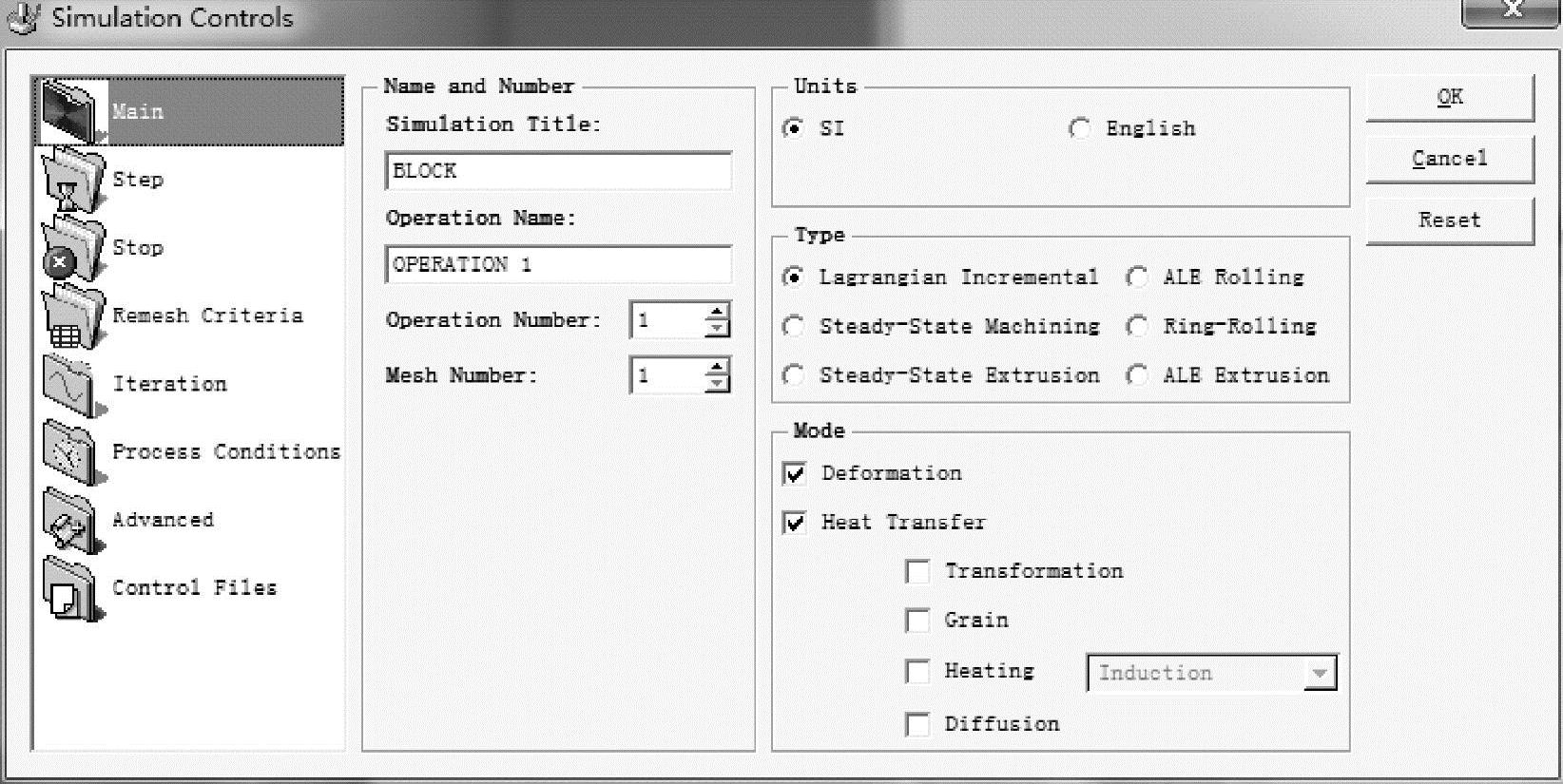
图1-6 设置模拟参数
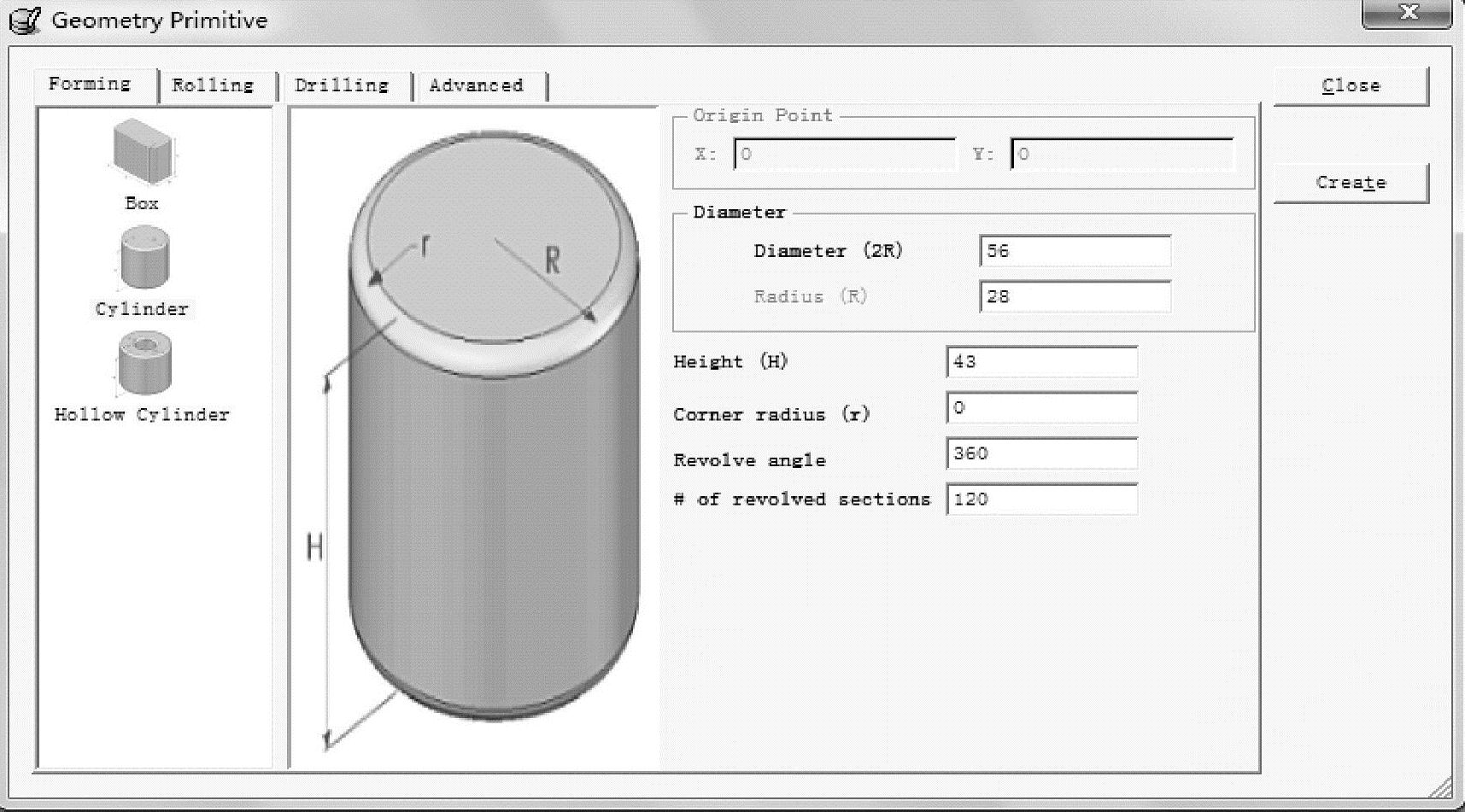
图1-7 工件坯料设置
②输入几何体后要检查输入对象是否有问题,检查方法如下:
单击
 ,查看弹出的窗口。对于一个封闭的几何体,必有1个面,0个自由边,0个无效的实体。如果正确单击
,查看弹出的窗口。对于一个封闭的几何体,必有1个面,0个自由边,0个无效的实体。如果正确单击
 按钮,回操作界面,如图1-8所示。
按钮,回操作界面,如图1-8所示。
外法线方向的检查,如图1-9所示。单击
 按钮,查看对象的外法线是否指向对象外。如果方向反了,单击
按钮,查看对象的外法线是否指向对象外。如果方向反了,单击
 按钮。
按钮。
2)划分网格、体积补偿。
①单击图1-5中的
 按钮,进入网格划分,如图1-10所示。
按钮,进入网格划分,如图1-10所示。
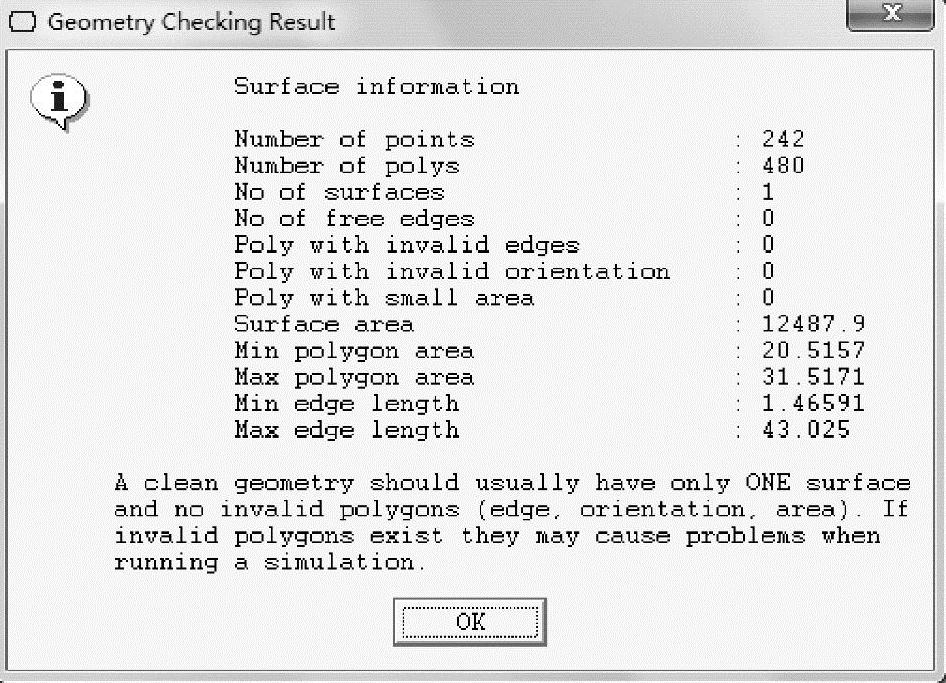
图1-8 几何体检查结果
②在网格输入框中输入单元数或通过滑块设定。
③设定完成后可单击
 按钮进行预览,如果满意就可单击
按钮进行预览,如果满意就可单击
 按钮生成网格。生成网格之后单击
按钮生成网格。生成网格之后单击
 按钮查看划分是否合格。并记下
按钮查看划分是否合格。并记下
 的值,如图1-11所示,以便后面用来设置步长。
的值,如图1-11所示,以便后面用来设置步长。
④单击
 按钮,进入体积补偿设置界面,选择激活种类,然后单击
按钮,进入体积补偿设置界面,选择激活种类,然后单击
 (见图1-12)按钮即可。
(见图1-12)按钮即可。
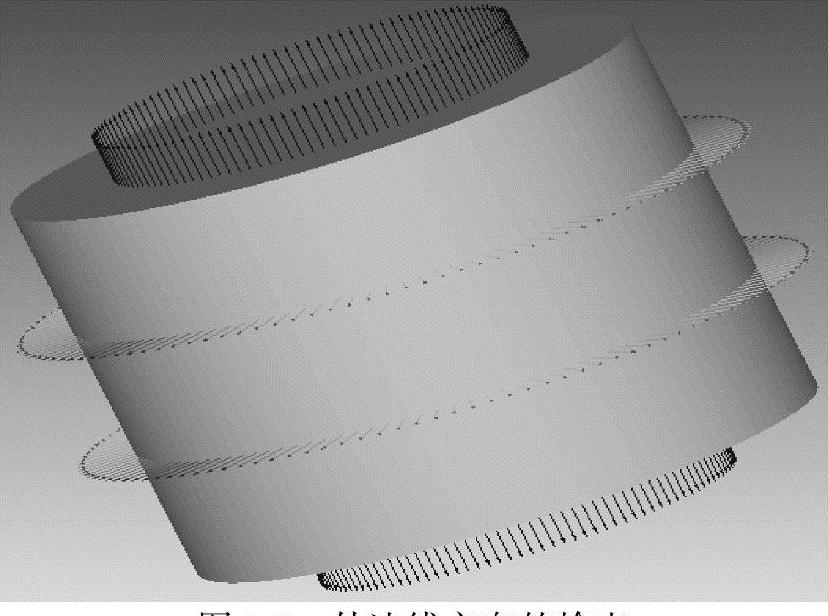
图1-9 外法线方向的检查
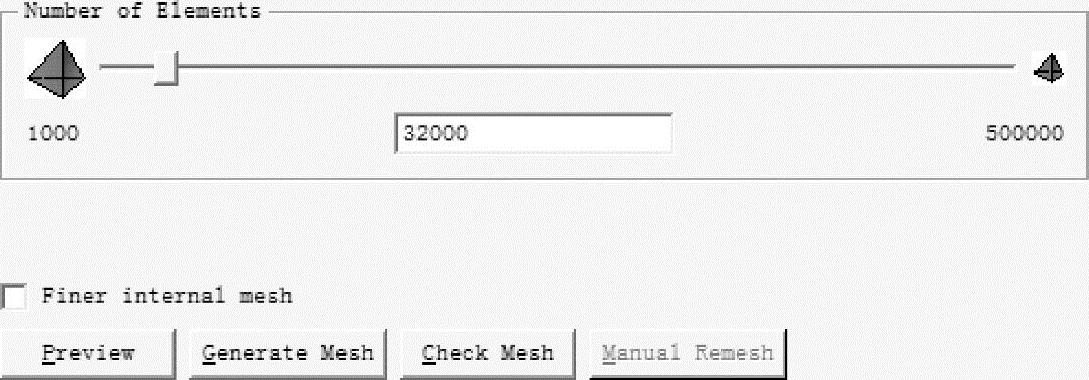
图1-10 “网格划分”对话框
图1-11 “网格划分合格”对话框
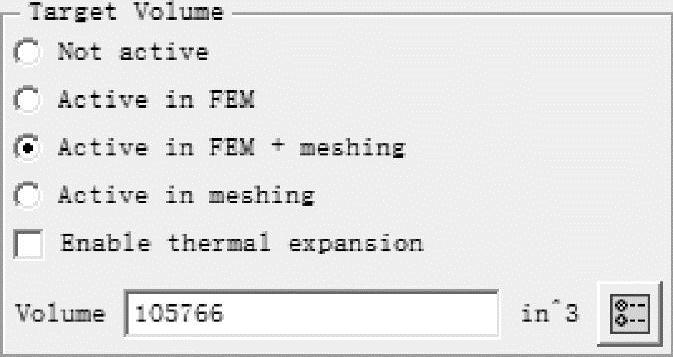
图1-12 选择激活种类
3)设置工件加工温度和材料。
①单击
 按钮进入温度和材料设置界面,如图1-13所示,因为第一个输入的为工件坯料,所以物体类型系统默认为Plastic;
按钮进入温度和材料设置界面,如图1-13所示,因为第一个输入的为工件坯料,所以物体类型系统默认为Plastic;
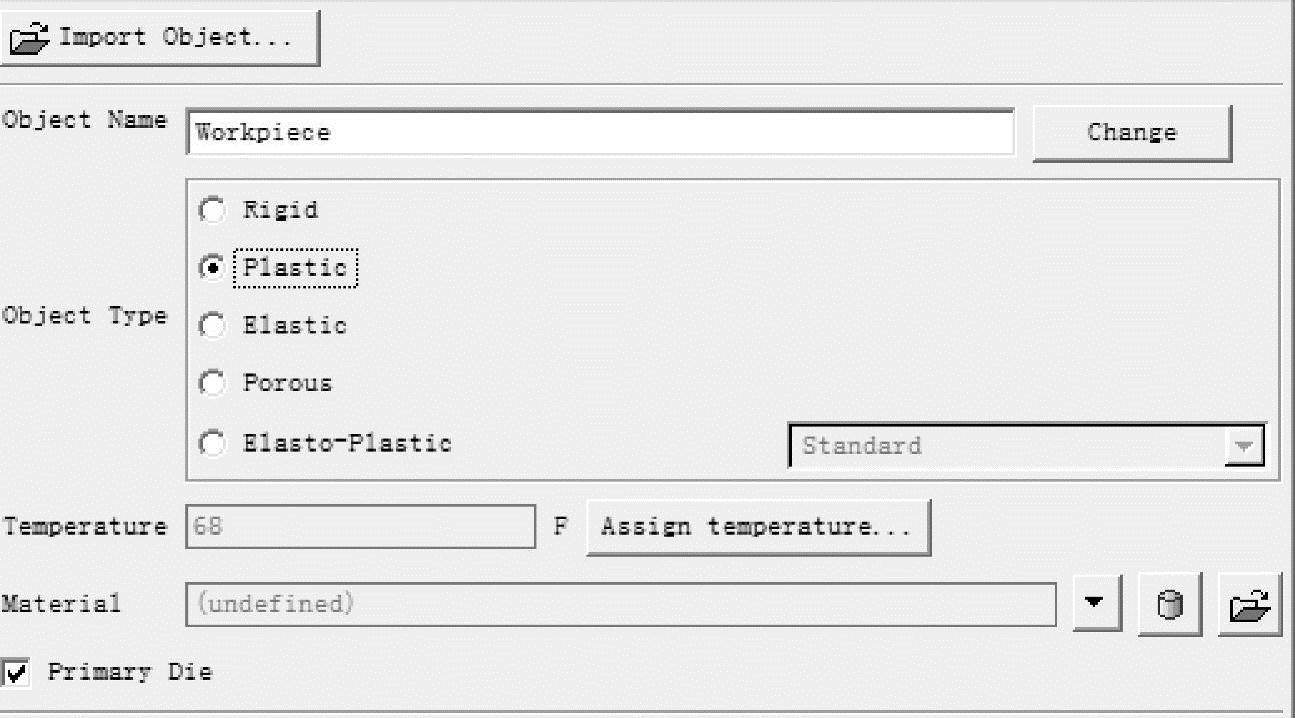
图1-13 温度和材料设置界面
②单击
 按钮进行温度设置,如图1-14所示。
按钮进行温度设置,如图1-14所示。
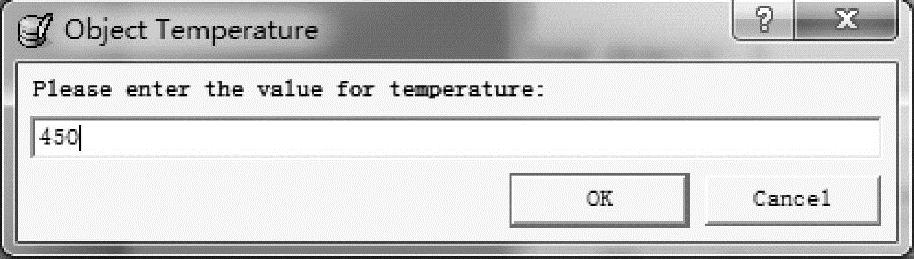
图1-14 “物体温度设置”对话框
③单击Material输入框右侧的
 按钮(见图1-13),选择物体材料,选定后,单击
按钮(见图1-13),选择物体材料,选定后,单击
 按钮,如图1-15所示。
按钮,如图1-15所示。
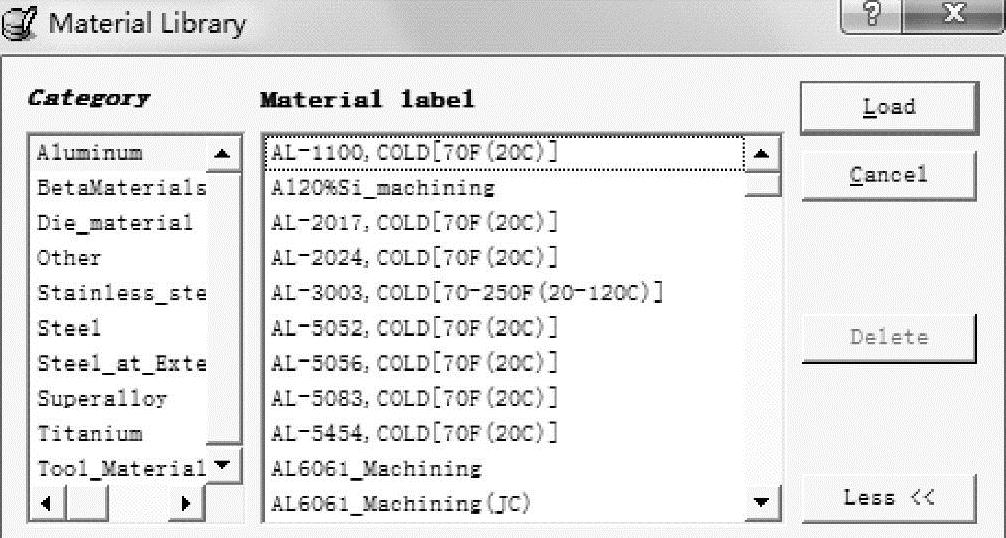
图1-15 “材料库”对话框
(4)模具的设置
1)凸模的导入。单击图1-5中
 按钮,然后依次单击按钮
按钮,然后依次单击按钮
 和
和
 ,从模具所在位置导入。
,从模具所在位置导入。
2)定位模具。有时导入的模具和工件位置需要调整,调整方法如下:
①单击
 按钮进入调整界面,如图1-16所示。
按钮进入调整界面,如图1-16所示。
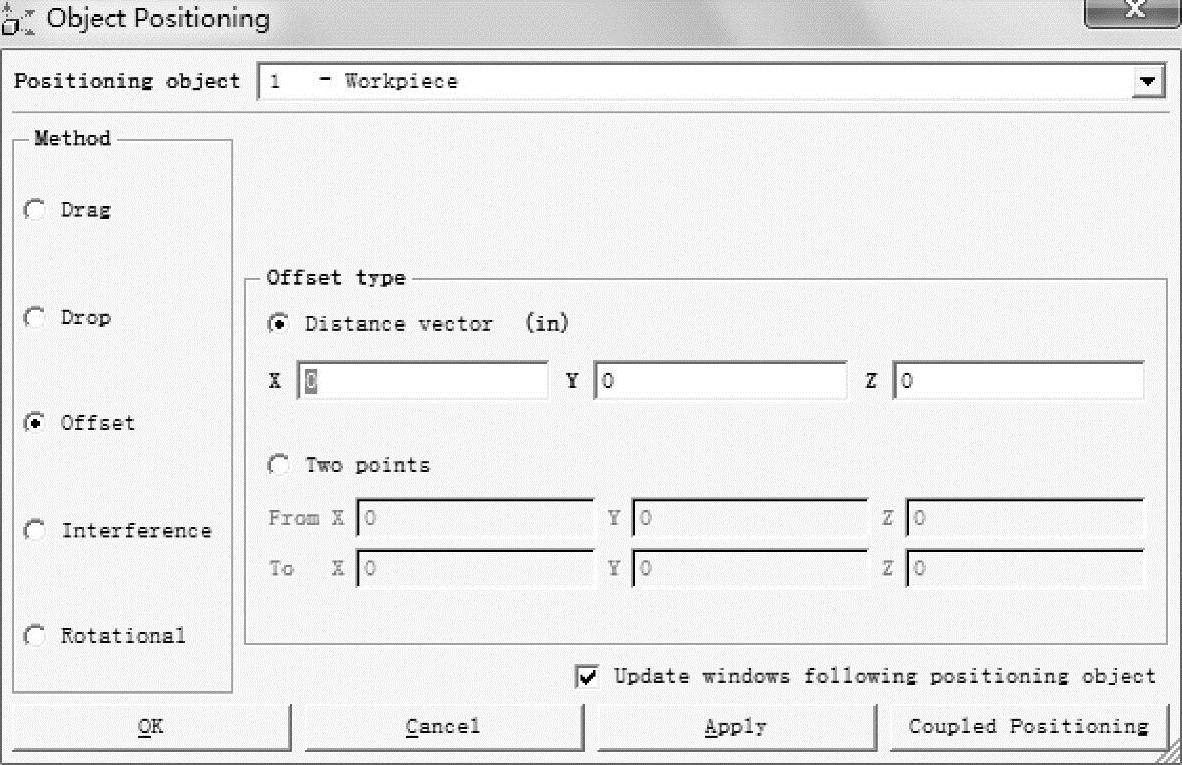
图1-16 “模具和工件位置调整”对话框
②选择调整方式并填写相关数据后单击
 。
。
3)划分网格、设置温度、属性设置。
①设置凸模运动速率。单击
 按钮(见图1-17),类型选择speed、方向选择-Z、常数值改为1,其他选项都默认。
按钮(见图1-17),类型选择speed、方向选择-Z、常数值改为1,其他选项都默认。
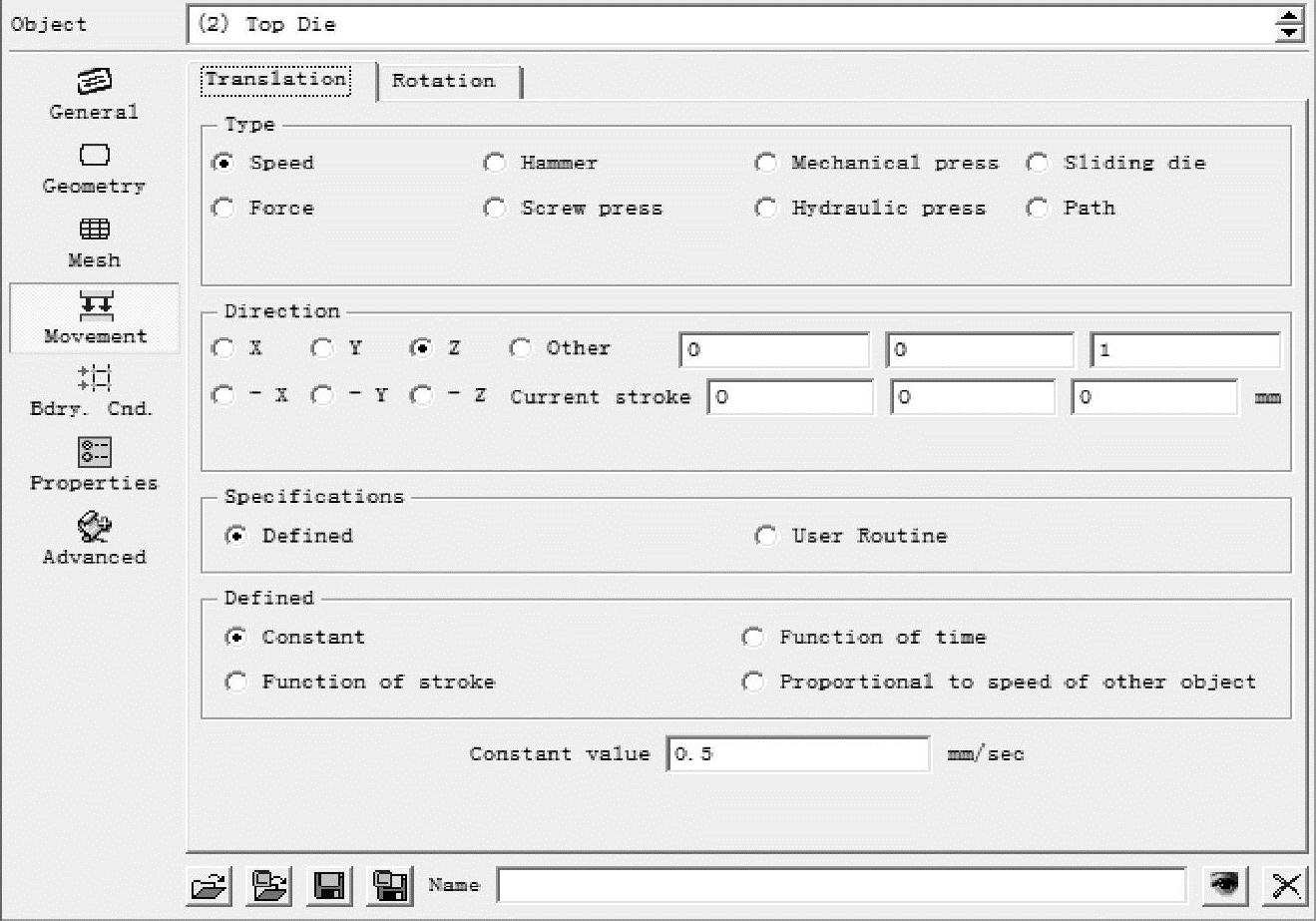
图1-17 设置凸模运动速率
②凹模的导入、定位和设置。可参照凸模的上述操作进行。
(5)定义模具和工件坯料之间的关系
1)单击
 按钮(见图1-5),在弹出的窗口中单击“Yes”按钮进入“Inter-Object”对话框,如图1-18所示。系统默认将前面的物体和后面的物体定义为Master-Slave关系,即硬的物体设为Master,软的物体设为Slave。
按钮(见图1-5),在弹出的窗口中单击“Yes”按钮进入“Inter-Object”对话框,如图1-18所示。系统默认将前面的物体和后面的物体定义为Master-Slave关系,即硬的物体设为Master,软的物体设为Slave。
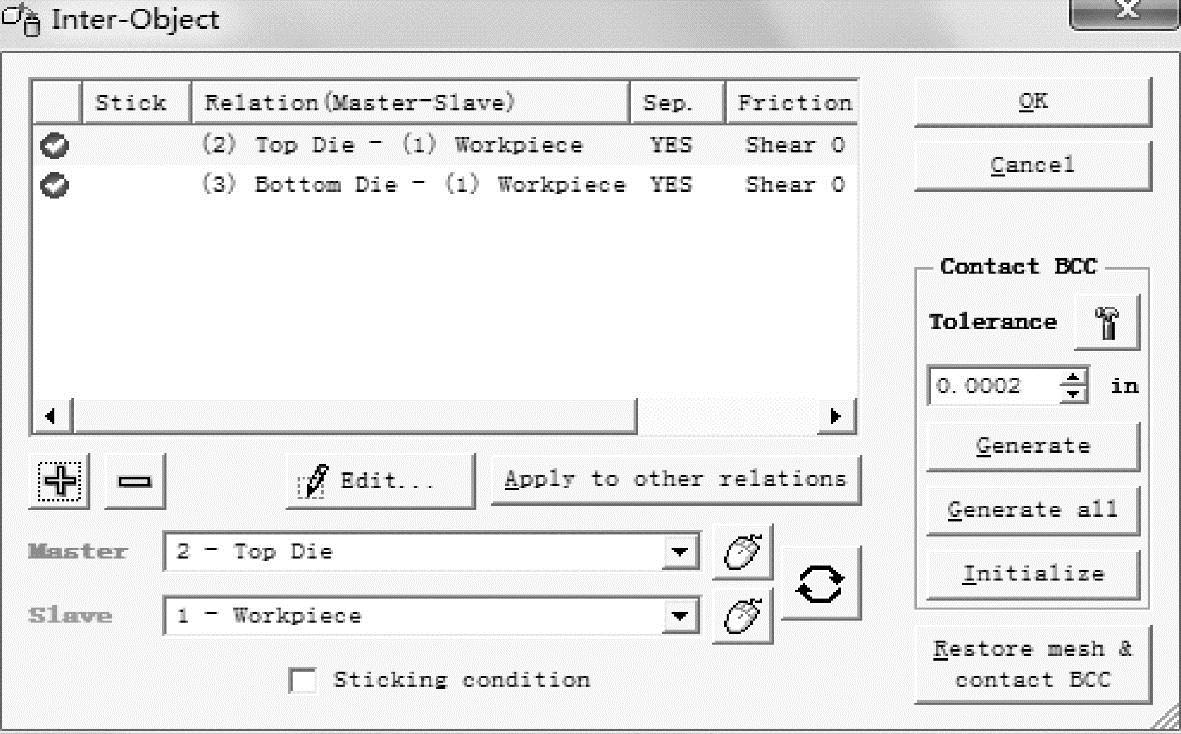
图1-18 “Inter-Object”对话框
2)选择第一组,单击
 按钮进入新的窗口,选择剪切摩擦方式Shear,根据成形方式选择摩擦因数Constant或者手动输入,如图1-19所示。
按钮进入新的窗口,选择剪切摩擦方式Shear,根据成形方式选择摩擦因数Constant或者手动输入,如图1-19所示。
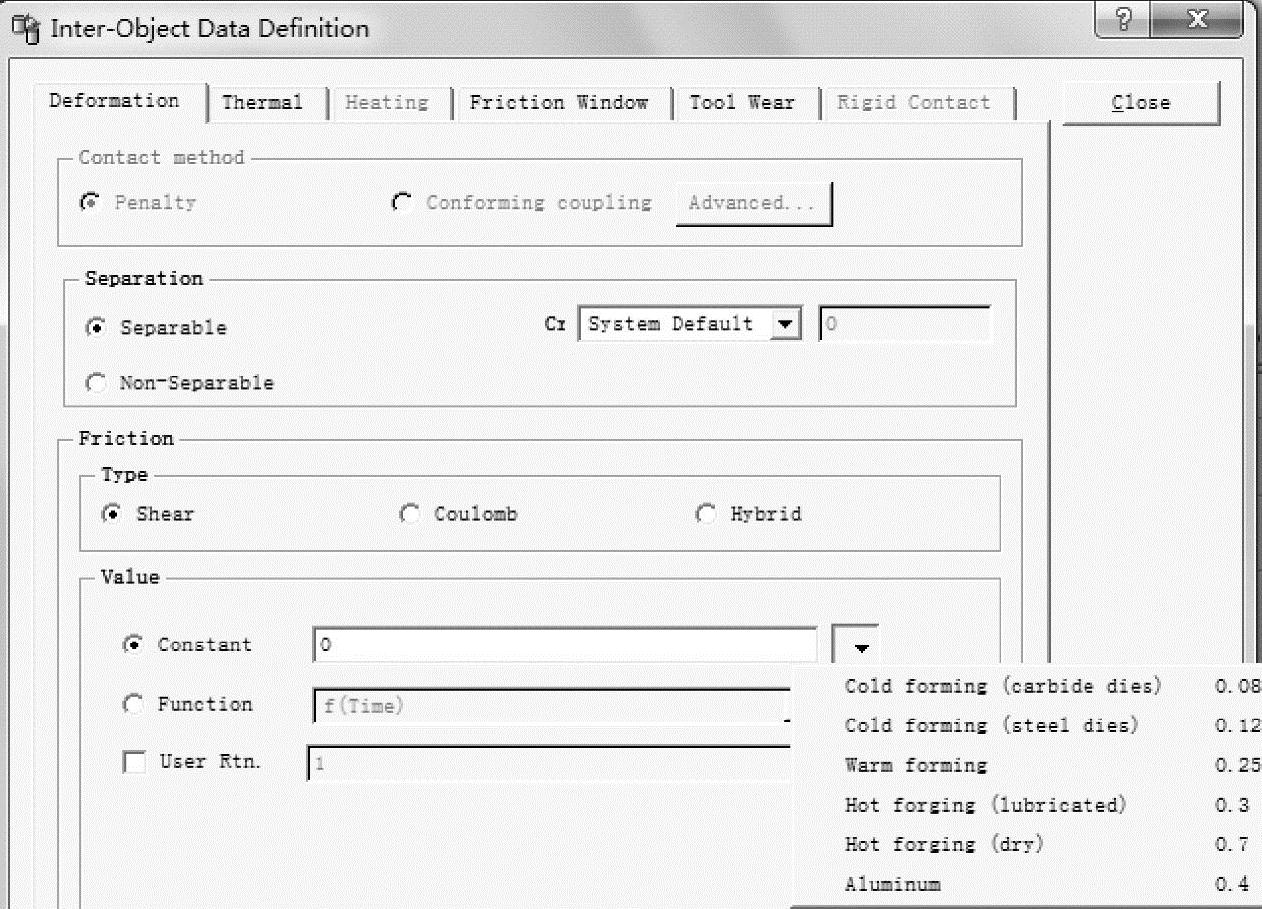
图1-19 选择摩擦方式和摩擦因数
然后单击
 标签(见图1-20),选择热传导系数Constant或者手动输入,单击
标签(见图1-20),选择热传导系数Constant或者手动输入,单击
 按钮回到“Inter-Object”对话框。
按钮回到“Inter-Object”对话框。
3)选择第二组,单击
 。
。
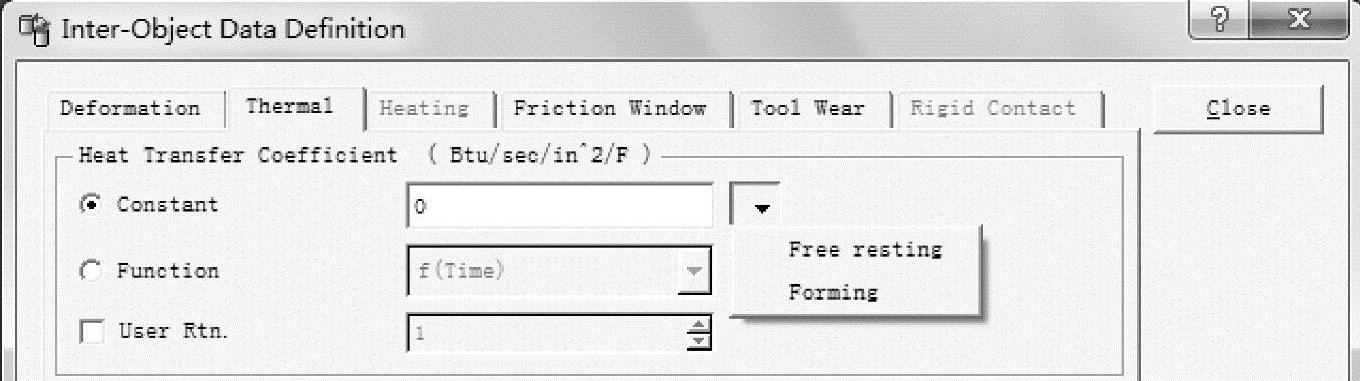
图1-20 选择热传导系数
4)最后一定要单击
 ,在这个操作后,互相接触的物体,Master会自动与Slave发生干涉,互相嵌入是为了更快地进入接触状态,节省计算时间。互相嵌入的深度是由窗口中的Tolerance来定义的。
,在这个操作后,互相接触的物体,Master会自动与Slave发生干涉,互相嵌入是为了更快地进入接触状态,节省计算时间。互相嵌入的深度是由窗口中的Tolerance来定义的。
(6)设置模拟参数
1)在前处理控制窗口右上角选择
 进入“Simulation Controls”对话框,如图1-21所示,选择
进入“Simulation Controls”对话框,如图1-21所示,选择
 进行模拟步数和步长的设定。
进行模拟步数和步长的设定。
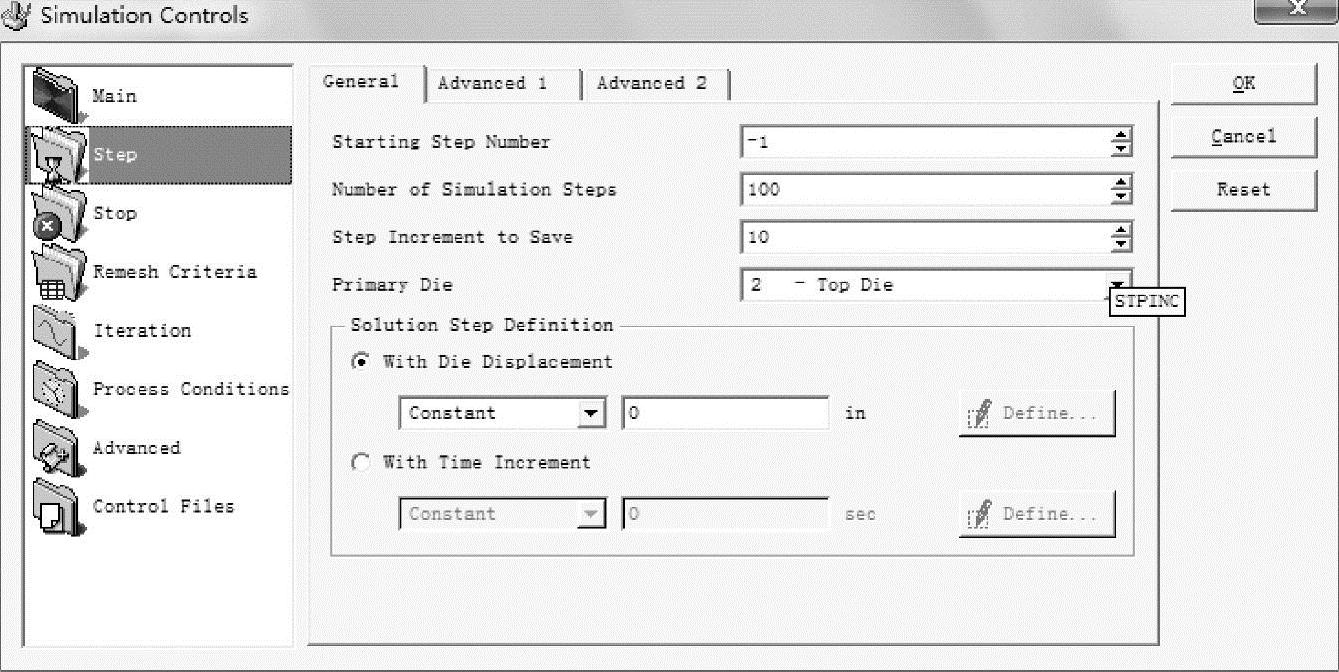
图1-21 设定模拟步数和步长界面
2)步长是根据变形体最小单元长度的1/3来估算的,例如本模拟中最小单元长度为1.1,则步长可设置为0.3,如图1-22所示。
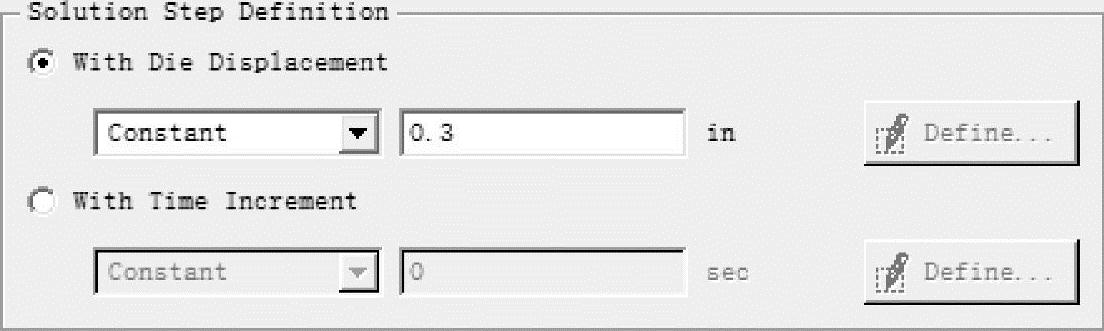
图1-22 设置步长
3)运行步数根据凸模所走的总距离除以步长来估算,一般设置值比理论值大,如图1-23所示。
4)单击
 可设置运行终止,在General一栏中输入凸模沿Z轴所走距离(见图1-24),单击OK按钮。
可设置运行终止,在General一栏中输入凸模沿Z轴所走距离(见图1-24),单击OK按钮。
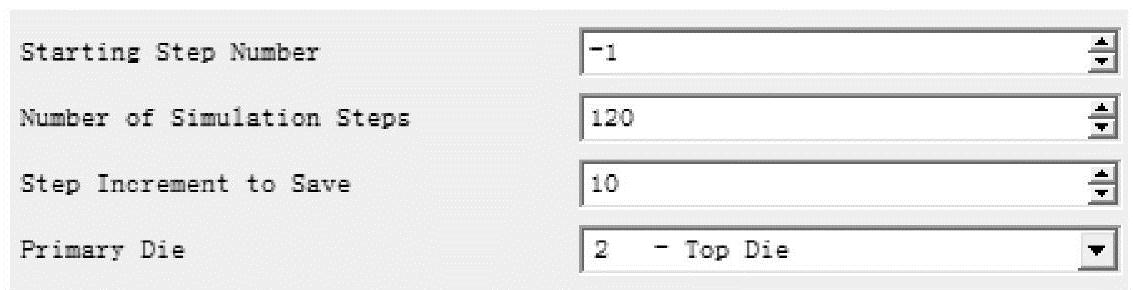
图1-23 设置运行步数
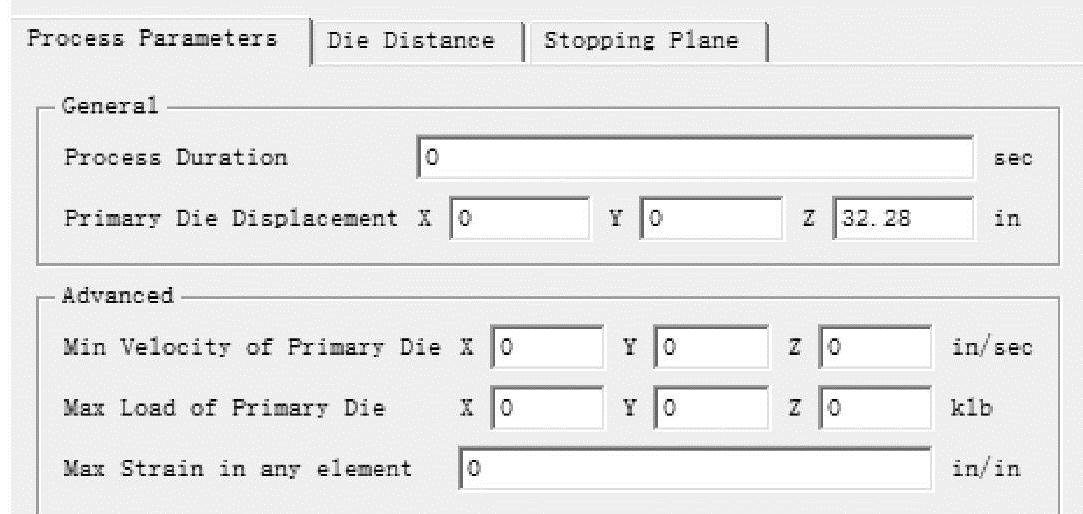
图1-24 输入凸模沿Z轴所走距离
(7)生成数据文件
1)在前处理窗口单击
 (见图1-5),进入“Database Generation”对话框,如图1-25所示,单击
(见图1-5),进入“Database Generation”对话框,如图1-25所示,单击
 按钮,生成文件。
按钮,生成文件。
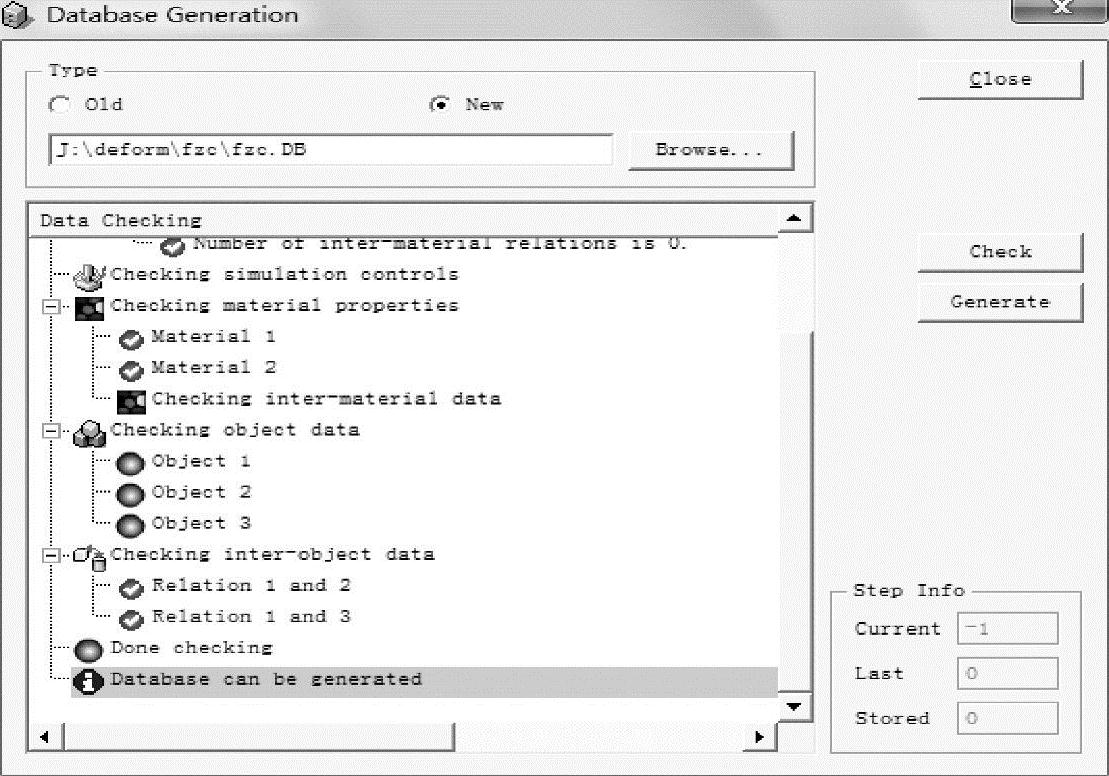
图1-25 “Database Generation”对话框
2)单击
 按钮,检查是否有错误。计算机屏幕显示绿色表示正常,红色表示严重错误,黄色代表有可能导致错误。
按钮,检查是否有错误。计算机屏幕显示绿色表示正常,红色表示严重错误,黄色代表有可能导致错误。
3)单击OK返回前处理控制窗口。
在DEFORM-3D主窗口中,选择刚才保存的文件路径,如图1-26所示。
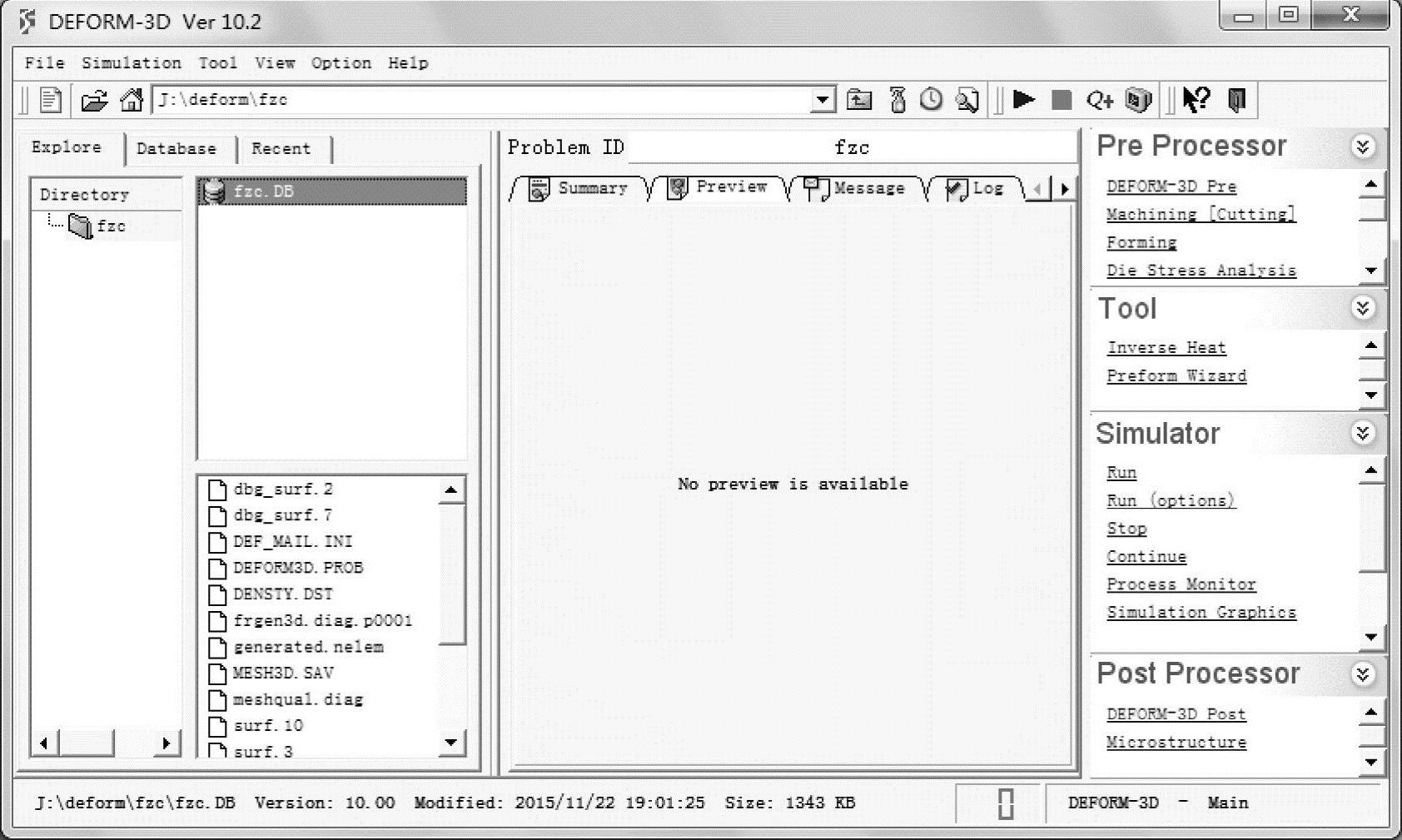
图1-26 DEFORM-3D主窗口
然后单击图1-26中Simulator中的Run,模拟开始,结果如图1-27所示。
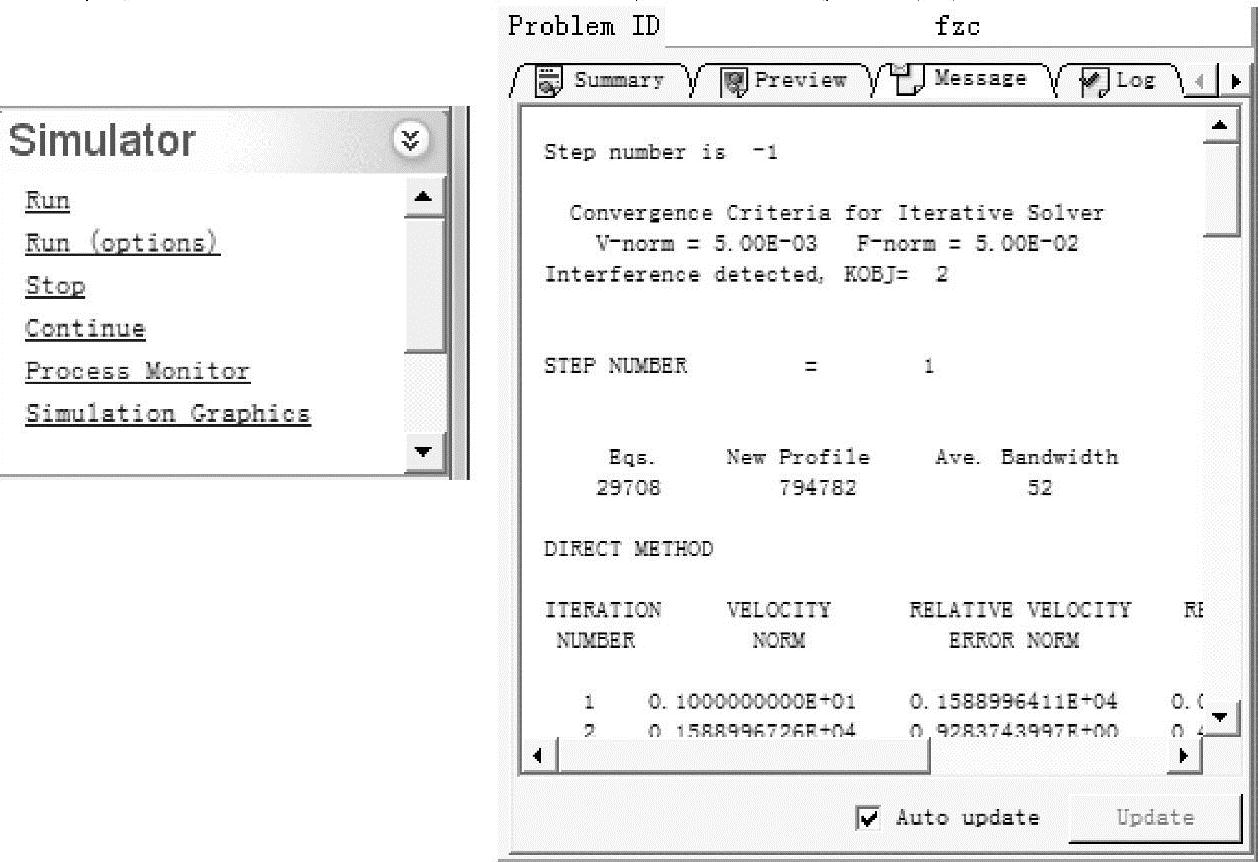
图1-27 模拟结果
1)单击Post Processor中的DEFORM-3D Post,进入后处理窗口。
2)在后处理窗口中可以观察工件变形过程,如图1-28所示。
图1-28 观察工件变形过程的后处理窗口
3)查看变量状态。单击
 查看载荷-时间曲线等(见图1-29)。
查看载荷-时间曲线等(见图1-29)。
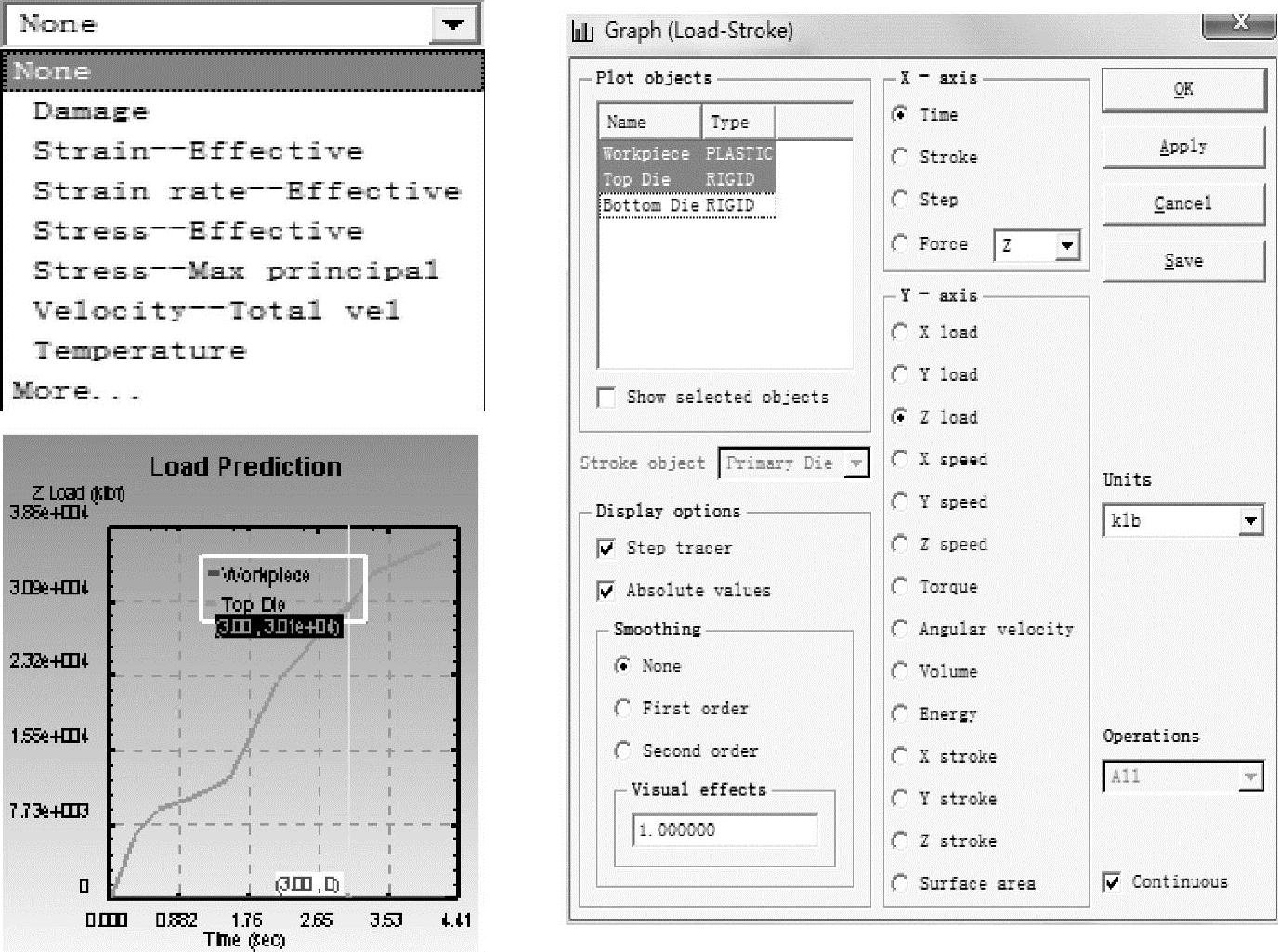
图1-29 载荷-时间曲线
(1)不同坯料尺寸下的数值模拟(见图1-30)
从图1-30可以看出, ϕ 50mm坯料和 ϕ 56mm坯料挤压过程分为三个阶段, ϕ 58mm坯料则为两个阶段。考虑 ϕ 50mm和 ϕ 56mm由于坯料直径小,放入凹模后与凹模之间存在较大间隙,故坯料在成形之前先进行了一个镦粗过程,第二个阶段是芯棒头部的反挤压,第三个阶段是芯棒杆部的正挤压;而 ϕ 58mm坯料由于其直径与凹模内径十分接近,故几乎不进行镦粗,直接成形,第一个阶段是芯棒头部的反挤压,第二个阶段是芯棒杆部的正挤压。
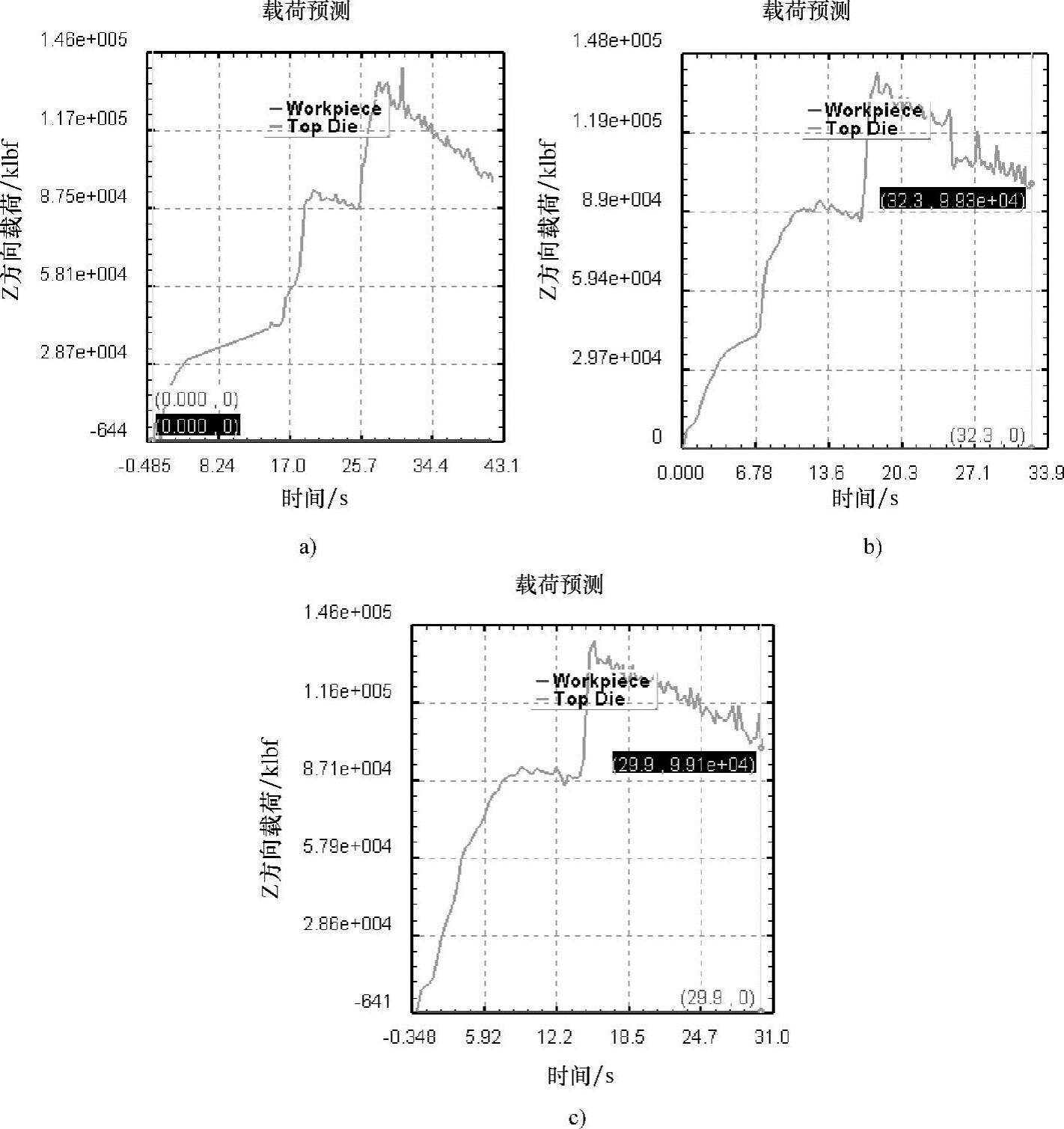
图1-30 不同尺寸坯料挤压过程中的载荷-时间曲线
a) ϕ 50mm b) ϕ 56mm c) ϕ 58mm 注:1klbf=4.448kN
从图1-31可以看出,各坯料成形后的温度场比较相似,芯棒头部由于先变形温度较低,芯棒底部先被挤压成形,故温度也较低,芯棒杆部持续挤压变形故温度较高,芯棒斜角部分变形最大故温度最高,从斜角处到杆部底部温度逐渐降低。从图1-32可以看出各坯料成形后的应力分布不均匀,芯棒头部和沉槽底部应力较大,芯棒斜角部分由于变形剧烈应力也较大,芯棒杆部有少许残余应力但整体接近零。 ϕ 50mm坯料和 ϕ 58mm坯料应力值跨度较大,挤压过程较不稳定, ϕ 56mm坯料应力在0.0827~22.0ksi(1ksi=6.84MPa)之间,整个挤压过程更加平稳。
(2)不同凹模倾角下的数值模拟
改变凹模的倾角为135°,仍采用原料下料尺寸分别为 ϕ 50mm×54mm、 ϕ 56mm×43mm、 ϕ 58mm×40mm,挤压速率0.5mm/s(0.02in/s),温度为450℃,摩擦因数0.12。
进行三组模拟实验,分析比较实验结果(见图1-33)。
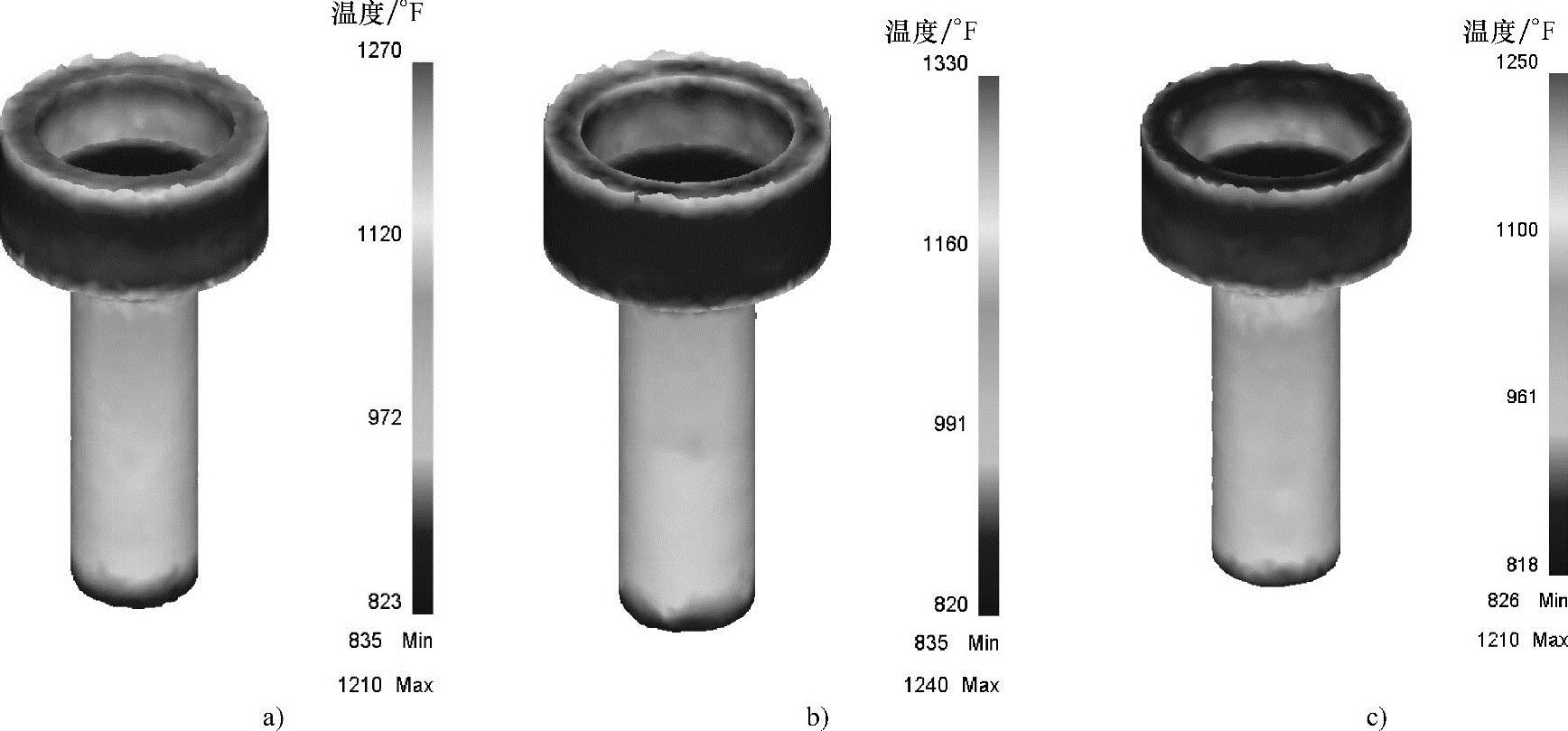
图1-31 不同尺寸坯料挤压过程中的温度变化
a) ϕ 50mm b) ϕ 56mm c) ϕ 58mm
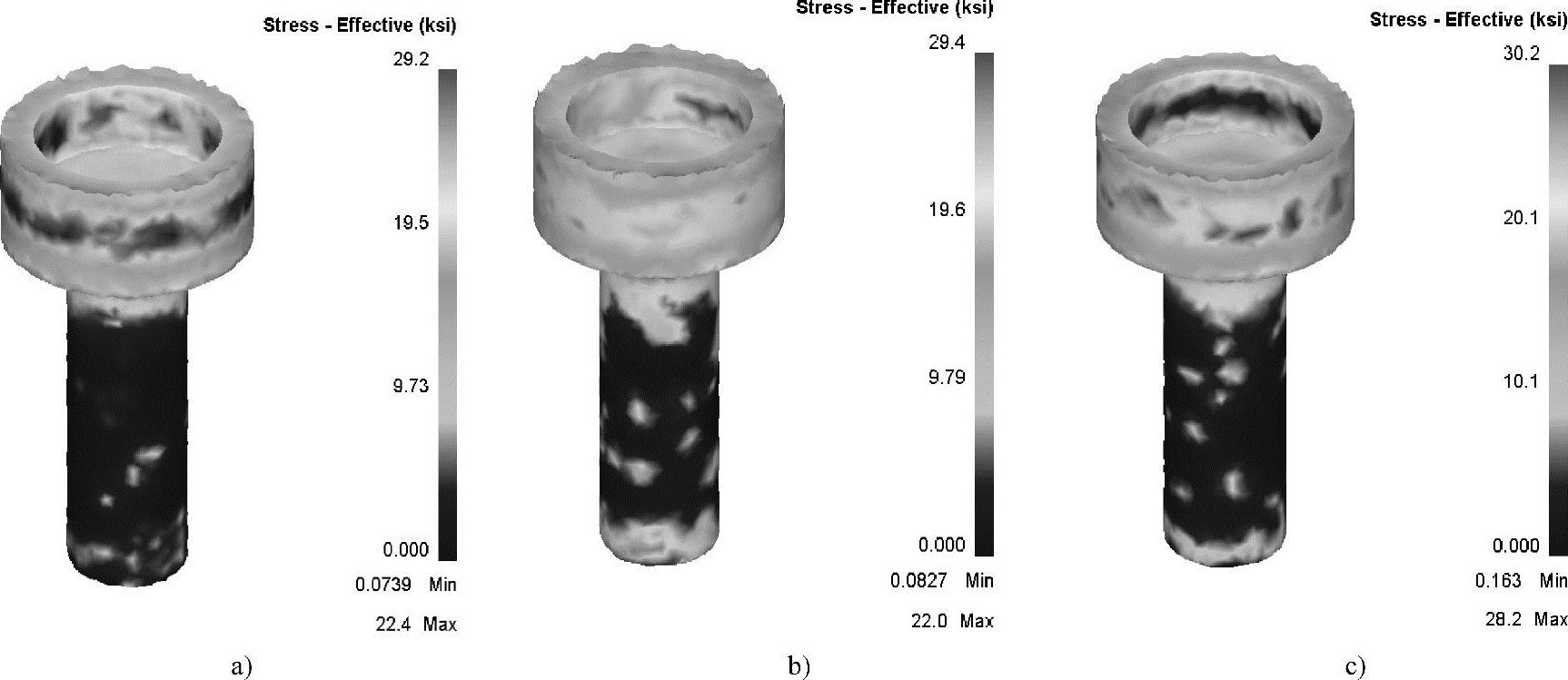
图1-32 不同尺寸坯料挤压过程中的应力云图
a) ϕ 50mm b) ϕ 56mm c) ϕ 58mm
从图1-33可以看出, ϕ 50mm坯料和 ϕ 56mm坯料变形过程经历了芯棒的镦粗、芯棒头部的反挤压、芯棒杆部的正挤压三个阶段; ϕ 58mm坯料则由于其直径与凹模内径十分接近,故几乎不进行镦粗,直接成形,第一个阶段是芯棒头部的反挤压,第二个阶段是芯棒杆部的正挤压。同时观察各坯料的行程载荷曲线,芯棒杆部正挤压阶段载荷波动均较大,改变模具倾角,使得挤压过程变得不稳定。
从图1-34可以看出,各坯料成形后的温度场比较相似,芯棒头部由于先变形,温度较低,芯棒底部先被挤压成形,故温度也较低,芯棒杆部持续挤压变形故温度较高,芯棒斜角部分变形最大故温度最高,从斜角处到杆部底部温度逐渐降低。同时由于增大了模具倾角,变形过程中摩擦增大,使得坯料温度场也明显增大。
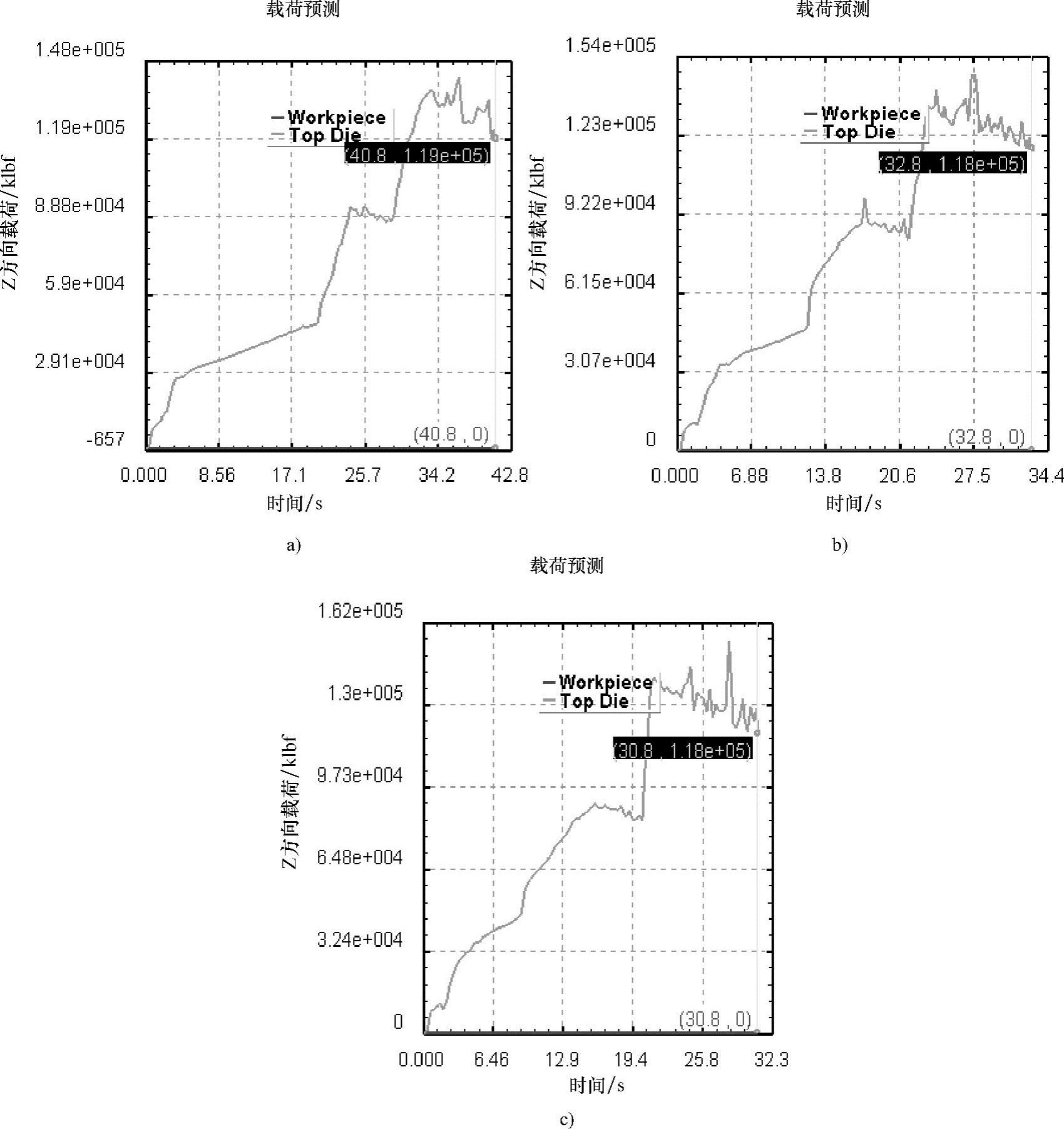
图1-33 不同尺寸坯料挤压过程中的载荷-时间曲线
a) ϕ 50mm b) ϕ 56mm c) ϕ 58mm
从图1-35可以看出各坯料成形后的应力分布不均匀,芯棒头部和沉槽底部应力较大,芯棒斜角部分由于变形剧烈应力也较大,芯棒杆部有少许残余应力但整体接近零。 ϕ 50mm坯料和 ϕ 58mm坯料应力值跨度较大,挤压过程较不稳定, ϕ 56mm坯料应力在0.208~23.0ksi之间,整个挤压过程更加平稳。
综合上述分析可知,通过对H62黄铜芯棒挤压成形进行Deform模拟,可知:
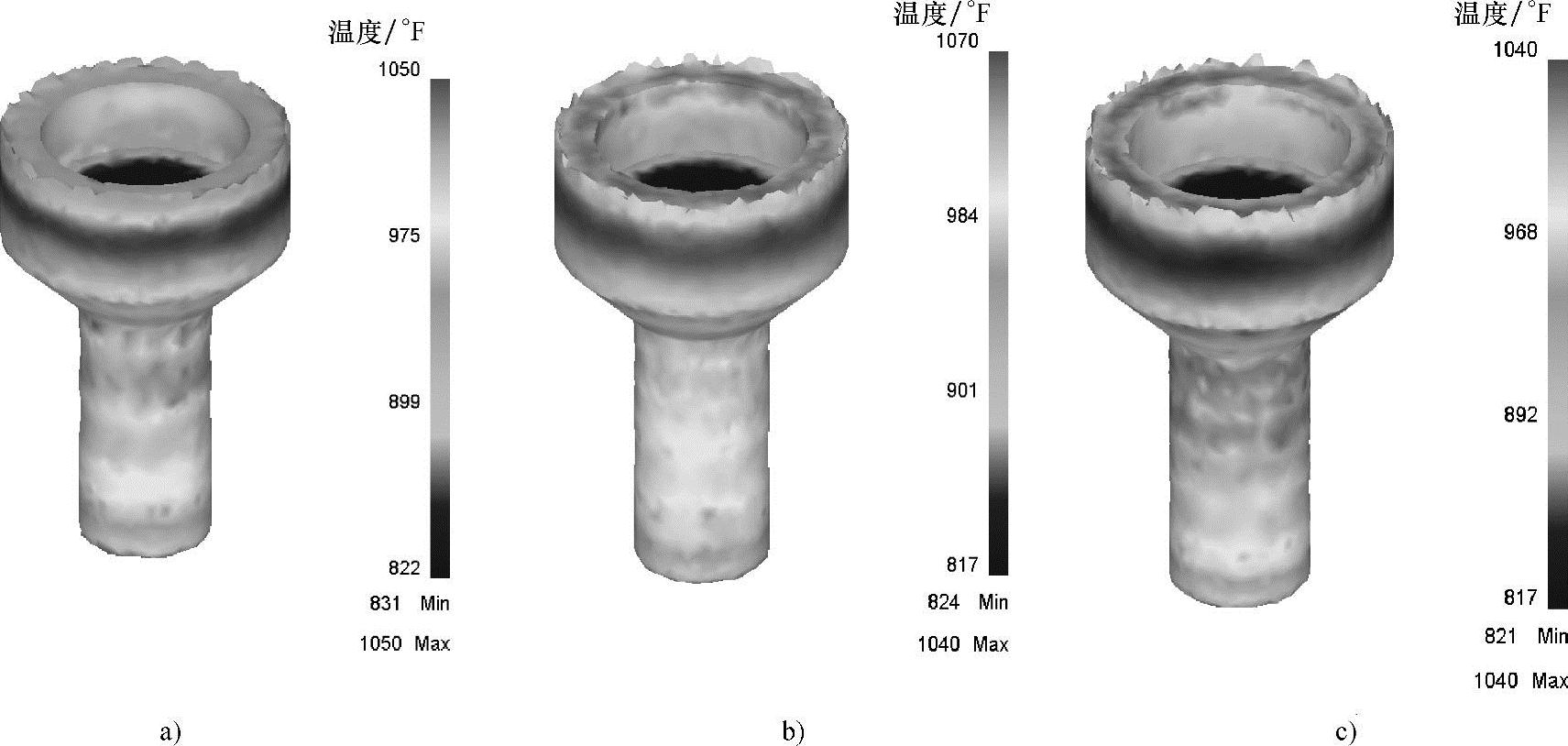
图1-34 不同尺寸坯料挤压过程中的温度变化
a) ϕ 50mm b) ϕ 56mm c) ϕ 58mm
1)不同直径的坯料模拟, ϕ 56mm×43mm的坯料挤压变形情况最理想。
2)凹模倾角为120°时更有利于挤压的顺利进行。
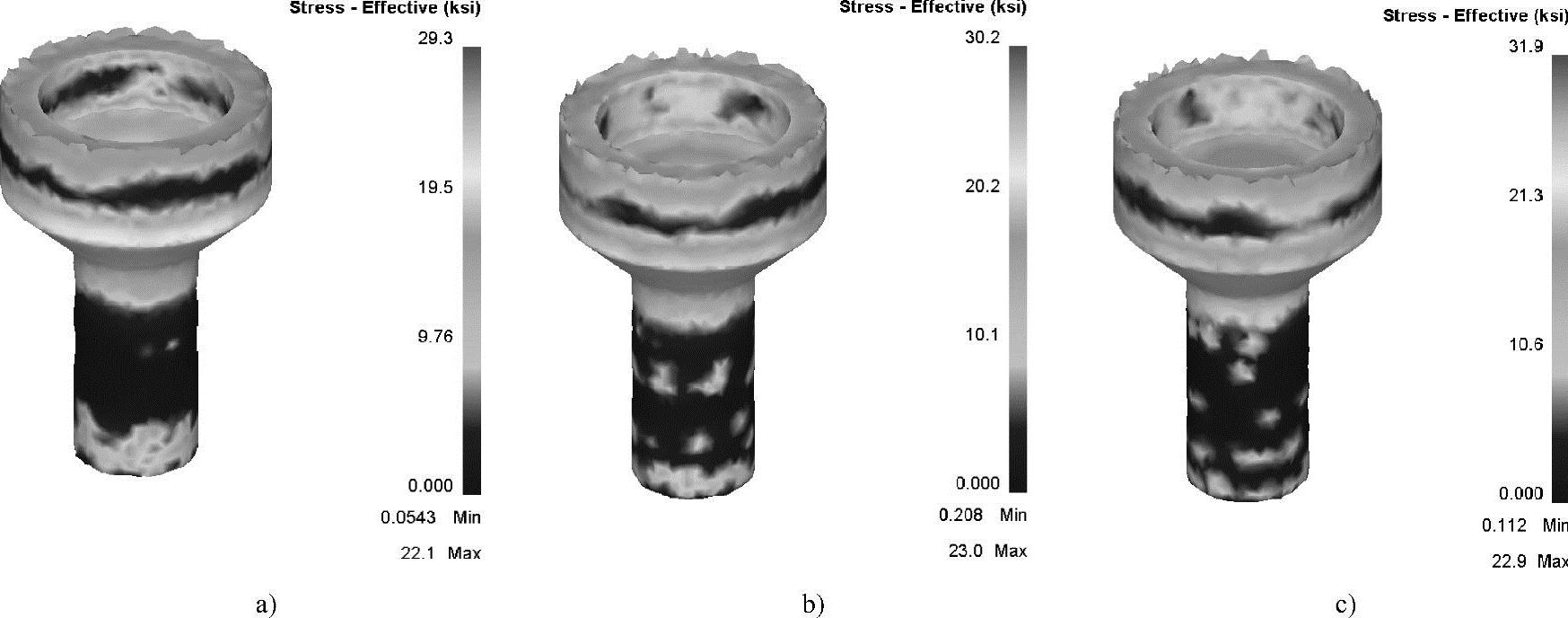
图1-35 不同尺寸坯料挤压过程中的应力云图
a) ϕ 50mm b) ϕ 56mm c) ϕ 58mm