
下载掌阅APP,畅读海量书库
立即打开



钛钙型结构钢焊条药皮成分中含有大量硅、铝酸盐、钛酸盐和碳酸盐等矿物,长石、云母、白泥等硅、铝酸盐矿物占有较大比重,使熔滴表面张力降低,第一主导力作用较大,有利于熔滴形成渣壁过渡;另外,钛钙型结构钢焊条为保证熔敷金属的力学性能,在焊芯和铁合金中需要有一定的碳含量,钛钙型渣系又有较强的氧化性,在焊接过程中焊芯和铁合金中的碳必然要发生较激烈的氧化,形成CO气体的强烈析出,因此碳钢焊条同时也具备第二主导力存在的条件,为喷射过渡和爆炸过渡的形成提供了气体动力源。第一和第二主导力的共同作用决定了钛钙型结构钢焊条具有粗熔滴短路过渡、渣壁过渡、爆炸过渡和喷射过渡共存的混合型过渡形态,在 P′ - P″ 关系图中处于 P′ >20、 P″ =-4.0~0混合过渡形态区(见图2-43),从理论上回答了钛钙型焊条存在复杂的熔滴过渡形态的必然性。对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。下面将给出几幅高速摄像照片,直观地展示钛钙型结构钢焊条熔滴行为特征。
1.钛钙型结构钢焊条熔滴的短路过渡
钛钙型结构钢焊条熔滴的短路过渡有不同的情况,按熔滴颗粒大小可区分为粗熔滴短路过渡和细熔滴短路过渡,按短路时间的长短可分为持续性短路和瞬时短路。
(1)粗熔滴短路过渡 粗熔滴短路过渡是钛钙型结构钢焊条熔滴过渡的主要形态之一,图3-1为钛钙型结构钢焊条典型短路过渡过程的高速摄像照片,从图中看出,熔滴的直径超过了3mm(焊条规格为3.2mm,药皮外径为5.1mm),从第11帧照片至33帧照片为熔滴短路和熔滴过渡,短路时间约为18.3ms,而图3-2显示的熔滴短路过程的时间约为6.7ms(第8~15帧照片),持续时间都相当长。
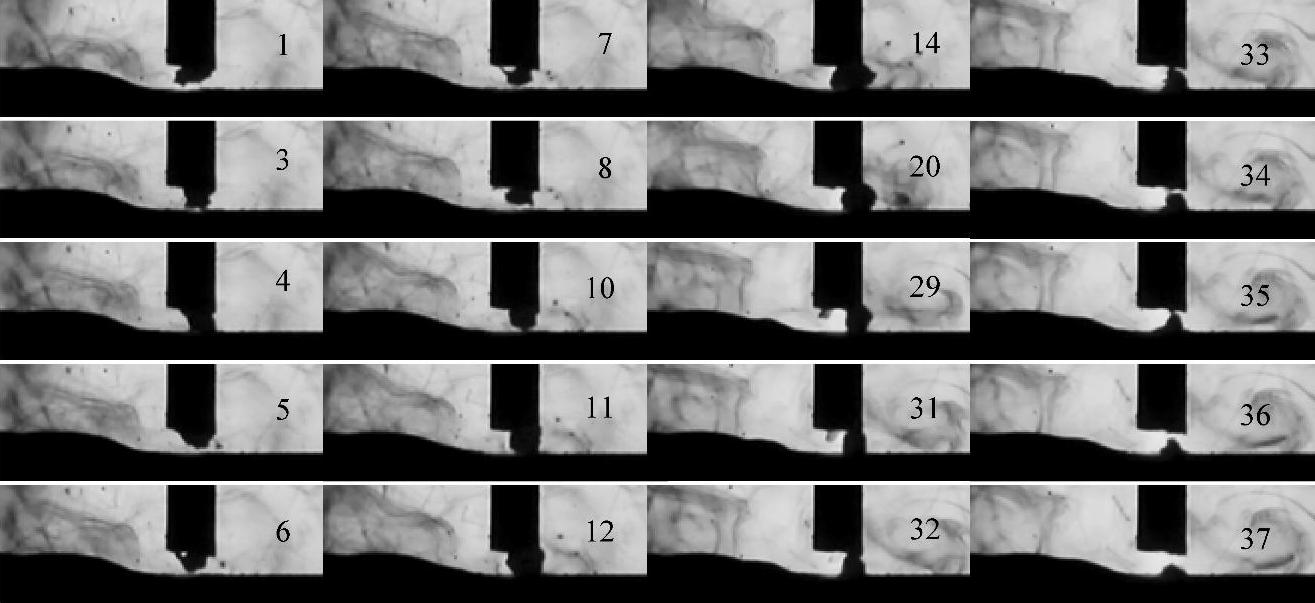
图3-1 钛钙型结构钢焊条粗熔滴短路过渡的高速摄影照片(一)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
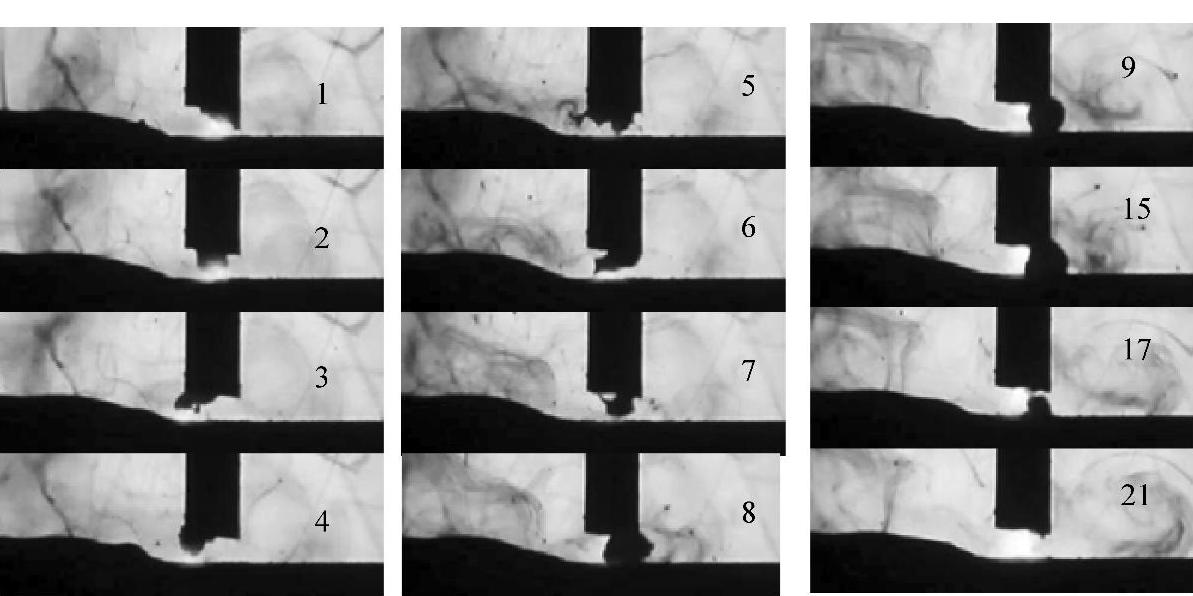
图3-2 钛钙型结构钢焊条粗熔滴短路过渡的高速摄影照片(二)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
列举的两个短路过渡实例的共同特点是:熔滴有较大的尺寸,其直径一般接近或超过焊芯直径;由于熔滴直径大,在正常的弧长操作时,熔滴与熔池发生桥接短路,短路过程伴随着液体金属的过渡;过程持续较长的时间,具有持续性的特点;这里将金属过渡持续时间较长的短路形式称为A型短路。观察图3-1第3、4帧照片,看到熔滴与熔池瞬间发生接触短路,但熔滴没有发生过渡,这种短路现象称之为B型短路 [4,5] 。
(2)细熔滴短路过渡 图3-3为钛钙型结构钢焊条的另外一种细熔滴短路过渡形态的照片,在图中第6帧照片看出短路时间很短,短路后即刻发生了桥接并完成了熔滴的过渡,接着第7~9帧照片发现过渡后残留的金属细滴又与熔池发生了短路和金属的过渡,这两次熔滴短路的时间都十分短暂,不到1ms。这种瞬时短路又伴有熔滴过渡的短路形式定义为C型短路 [4,5] 。
图3-4a也是一个典型的熔滴C型短路的实例,由图看到细小的熔滴在过渡过程中与熔池发生短暂的接触短路,将熔滴金属过渡到熔池。
图3-4b看到的熔滴短路过程比较复杂,第3帧照片熔滴与熔池发生短暂的接触短路,而后第4帧照片又迅速脱离接触,电弧复燃,紧接着又在第5帧照片熔滴又一次发生瞬时的短路,同时进行了熔滴的过渡,之后电弧复燃。这里接连发生的两次短路行为,前一个熔滴短路没有伴随熔滴的过渡,属于B型短路,而接下来的短路行为则伴随着熔滴金属的过渡,为C型短路。

图3-3 钛钙型结构钢焊条瞬时短路过渡的高速摄影照片(一)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
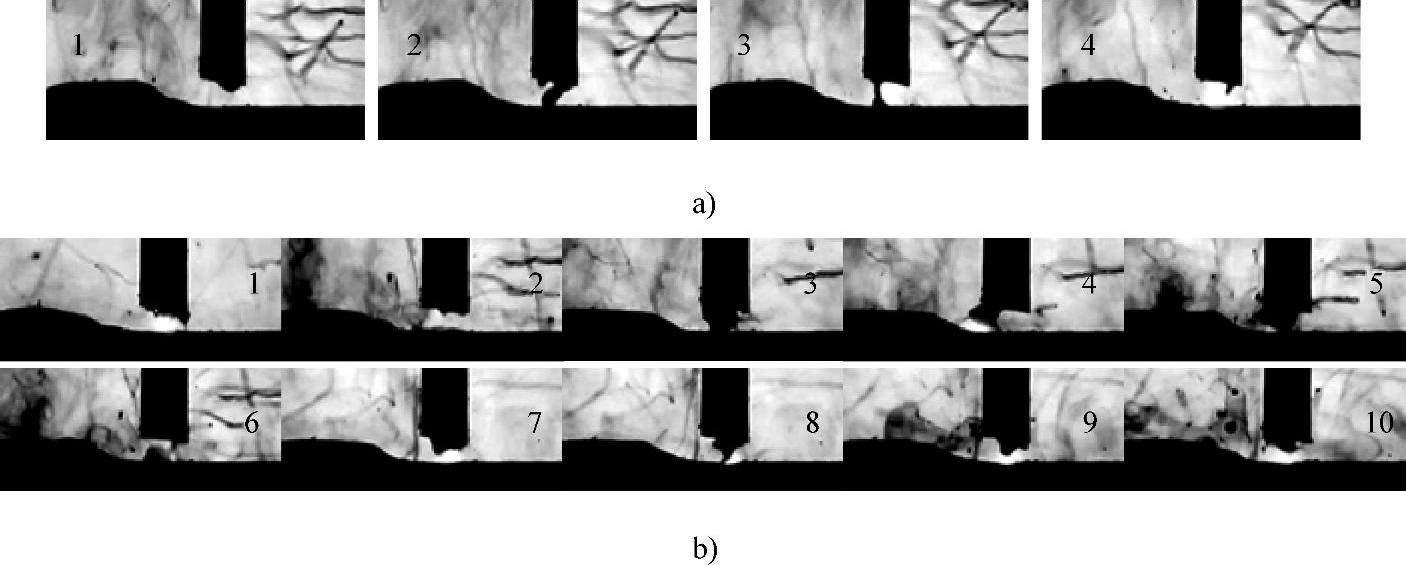
图3-4 钛钙型结构钢焊条瞬时短路过渡的高速摄影照片(二)
a)C型短路 b)B型短路+C型短路
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
(3)细熔滴非短路过渡 当熔滴进一步细化时,熔滴的过渡不再与熔池发生短路,形成了钛钙型结构钢焊条细熔滴非短路过渡形态(图3-5)。由图中看出,细熔滴过渡时电弧不受熔滴行为的影响,保持在焊条的中心位置稳定地燃烧,同样熔滴基本上也不受电弧力的影响,与熔滴渣壁过渡时受力状态相近,是十分理想的过渡形态。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。
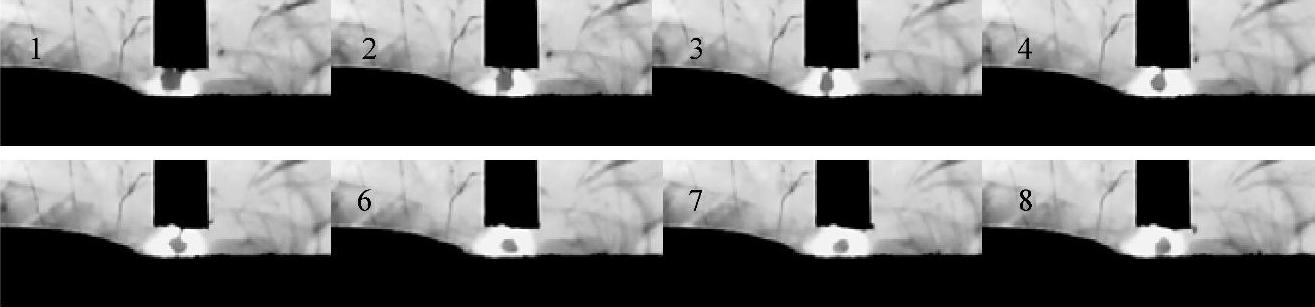
图3-5 钛钙型结构钢焊条细熔滴非短路过渡形态
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。

2.熔滴的渣壁过渡
渣壁过渡是钛钙型结构钢焊条的熔滴过渡形态之一,如图3-6a、b所示,在套筒边缘停留的小熔滴向熔池过渡,过程中没有发生熔滴的爆炸行为,也没有出现熔滴的短路,电弧一直燃烧着,熔滴平稳地过渡到熔池。
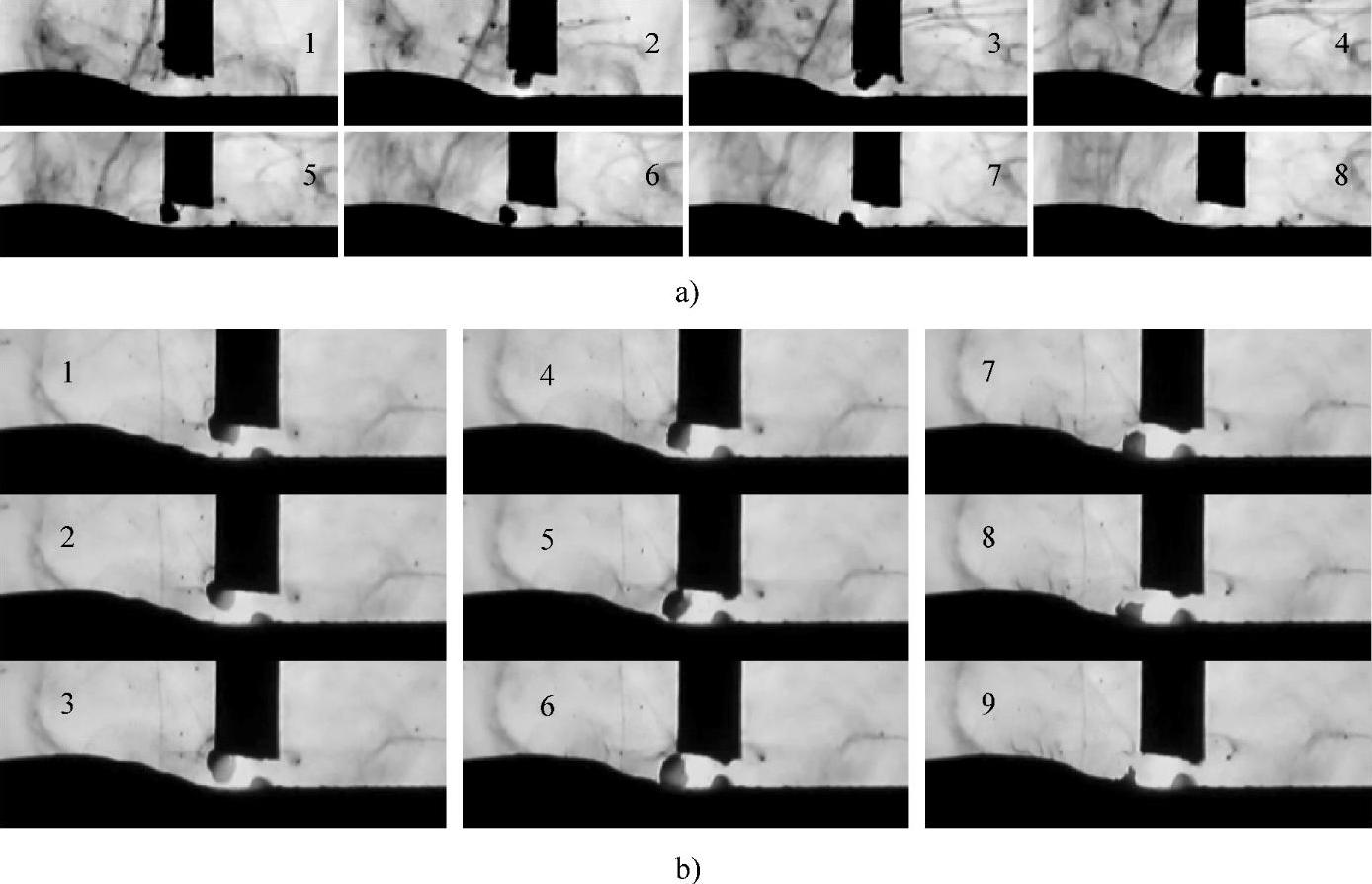
图3-6 钛钙型结构钢焊条熔滴渣壁过渡现象(一)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
图3-7也是一组反映钛钙型结构钢焊条渣壁过渡高速摄影照片,图中展示了熔滴渣壁过渡全过程,仔细观察发现,在套筒边缘停留着两个小熔滴(第1~4帧照片),其中照片右边的那一个更细小的熔滴被套筒喷出的气流吹送出去,形成飘离飞溅(第6~11帧照片),而左边的那一个熔滴过渡到熔池,它的直径约为2.1mm,渣壁过渡过程持续了至少16ms。
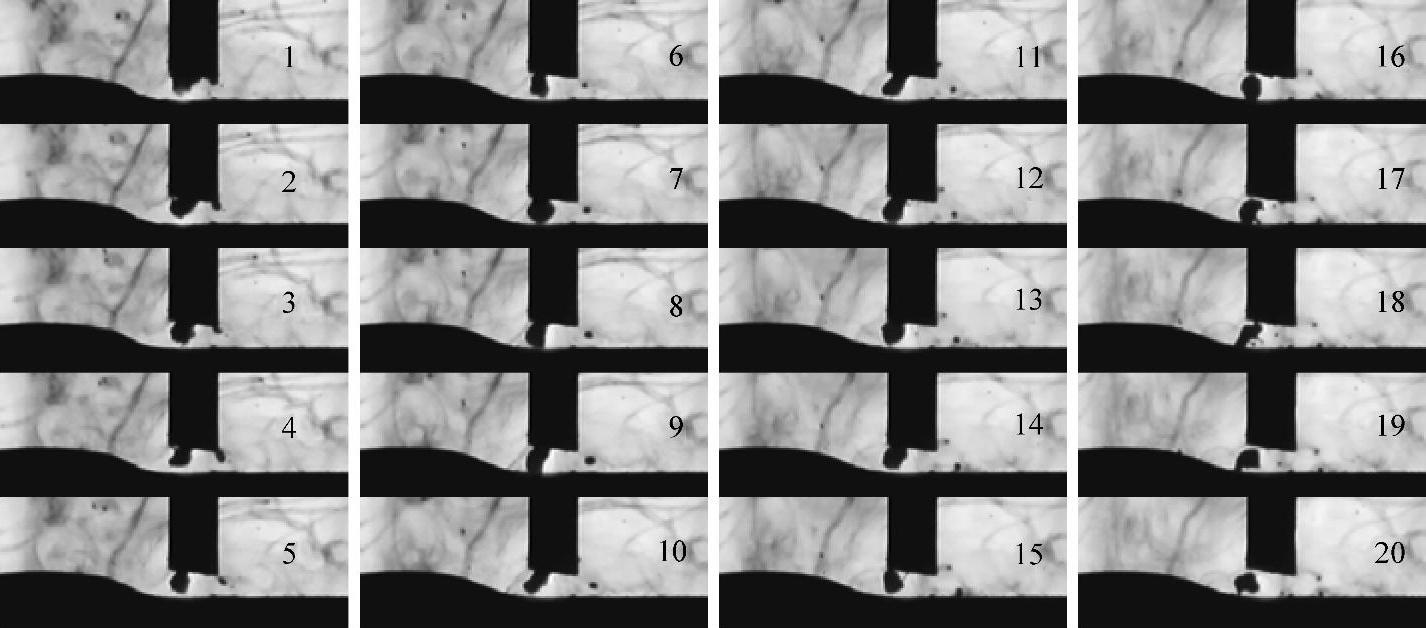
图3-7 钛钙型结构钢焊条熔滴渣壁过渡现象(二)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
图3-8是选取的E4324型高效铁粉焊条熔滴行为照片,从图中可以清楚地看到渣壁过渡的明显特征,在套筒的边缘同时存在着多个熔滴的现象。由于E4324型高效铁粉焊条的药皮中加入了大量铁粉,因此药皮重量系数很大。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。图3-9所示为一个熔滴进行渣壁过渡的情景,对这一样品的观察发现,在熔滴整个过渡过程中电弧的燃烧一直十分稳定,电弧始终处于焊条的中心位置,几乎不发生任何偏斜。
普通的E4303或钛型E4313焊条渣壁过渡形成的概率都不是非常高,对这种焊条来说,完全的渣壁过渡是不可能出现的。
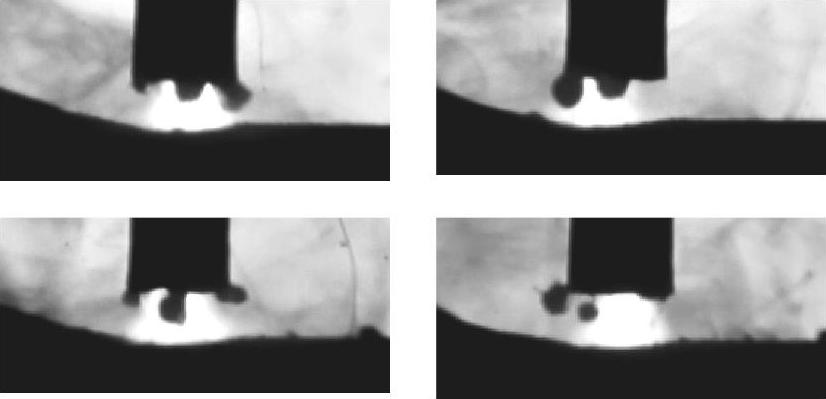
图3-8 E4324型高效铁粉焊条熔滴行为照片
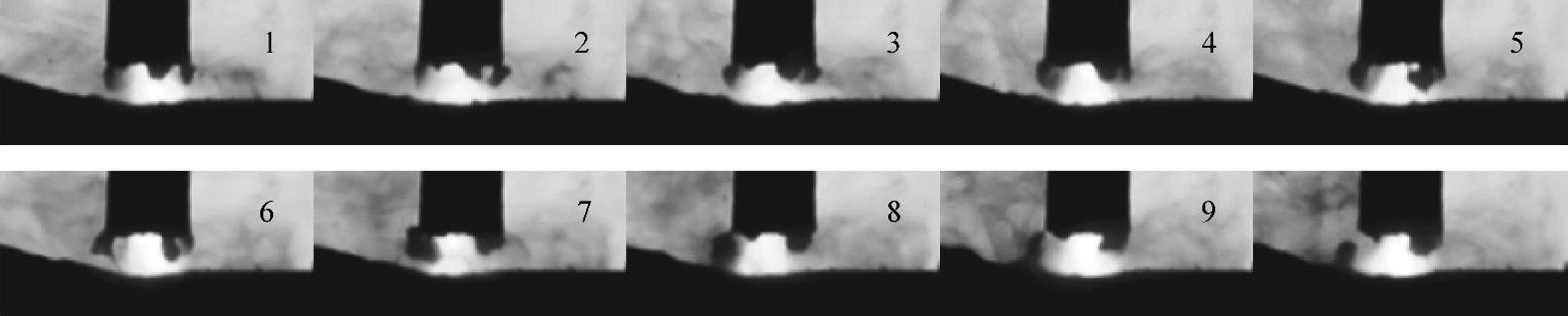
图3-9 E4324型高效铁粉焊条渣壁过渡实例
焊条样品:E4324型高效铁粉焊条, φ 3.2mm;直流反接, I =170~190A;拍摄速度:1200f/s。
3.熔滴的爆炸过渡
钛钙型结构钢焊条为保证足够的力学性能,而具有一定的碳含量,钛钙型渣系又具有较强的氧化性,因此焊接过程中碳的氧化比较强烈,产生的CO形成熔滴过渡的气体动力,成为钛钙型结构钢焊条发生爆炸过渡和喷射过渡的主要因素。如图3-10所示为钛钙型结构钢焊条发生爆炸过渡的实例。在高速摄影照片中看到,停留在焊条端部的熔滴突然发生了爆炸使其破碎(第3~5帧照片),破碎的熔体进入熔池,形成爆炸过渡。图3-11也是一组典型的爆炸过渡的高速摄影照片,在第3、4帧照片看到,悬挂在套筒外的较大熔滴突然发生了爆炸,完全破碎,细碎的熔体一部分进入熔池形成爆炸过渡,而更多的熔体向周围飞散形成爆炸飞溅。这一实例看出,爆炸过渡和爆炸飞溅是同时发生的。

图3-10 钛钙型结构钢焊条发生爆炸过渡的高速摄影照片(一)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
4.熔滴的喷射过渡
钛钙型结构钢焊条在焊接时激烈的冶金反应形成的CO气体,在套筒内产生强大的CO气体动力,使尚未来得及形成大颗粒的熔体被撕碎,从套筒内喷出,形成喷射过渡。
图3-12是结构钢焊条样品用高速摄影拍摄的几幅发生喷射过渡的实物照片。图3-13是钛钙型结构钢焊条喷射过渡的高速摄影照片,从图中可以看出细的熔滴从套筒内喷射出来,很快进入熔池,由于在套筒内产生的强大气流,使得滴状的熔体被撕成块状、片状或带状等无规则的形状,向熔池过渡。其中块状和片状的熔体很容易与熔池发生接触,形成C型短路。

图3-11 钛钙型结构钢焊条发生爆炸过渡的高速摄影照片(二)
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。

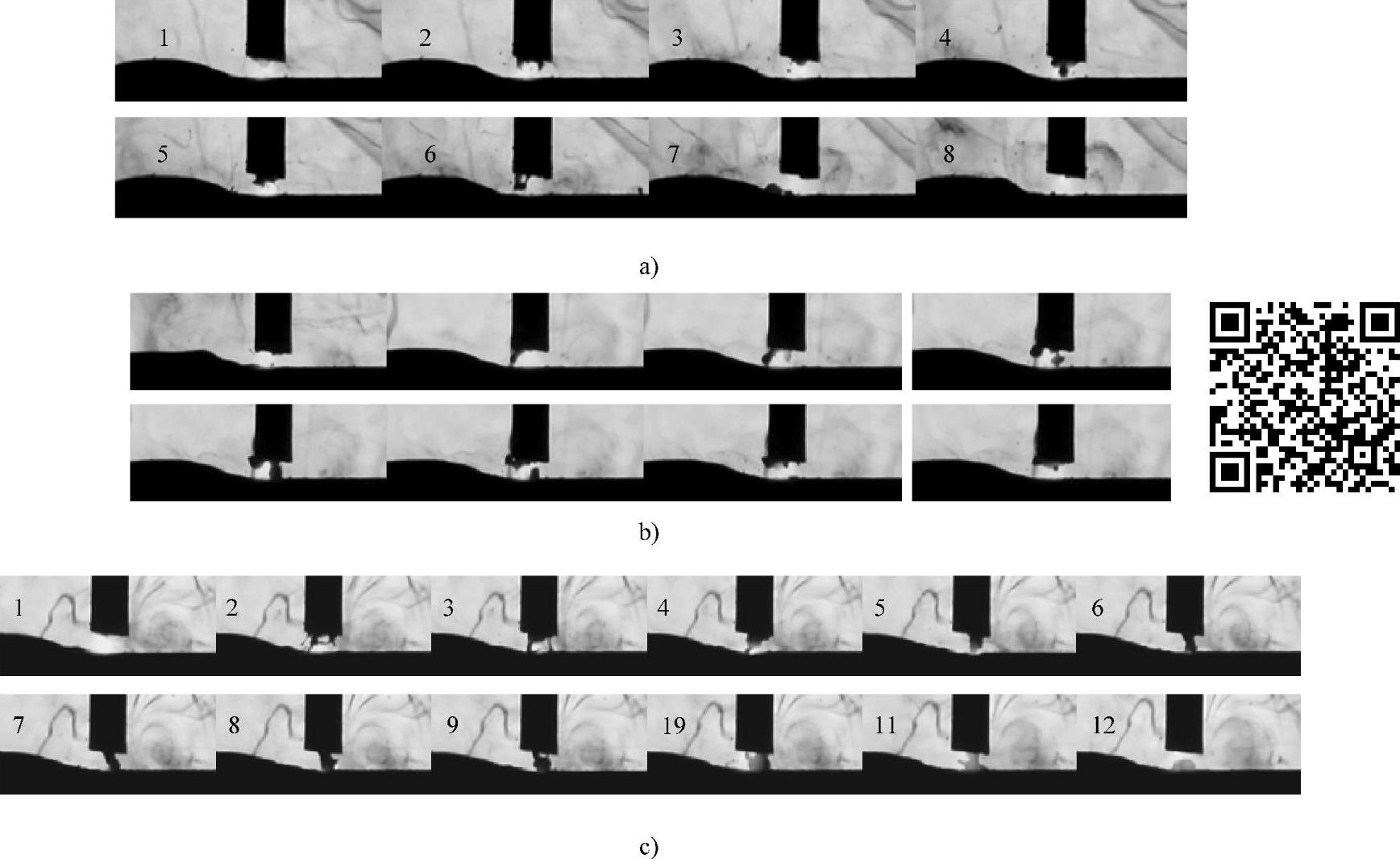
图3-12 钛钙型结构钢焊条形成喷射过渡的高速摄影照片(拍摄速度:1200f/s)
a)、b)焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A; c)焊条样品:JT结构钢焊条, φ 3.2mm;直流反接, I =100~110A
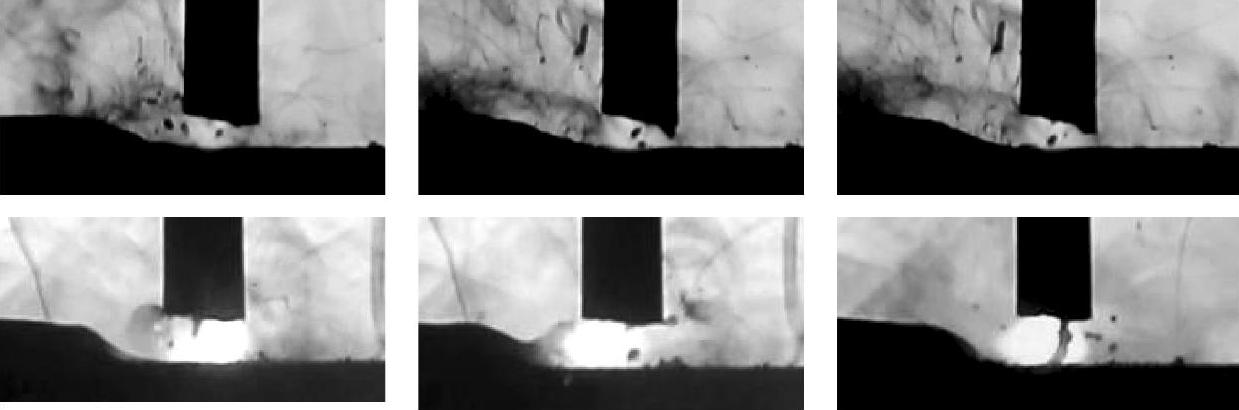
图3-13 钛钙型结构钢焊条喷射过渡的高速摄影照片
焊条样品:JT结构钢焊条, φ 3.2mm;直流反接, I =100~110A。
熔滴喷射过渡的最大优点是电弧挺度好,焊接电压与焊接电流的波动最小,而缺点是密集的喷洒飞溅对焊条的工艺性造成负面影响。对422结构钢焊条样品观察时发现,焊接时几乎不发生较大熔滴的短路过渡,爆炸过渡和渣壁过渡也很少出现,主要表现为熔滴的喷射过渡以及掺杂细小颗粒的被撕成块状、片状或带状等无规则形状熔体的过渡,即瞬时C型短路过渡或者完全的不短路的细滴过渡,粗略统计焊条喷射过渡的过渡频率超过100s -1 。
焊接时的飞溅现象总是与熔滴的过渡行为紧密联系的,钛钙型结构钢焊条存在熔滴的短路过渡,当然也会发生短路电爆炸飞溅。20余年来我国厂商对钛钙型结构钢焊条工艺性进行了不断的改进,20世纪80年代常见的粗大熔滴过渡的焊条现在几乎很少见到,尽管尚存在短路过渡现象,但熔滴尺寸比较小,短路时间较短,短路电爆炸飞溅不十分强烈,因此短路电爆炸飞溅已不是当年钛钙型结构钢焊条的主要飞溅形式。由于当今钛钙型结构钢焊条以喷射过渡为主要过渡形态,爆炸过渡的成分也占有一定比例,因而熔滴的爆炸飞溅和喷洒飞溅成为钛钙型结构钢焊条的主要飞溅形式。图3-14所示为钛钙型结构钢焊条爆炸飞溅和喷洒飞溅的典型画面,从图中可以看出由于强大的气体动力,形成的细碎飞溅物被喷洒到周边。图3-15和前面给出的图3-11爆炸过渡的照片显示了熔滴爆炸飞溅的场景,表明飞溅的猛烈和飞溅物十分细碎的特点,对钛钙型结构钢焊条工艺性影响最大。这一特点是钛钙型结构钢焊条操作的人员都会感觉到的。
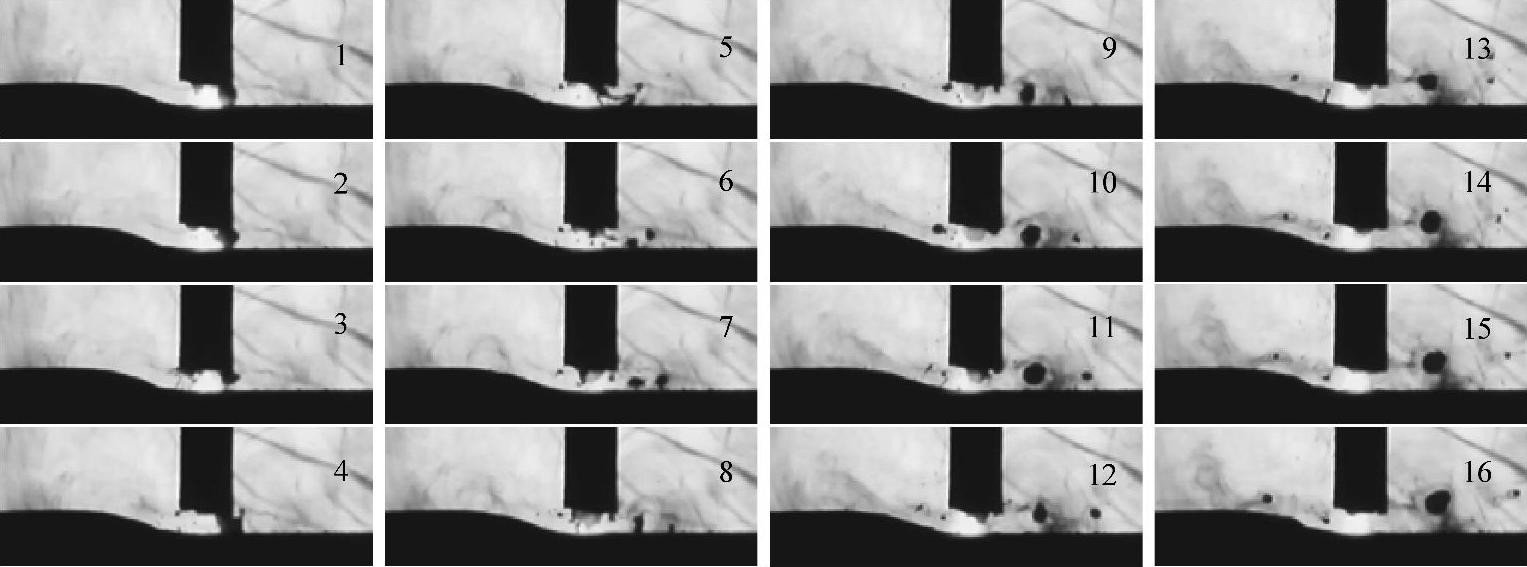
图3-14 钛钙型结构钢焊条爆炸飞溅和喷洒飞溅的典型画面
焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
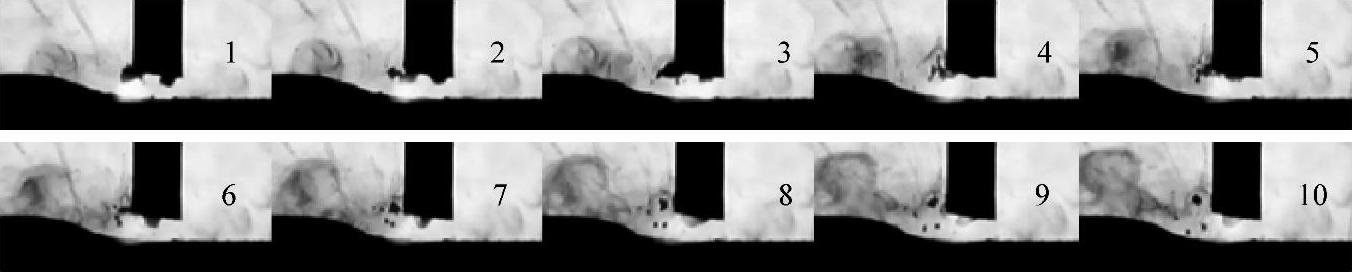
图3-15 钛钙型结构钢焊条爆炸飞溅的典型画面
焊条样品:JT结构钢焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
既然渣壁过渡也是钛钙型结构钢焊条常见的熔滴过渡形态之一,那么飘离飞溅现象也应该是钛钙型结构钢焊条常见的飞溅形式之一。事实上结构钢钛钙型焊条发生熔滴的飘离飞溅现象是比较常见的。图3-16是发生飘离飞溅的典型照片,飘离飞溅是由于套筒内气流的吹送使在套筒边缘的悬滴飞离形成了飞溅(图3-16a),也可能是悬挂在套筒边缘的熔滴由于受到电弧力的作用而飞离(图3-16b第1帧照片显示了电弧力的作用)。
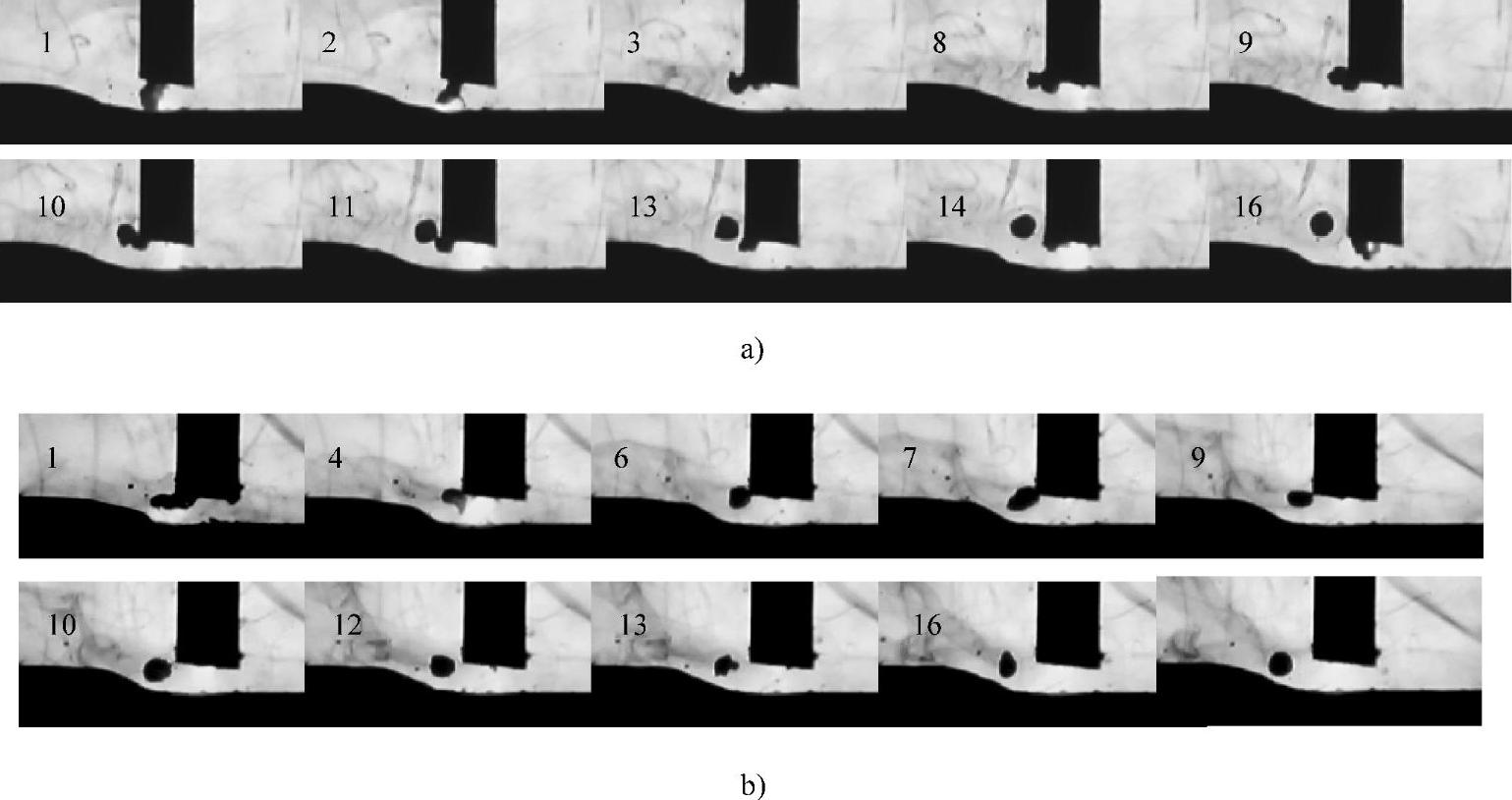
图3-16 钛钙型结构钢焊条发生飘离飞溅的典型画面
a)由于套筒内气流的吹送形成的飞溅 b)由于电弧力的作用形成的飞溅焊条样品:J422焊条, φ 3.2mm;直流反接, I =100~110A;拍摄速度:1200f/s。
电弧电压和焊接电流波形图随机记录焊接过程中每个瞬时焊接参数的数据,反映焊接过程中焊接参数的变化,承载着焊接过程的丰富信息。用汉诺威分析仪对焊接过程电参数进行测试,可直接得到电弧电压和焊接电流波形图,是焊接过程数字化的最简便、直接、快速获取信息的重要手段。掌握波形分析知识对研究焊接材料电弧物理特性和焊接工艺特性以及焊接冶金特性都具有重要意义。
1.钛钙型结构钢焊条熔滴的短路过渡波形
钛钙型结构钢焊条熔滴的短路有三种不同的类型:A型短路、B型短路和C型短路,相对应的波形也有三种类型:A型短路波形、B型短路波形和C型短路波形。它们分别反映熔滴不同的短路行为特征。图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。
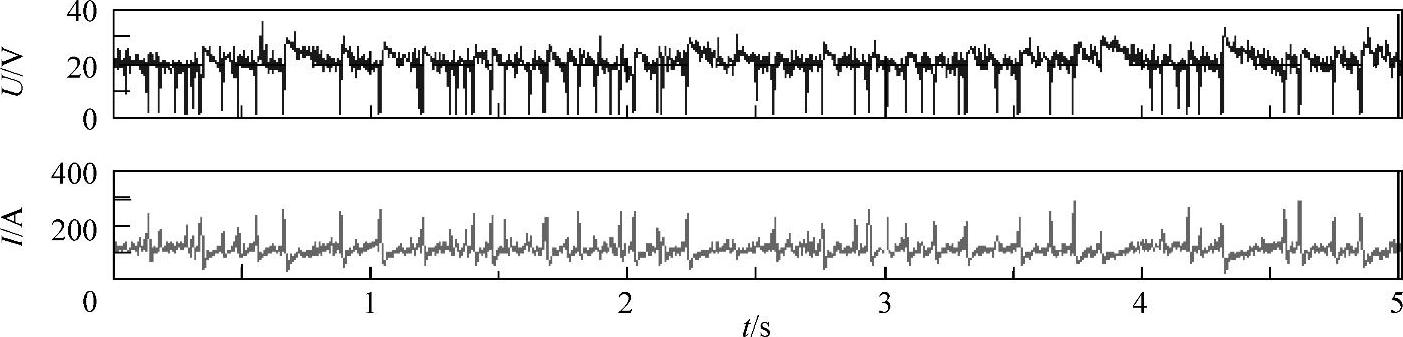
图3-17 钛型结构钢焊条具有C型短路特征的电弧电压和焊接电流波形图
焊条样品:AT-12X钛型结构钢焊条, φ 3.2mm,直流反接, I =113.78A。
钛钙型、钛型(也包括氧化铁型)结构钢焊条由于熔渣具有较强氧化性,焊接时进行激烈的碳的氧化反应,在熔滴内形成了足够强的气体动力,引起熔滴发生爆炸,使熔体被撕碎成块状、片状、带状和线状等不规则的形状进行过渡,过渡时有的细碎的熔体不短路而直接进入熔池,有的则形成瞬时短路进行过渡,出现在波形图中频繁密集的短路反映的就是瞬时短路的熔体行为,由于每次短路过渡的熔化金属很少,因此过渡前后电弧长度变化很小。这种频繁密集的短路波形称作C型短路波形[4,5]。
图3-18所示为反映粗熔滴短路过渡特征的波形,由图3-18a可以看出电弧电压波形最突出的特点是出现较大的电压起伏(在箭头指处),也就是说在熔滴发生短路前,电压波形处在最低值,而在熔滴过渡后电弧重燃时电压升到高点。这是由于熔滴尺寸大,熔滴的短路和金属的过渡过程时间较长,熔滴过渡前后引起电弧长度的变化十分明显,因此电压波形出现较大的起伏,这种反映较大熔滴金属过渡的波形被定义为A型短路波形。
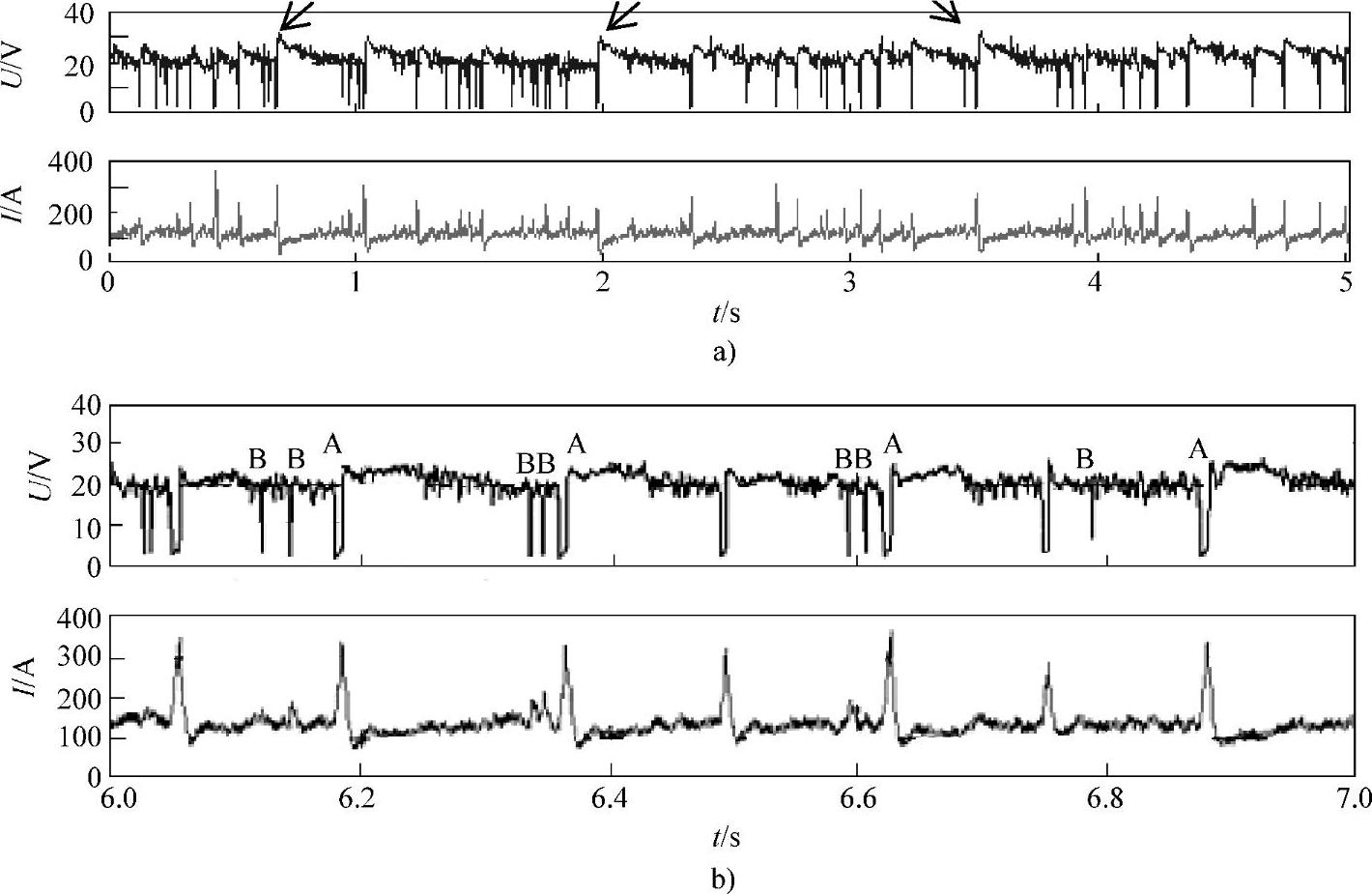
图3-18 结构钢焊条典具有A型和B型短路的波形图
a)ALJ422X钛型结构钢焊条, I =113.75A, φ 3.2mm,直流反接 b)JQJ506-12(E5015)结构钢焊条, U =20.23V, I =134.68A, φ 3.2mm,直流反接焊接电源:ZXG-300型弧焊整流器。
在观察钛钙型和低氢型结构钢焊条的波形时,经常看到如图3-18b所示的短路波形图,其特征是在较长时间的A型短路波形(图中A点)前面存在着频繁、密集的短路波形(图中B点)。短路时间的统计数据说明,短路具有瞬时特征,图中显示的这种短路行为实际上不伴随着熔滴的过渡,而在其后时间较长的短路——A型短路,才进行着熔滴的过渡。将这种处于A型短路之前发生的频繁、密集、瞬时的并且不伴随着熔滴金属过渡的短路波形定义为B型短路波形。
B型短路的产生可以做以下的解释:当熔滴长大到足够大时,熔滴的动荡越来越激烈,在接近熔池时,弧长很小,这时电弧力很大,力图将熔滴推离,使得熔滴接近熔池的速度降低,这时一旦与熔池发生接触,在接触的瞬间,接触面很小,原来分布在熔滴很大面积上的电流,骤然集中于接触点上,由于过大的电流密度造成接触点过大的电磁收缩力,促使熔滴很快脱离接触,而形成B型短路,由于B型短路没有发生熔滴的过渡,故短路后熔滴的质量并没有减小,产生B型短路的条件依然存在,因此B型短路还要重复发生,直到发生A型短路完成了熔滴的过渡为止。所以B型短路总是在A型短路之前发生,短路时间短暂并且频繁出现,在A型短路之前频繁发生的短路波形,多数属于B型短路波形。
关于B型短路形成的机构还有另外的解释[5,6],认为这种短路是由于金属内部产生的CO引起的,CO气体在熔滴内部产生使熔滴体积膨胀,当熔滴尺寸相当大时,膨胀的熔滴就会与熔池相接触,当熔滴内部的CO气泡接近表面时,鼓胀的金属薄膜发生破碎,使熔滴又脱离了接触,电弧又重新燃起,这一过程频繁出现,直到发生熔滴的过渡。
图3-19为已经过渡下去的熔滴发生体积长大的高速摄影照片,支持了关于熔滴中CO气体使熔滴膨胀导致B型短路发生的解释。由图3-19看出,已经过渡下去的熔滴(第1帧照片)由于冶金反应析出气体,并使其喷射出小的颗粒熔体(第2~5帧照片),同时看到它的体积也在长大(第2~8帧照片),之后又很快缩小(第9~11帧照片)。

图3-19 碳钢焊条落下的熔滴发生体积长大的高速摄影照片
焊条样品:E4303结构钢焊条, φ 4.0mm;直流反接, I =140~105A;拍摄速度:1000f/s。
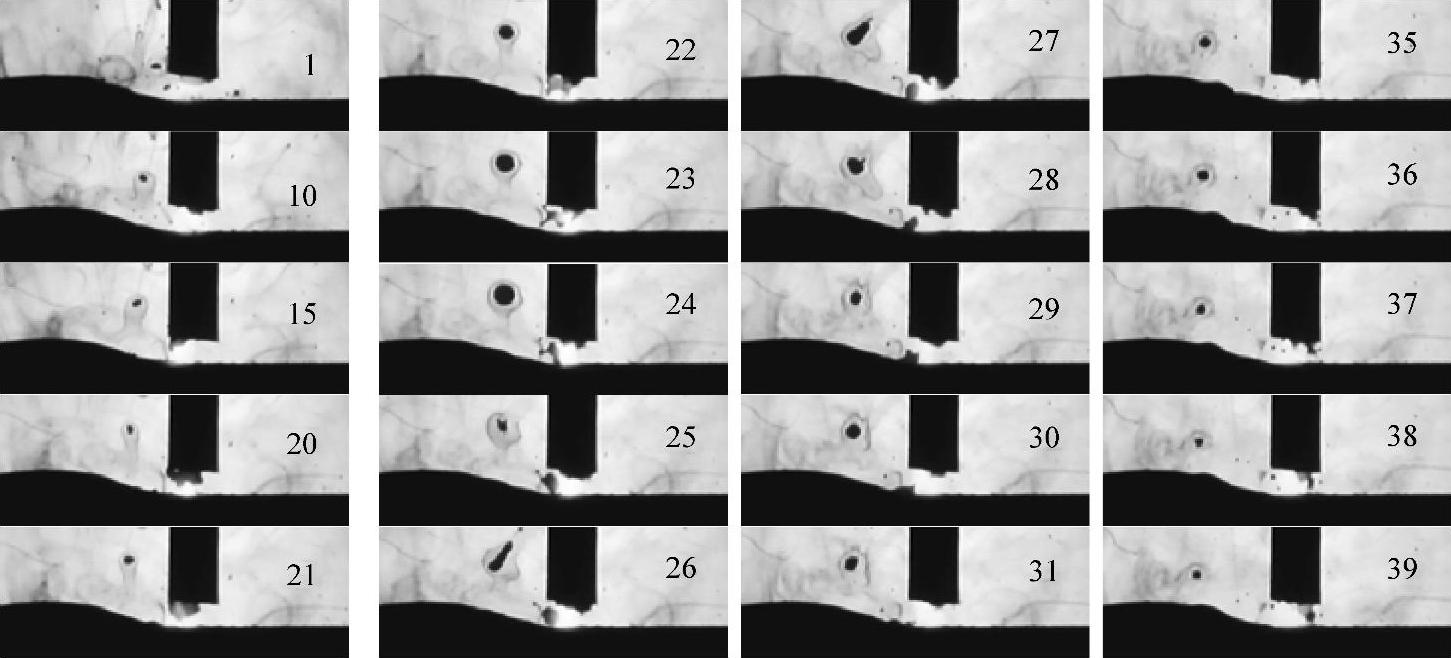
图3-20 悬浮状熔滴发生形状和体积变化的高速摄影照片
焊条样品:J422焊条, φ 3.2mm;直流反接, I =105~115A;拍摄速度:1200f/s。
图3-20是一组关于E4303型焊条的悬浮状熔滴发生形状和体积变化的照片,从图中可以看到伴随着喷射过渡,一个很小的熔滴由套筒内飞出,并在飞行中体积逐渐长大,从第10帧照片开始,至第24帧照片体积长到最大,接着熔滴被拉长(第26、27帧照片),之后熔滴又恢复成球形且体积逐渐缩小(第28~39帧照片)。将第10帧照片和第24帧照片以及第30帧和第39帧照片进行对比,看出在漂浮中的熔滴体积的变化是如此悬殊,令人难以置信。显然熔滴被拉长和熔滴的膨胀都是气体逸出的结果。这一事实说明熔滴的内部进行着碳的氧化过程,形成的CO气体随着其生成和析出过程使熔滴的体积不断膨胀、收缩和改变自身的形状。在熔滴过渡过程中,熔滴体积和形状的变化引起频繁密集短路的发生,B型短路波形反映了这一现象。
由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。对于不锈钢焊条,从冶金角度看,焊接时熔滴阶段不会发生明显的碳的氧化过程,然而不锈钢焊条仍然会出现B型短路,显然这种情况只能用大熔滴过渡之前发生的频繁振荡造成密集短路来解释。
大熔滴由于内部碳的氧化产生CO气体使熔滴膨胀而导致B型短路的现象,同样在石墨型焊条的波形测试时见到。图3-21是试验编号为172-53焊条的波形图,该试验焊条是在Cr-Mo型D172堆焊焊条配方的基础上加入大量的石墨,还原性很强,它的冶金特性与石墨型铸铁焊条很相似。这是早年作者用SC-10示波器测试记录的,波形图中有一段(图3-21中椭圆线标定的部分)出现连续频繁的短路,每次的短路时间较长,如果单纯以每一次短路时间长短来判断的话,似乎可以看作是A型短路,但是A型短路是不可能连续频繁发生的,这样的短路行为显然也不像钛钙型或者低氢焊条那样频繁出现的B型短路。石墨型焊条短路波形的特殊表现正是反映了石墨型以及还原性很强的其他类型焊条具有的冶金特性。石墨型焊条的药皮中存在的大量石墨,具有很强的还原性,焊接时大幅度降低了电弧气氛中的氧化势,而熔滴表面又被含有还原剂的熔渣包敷着,这样的冶金条件一方面使熔滴几乎不可能增氧,使熔滴表面张力增大,当粗大的熔滴与熔池接触时,由于熔滴大的表面张力试图使其保持原有的形状,加之在熔滴与熔池接触的瞬间,在接触点突然增大的电磁力的作用,使熔滴难以进入熔池;另一方面还原性很强的熔渣使得焊接过程中碳的氧化难以进行,以及熔滴中碳的氧化进行得很慢。由高速摄影照片也观察到熔滴十分缓慢地变化,可以想象熔滴中一旦形成CO,无论是CO使熔滴体积的膨胀,还是CO从熔滴内的逸出,这些过程都会进行得很慢,也使熔滴与熔池重复接触短路的过程进行得十分缓慢。与结构钢焊条熔滴激烈变化的情况完全不同,结构钢焊条形成的瞬时,频繁的B型短路特征在还原性强的焊条中不会出现,而代之以较长时间的、连续出现的短路行为,形成多次频繁接触短路后才实现熔滴过渡,这是石墨型焊条出现这种异样波形的原因。显然强还原性的石墨型药皮焊条在焊接时表现出这样的电弧物理特性不是偶然的,它反映了强还原性焊条特有的冶金特性。

图3-21 石墨型Z208焊条发生连续频繁短路的电弧电压、焊接电流波形图
焊条样品:加入多量石墨的172-53堆焊试验焊条, φ 4.0mm;直流反接, I =155~165A
2.钛钙型结构钢焊条短路波形的特征与解读
在波形图中出现的A型、B型和C型短路波形反映了不同的熔滴短路行为,在波形图中如何根据它们的特征来分析解读和识别,对于认识某种焊条的工艺特性与冶金特性具有实际意义。
图3-22是具有A型、B型和C型短路的电弧电压、焊接电流波形图。由汉诺威分析仪提取的数据可以统计每一个短路的时间,四个C型短路C1、C2、C3、C4的短路时间分别为2.2ms、2.94ms、3.66ms和3.78ms。B1、B2和B3三个B型短路波形的短路时间分别为0.42ms、0.84ms和0.42ms。A1和A2是两个A型短路波形,其中A2的短路时间为5.04ms,而A1短路时间是15.2ms。
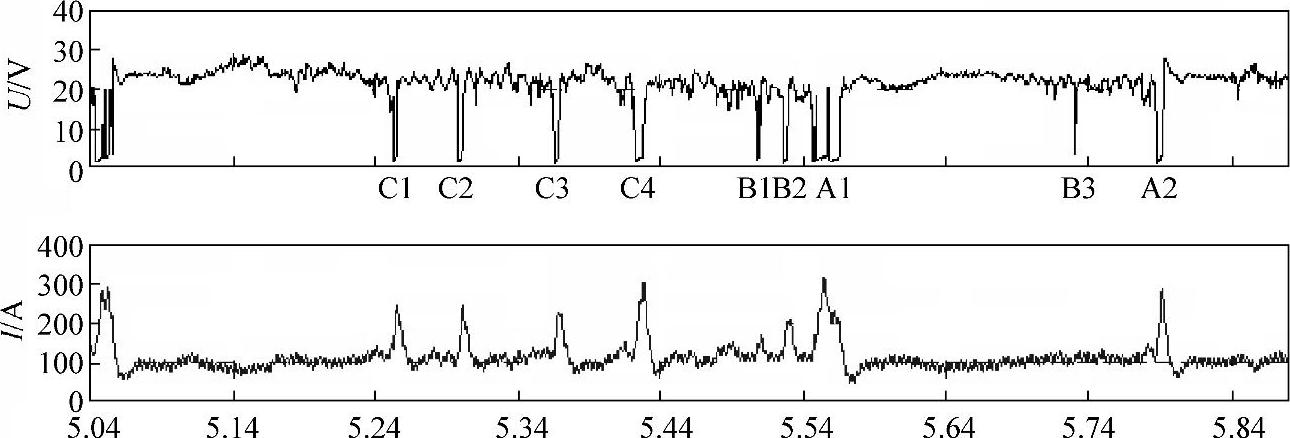
图3-22 具有A型、B型和C型短路的电弧电压、焊接电流波形图
焊条样品:E4303型结构钢焊条, φ 3.2mm;直流反接, U ≈22.33V, I ≈113.13A。
不同类型的短路波形的基本特征可以归结为如下几点。
1)从短路时间属性上看,A型、B型和C型短路的电弧电压、焊接电流波形图的显著特征为:A型短路是描述大熔滴过渡的过程,由于熔滴比较粗大,过渡的时间较长,不同的焊条短路时间的长短可能有相当大的差别,对于钛钙型结构钢焊条短路时间一般超过4ms,对于钛钙型不锈钢焊条一般超过5ms;B型短路是瞬时短路行为,不反映熔滴过渡,短路时间不大于2ms,一般小于1ms,C型短路反映细熔滴的短路过渡过程,对于钛钙型结构钢焊条短路时间一般为1~3ms。
2)从外形上看,典型的A型短路波形在短路前和短路后电压之间有明显的起伏。大熔滴过渡前的瞬间,弧长最短,弧柱电压几乎接近于零,因此在熔滴短路之前的瞬间,电压波形处于低位,而在熔滴过渡完成液桥断开后,焊条端部与熔池之间出现很大空间,当电弧重燃时弧长最长,电弧电压处于高位,因此在熔滴短路熄弧前和电弧重燃的瞬间电弧电压不会处于一个水平,而是有明显的起伏,这是A型短路波形外观的明显特征。而C型短路由于反映小熔滴的过渡行为,每一次短路实际过渡的金属熔滴质量比较有限,熔滴过渡前后对弧长的影响不大,因此电压波形在熔滴短路熄弧前和电弧重燃的瞬间电弧电压起伏不大。这是A型短路和C型短路外形上一个不同点。
3)由于小熔滴的过渡往往是频繁和连续进行的,因此C型短路的波形具有频繁和连续出现的特征。B型短路是发生在大熔滴过渡之前的瞬间短路行为,有时也会频繁和连续出现,这一点与C型短路有相似之处,对单独一次C型短路与一次B型短路的波形进行比较,似乎很难将它们区分开,它们的区别是:B型短路与A型短路之间是相联系的,B型短路只是发生在A型短路之前,而C型短路则与A型短路没有一定的联系。这是在直观上区别B型短路与C型短路的主要根据之一。
4)短路特征与焊条类型有关:钛钙型不锈钢焊条具有典型的A型短路,B型短路出现得较少,而C型短路不可能出现;钛钙型结构钢焊条存在着熔滴的爆炸行为,可以形成A型、B型和C型短路同时存在的波形;纤维素焊条则以C型短路为主,还有相当的A型短路;低氢型焊条的冶金特点决定此类焊条不会出现C型短路,因此波形中短时间的密集的短路只能是B型短路,而形成的较大熔滴的短路——A型短路,在外形上也与不锈钢焊条形成的A型短路有所不同,对其特征的分析将在本章第3节中提到。
表3-1列出焊条电弧焊A型短路、B型短路与C型短路波形的特征,从时间属性、焊条类型、外形特征和分布、短路时间频率分布图特征等方面进行了概括。
表3-1 短路波形的特征和解读
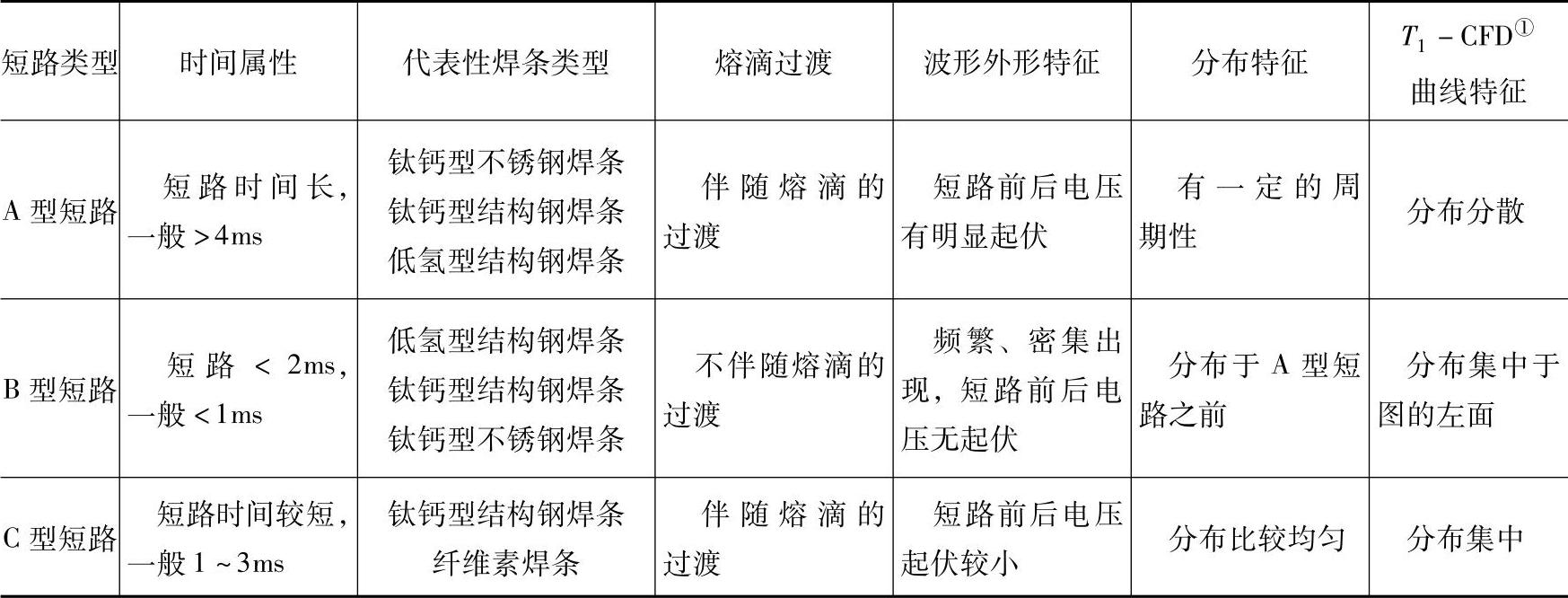
①由汉诺威分析仪得到的短路频率分布曲线。
3.钛钙型结构钢焊条爆炸过渡的波形
焊接时发生碳的氧化,另外熔滴也还必须具有较大的尺寸,这是爆炸过渡需要具备的冶金和物理条件。因此在正常弧长焊接时,具有爆炸过渡的焊条熔滴一定会出现A型、B型和C型短路,显然具有A型B型和C型短路的混合波形存在爆炸过渡的可能性。当然,严格地说具有A型、B型和C型短路的混合波形还不能作为爆炸过渡的典型波形,但其波形特征至少可以对产生爆炸过渡的可能性做出估计。
钛钙型结构钢焊条的冶金特性具备发生爆炸过渡的冶金条件,因此存在产生爆炸过渡的可能,但是钛钙型结构钢焊条的冶金特性不仅满足发生爆炸过渡的冶金条件,同时也具备出现其他过渡形态的条件,事实上钛钙型结构钢焊条四种过渡形态同时存在,也正是如此,大多数钛钙型结构钢焊条往往同时具有A型、B型和C型短路。正如不存在完全的爆炸过渡的焊条一样,当然也不能想象存在完全爆炸过渡形态的波形图。
图3-23是三组反映这一特征的高速摄影照片。由图3-23a、b、c看出,在焊条端部的熔体被撕成线状、条状等不规则的形状与熔池发生接触短路,并进行了过渡。图3-24是具有C型短路的波形图,其中除了大量的C型短路外,还有A型和B型短路。
4.钛钙型结构钢焊条喷射过渡的波形
焊接时,当气体动力更强时则形成喷射过渡,由于喷射过渡时熔滴细小,熔滴的过渡不会明显地影响电弧长度的变化,不会引起电参数的激烈波动,因此喷射过渡时电弧电压和焊接电流波形近似呈直线,这是其他过渡类型不可能出现的。钛钙型结构钢焊条不会形成完全的喷射过渡,当然也很难举出完全喷射过渡的钛钙型结构钢焊条的波形实例。图3-25是钛钙型结构钢焊条出现喷射过渡的波形图,可以看出其中除喷射过渡的波形外还有多次短路波形。TYD132钛钙型和TYD172铬-钼型堆焊焊条可以作为喷射过渡波形图的典型代表,因为该系列焊条加入大量高碳铁合金,同时为钛钙型渣系,有较强的氧化性,在焊条电弧焊熔滴过渡的主导力与熔滴过渡形态的 P′ - P″ 关系图(图2-43)中处于 P′ >20、 P″ >0喷射过渡形态区。图3-26是典型的喷射过渡波形图。由图可以看出电压和电流波动很小,几乎呈一直线,焊条喷射强度越大,波形的波动越小,越逼近直线。
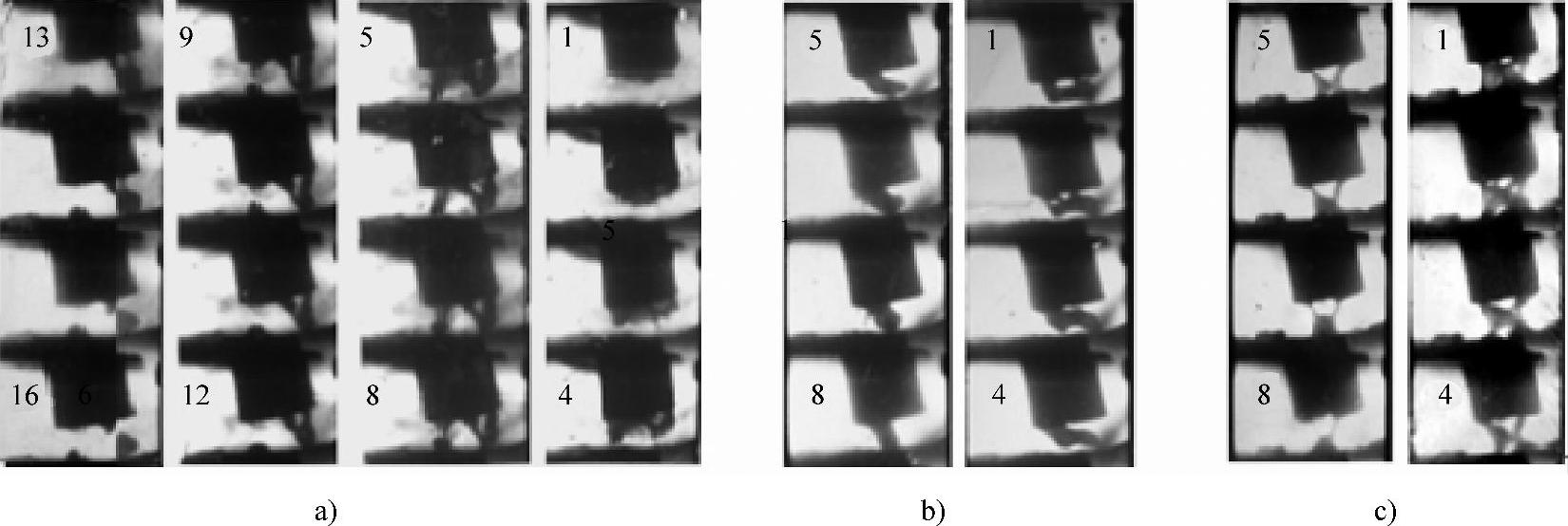
图3-23 焊接时被气流吹成各种形状的熔体照片
焊条样品:E4320型结构钢焊条, φ 5.0mm;直流反接, I =190~210A,拍摄速度:1000f/s。
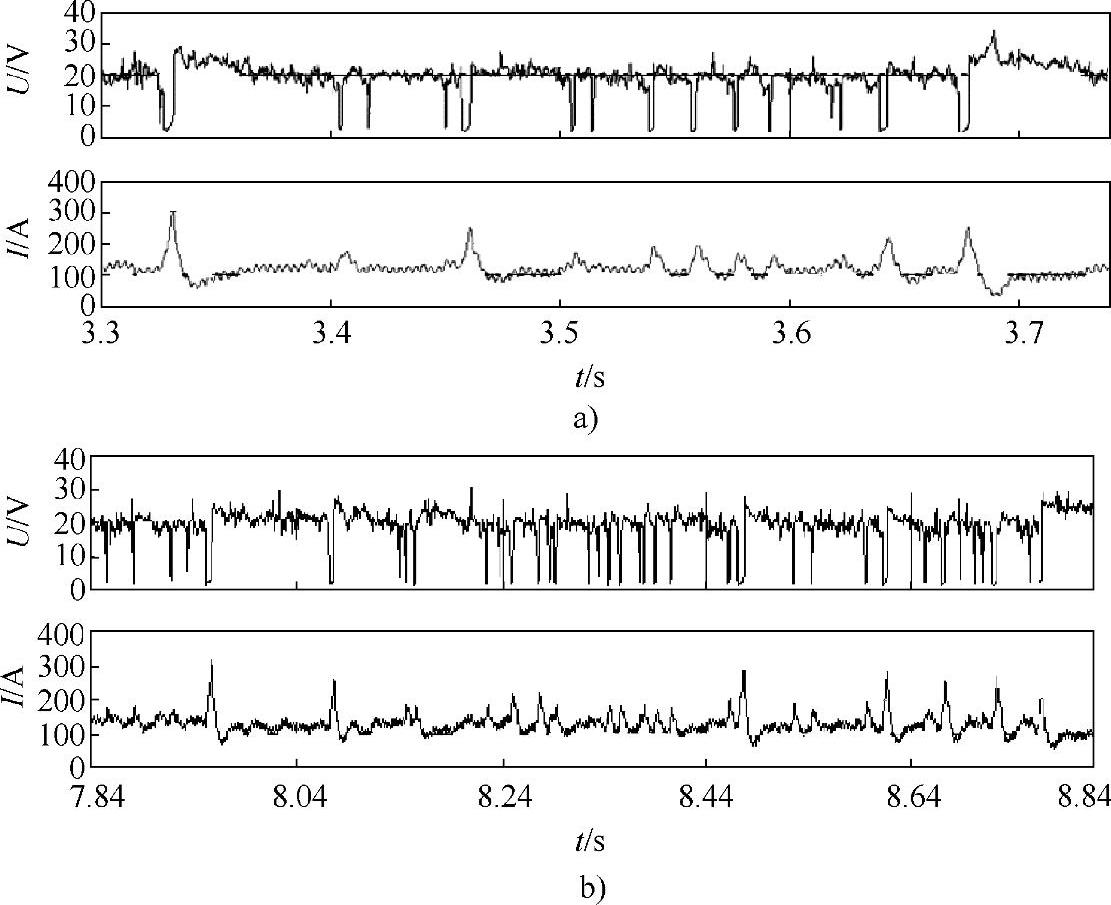
图3-24 具有C型短路的电弧电压、焊接电流波形图
a)E4303型THJ422-02结构钢焊条, φ 3.2mm,直流反接 U =24.70V, I =114.3A b)JHJ42201结构钢焊条, φ 3.2mm,直流反接, U =21.91V, I =123.72A
焊接电源:ZXG-300型弧焊整流器。
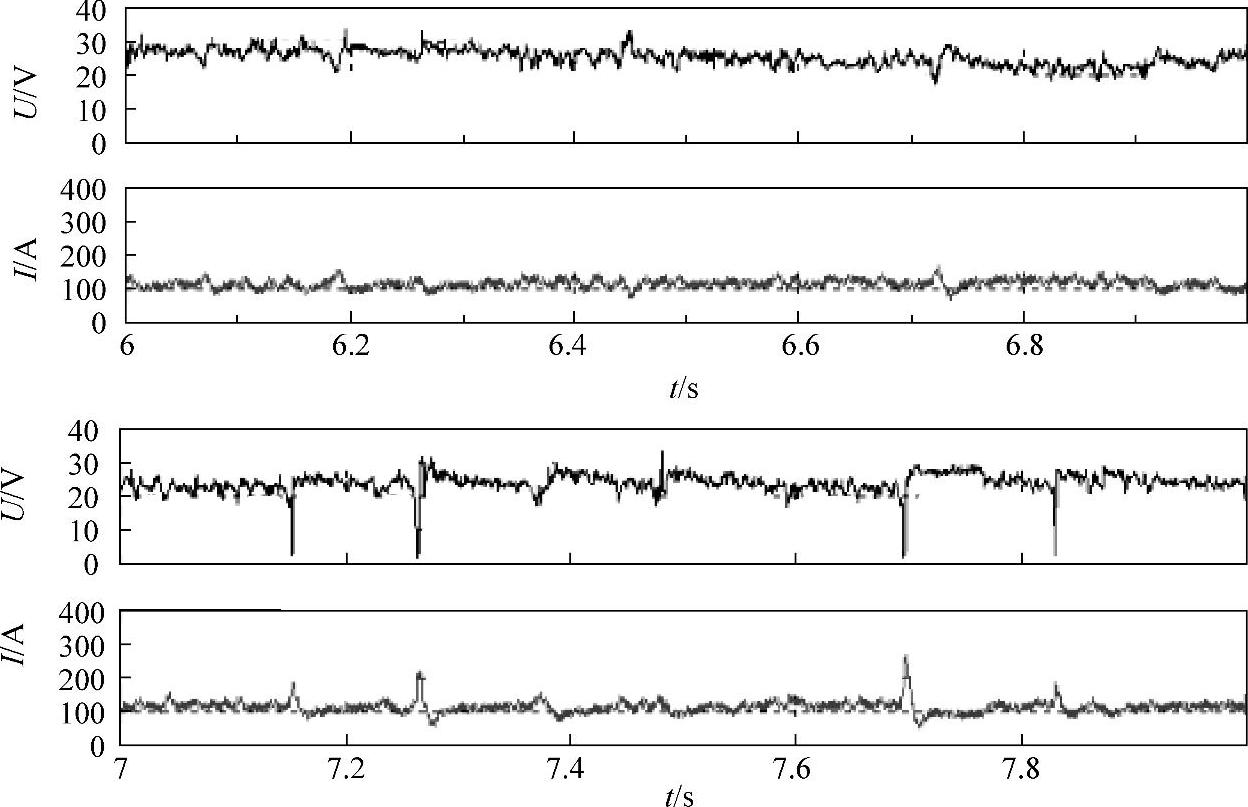
图3-25 钛钙型结构钢焊条出现喷射过渡的电弧电压、焊接电流的波形图
焊条样品:CHE42201E4303型结构钢焊条, φ 3.2mm;直流反接, I =105~115A;焊接电源:ZXG-300型弧焊整流器。
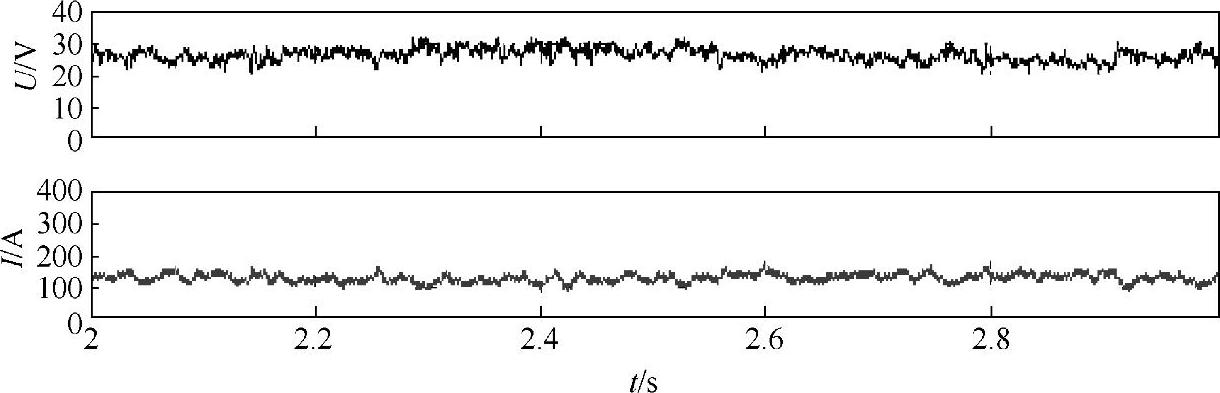
图3-26 焊条电弧焊喷射过渡的电弧电压、焊接电流的波形图
焊条样品:TYD132堆焊焊条, φ 4.0mm;直流反接, U =26.46V, I =132.31A;焊接电源:ZXG-300型弧焊整流器。
渣壁过渡形态也是钛钙型结构钢焊条的熔滴过渡形态之一,但钛钙型结构钢焊条不会出现完全的渣壁过渡形态,当然也不会出现完全的渣壁过渡波形。
由于粗熔滴短路过渡和爆炸过渡往往引起电弧的激烈动荡,产生较猛烈的电爆炸和熔滴自身爆炸飞溅,使工艺性明显地恶化;而渣壁过渡为非短路过渡,不产生电爆炸飞溅,尤其是渣壁过渡具有优异的综合焊接工艺性,赋予焊条最理想的工艺状态,喷射过渡也具有细熔滴、非短路和电弧稳定性好的特点,同样利于焊接工艺性的改善。因此钛钙型焊条熔滴过渡形态的构成对焊条工艺性有直接的影响,渣壁过渡和喷射过渡所占的份额越大,粗熔滴短路过渡和爆炸过渡所占的份额越少,焊条的工艺质量越好。
由于钛钙型碳钢焊条的渣系主要组成物可以在一个较大的范围内变动,配方也会有很大的不同,同时药皮组成物原料选择的余地很大,因此不同厂商的E4303型焊条的冶金特性和渣的物理特性会有所不同,对熔滴过渡形态的构成产生一定的影响,从而影响到焊条冶金性能和工艺性能。例如有时为了增强焊条的市场竞争能力、改善焊条工艺性能,不少焊条厂会增加药皮中硅、铝酸盐的加入量,而减小碱性造渣物大理石或白云石的加入量,使得熔滴的表面张力减小,第一主导力作用指数增大,粗熔滴过渡和爆炸过渡倾向减小,焊条工艺性改善。但是这样做的结果是熔渣的碱度降低,焊条力学性能有所下降,有的厂商甚至将大理石等碱性造渣物加入量降到10%以下,实际上形成钛型(结421)结构钢焊条,这是不可取的。因此在对TiO 2 -CaO-SiO 2 渣系的钛钙型碳钢焊条进行设计时,应注意兼顾冶金性能和工艺性能。
1.钛钙型结构钢焊条工艺性评价判据
如上所述,钛钙型结构钢焊条熔滴过渡形态的构成对焊条工艺性有直接的影响,这样可以根据不同熔滴过渡形态的构成,由汉诺威分析仪提取反映这种构成的电弧物理特性参数,建立相应的判据,评价焊条的工艺性。
电弧电压概率密度分布图中的小驼峰区域的大小,反映了粗熔滴过渡和爆炸过渡形态所占的份额的大小,反映了熔滴短路的行为特征。这个区域越小,粗熔滴短路过渡和爆炸过渡形态所占的份额就越小,而渣壁过渡和喷射过渡所占的份额就越大,焊条工艺性越好。将小驼峰表示的短路概率进行统计得到的短路概率 n ( U s )反映焊条的短路特征信息,可以作为评价焊条短路过渡趋势大小的重要依据, n ( U s )越小,说明粗熔滴过渡和爆炸过渡所占的份额越少,焊条短路过渡趋势越小,焊条工艺性越好。因此可以将短路电压概率的大小 n ( U s )作为判据评价焊条工艺性。
焊接电流概率密度曲线的右方反映熔滴短路时形成大电流的概率,可以设定以大于平均电流值1.5~2倍的电流为统计范围,短路电流概率越大,表明熔滴较粗大,短路过渡和爆炸过渡的概率越大,焊条工艺性越差。显然还可以将短路电流概率 n ( I s )作为判据,评价钛钙型结构钢焊条的工艺性, n ( I s )越小,工艺性越好。
短路时间频率分布图直接反映焊条熔滴的短路行为。熔滴平均短路时间越短,表明熔滴细小,发生短路的趋势较小,说明了渣壁过渡和喷射过渡份额较大,焊接工艺性较好。因此可以将平均短路时间 T 1 作为判据来评价钛钙型结构钢焊条工艺性。
由于渣壁和喷射这两种过渡形态不出现短路,因此它们在焊接时电压和电流的波动比粗熔滴短路过渡和爆炸过渡形态要小得多,于是电压和电流的标准偏差和变异系数也相对小得多。随着渣壁和喷射这两种过渡形态成分的增大,电弧电压和焊接电流的标准偏差和变异系数的值也会减小。反之,如果粗熔滴短路过渡和爆炸过渡形态所占的份额较大,那么标准偏差和变异系数也要增大。因此电压和电流的标准偏差和变异系数也反映熔滴过渡特征,汉诺威分析仪能够生成电弧电压和焊接电流的标准偏差和变异系数的数据,可以方便地提取变异系数来评估钛钙型焊条发生粗熔滴过渡和爆炸过渡的倾向大小。因此电弧电压和焊接电流变异系数 ν ( U )、 ν ( I )的大小也可以作为判据来评价钛钙型结构钢焊条工艺性。
2.焊条电弧焊工艺性的分析与评价案例
本案例采用国内不同厂商生产的E4303结构钢焊条,试验样品编号为E422-02、H422-02和Q422-02,焊条规格为3.2mm,长度350mm,试板为低碳钢板,尺寸为350nn×120mm×10mm;采用Kaierda公司产ZXG-300型弧焊整流器,极性为直流反接,空载电压65V。
用汉诺威分析仪对焊接过程中的电参数进行测试,试验电流为120A,采用平板堆焊,每个试样重复三次,每次采样时间为10s。试验得到电弧电压和焊接电流的概率密度分布曲线,电弧电压、焊接电流波形图,以及相关电弧物理特性参数。
图3-27、图3-28和图3-29分别是测试得到的E422-02、H422-02和Q422-02样品的电弧电压概率密度分布图、焊接电流概率密度分布图和短路时间频率分布图。
由图3-27电弧电压概率密度分布图可以看出,该图具有双驼峰形状,表现出钛钙型结构钢焊条的一般特征。但三种焊条样品表现有所不同,E422-02样品小驼峰曲线最靠下,说明E422-02样品短路概率比H422-02和Q422-02更小一些,由分析仪提取的数据对三个样品的短路概率进行统计,得到的E422-02、H422-02和Q422-02焊条样品短路电压概率 n ( U s )分别为0.4344%、3.4678%和1.8904%(表3-3)。H422-02样品的 n ( U s )最大,Q422-02样品其次,E422-02样品最低。测试得到的焊条样品的名义电压(相当于平均电弧电压),E422-02最高为24.52V,而H422-02和Q422-02分别为21.00V和22.45V。
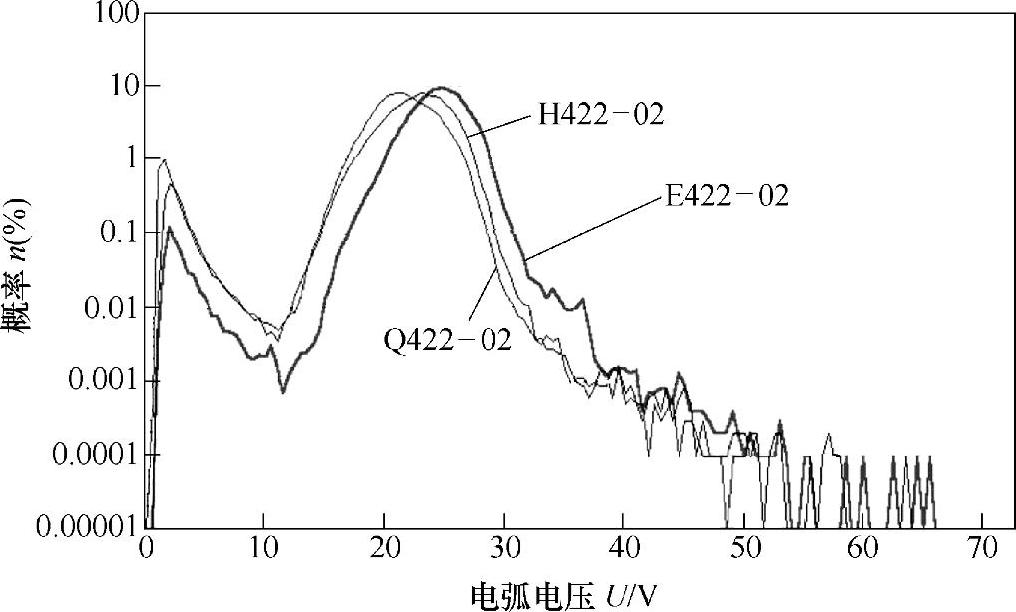
图3-27 E4303型焊条三种样品电压概率密度分布图
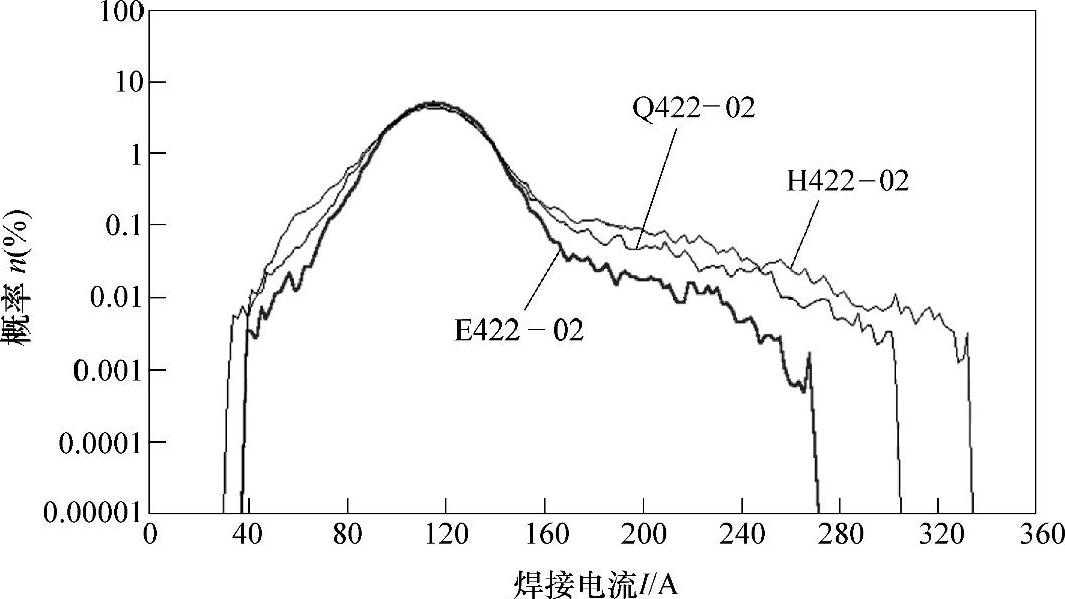
图3-28 E4303型焊条三种样品电流概率密度分布图
与电压概率密度分布图相对应,从图3-28电流概率密度分布图可以看出,E422-02焊条样品电流分布比较集中,而Q422-02和H422-02样品的曲线更向图中大电流方向移动。
电流概率密度分布曲线越向右分布,说明熔滴过渡时的短路倾向越大,由短路引起的大电流的概率越大。
图3-29 E4303型焊条三种样品不同短路时间 T 1 的频率分布图
注:短路时间组宽Δ T 1 =400μs。
图3-29是三种样品不同短路时间 T 1 的频率分布图,由图看出E422-02样品曲线分布向左集中,最长的短路不超过3ms,Q422-02短路时间分布最高达到4ms,而H422-02焊条样品短路时间的分布要分散的多,最高超过了6ms。测试得到的E422-02样品大于1ms的平均短路时间 T 1 为1.800ms,是三种焊条样品中平均短路时间最短的,Q422-02和H422-02样品平均短路时间分别是2.630ms和3.234ms。平均短路时间越短表明焊条熔滴尺寸越小。
图3-30是E422-02、Q422-02和H422-02样品电弧电压、焊接电流波形图,由图直观地看出E422-02、Q422-02和H422-02三种焊条样品短路的频率依次提高,测试得到的三种焊条样品>1ms短路的频率分别是2.0s -1 、5.9s -1 和9.3s -1 ,E422-02焊条样品的短路频率最低。
焊条在焊接过程中熔滴的短路行为引起电弧电压的明显波动,显然短路频率越高,短路的时间越长,电弧电压的标准偏差和变异系数也越大,由汉诺威分析仪测试得到的电弧电压变异系数反映了E422-02、Q422-02和H422-02三种样品电压的波动情况,间接反映了样品熔滴短路行为的不同特征。
表3-2列出了三种样品电弧物理特性参数的测试结果,这些数据从不同的方面描述了试验焊条的电弧物理现象——熔滴行为特征。这些电弧物理特性参数之间是相互关联的。钛钙型结构钢焊条在熔滴以渣壁过渡和喷射过渡为主要过渡形态,粗熔滴短路过渡和爆炸过渡形态较少时,熔滴的短路频率较低,平均短路时间变短,短路电压概率和短路电流概率减小。另外当短路频率降低时,当然也会使电弧电压的波动减小,电弧电压变异系数降低。电弧物理特性参数的变化趋势反映了钛钙型结构钢焊条工艺性的某种状态。由表3-3的试验结果看出,E422-02焊条的短路电压概率 n ( U s )、短路电流概率 n ( I s )、平均短路时间 T 1 、平均短路频率 f sc 以及电压变异系数 ν ( U )是三种焊条中最低的,表明E422-02焊条渣壁过渡和喷射过渡的趋势比H422-02和Q422-02焊条大,因此从电弧物理特性参数上来看,可以判断E422-02焊条样品工艺性应该比H422-02和Q422-02焊条要好。
图3-30 焊条样品电弧电压、焊接电流波形图
a)焊条样品:E422-02;焊接参数: U =24.52V, I =116.16A b)焊条样品:Q422-02;焊接参数: U =22.44V, I =116.43A c)焊条样品:H422-02;焊接参数: U =21.00V, I =117.14A
焊条规格: φ 3.2mm;焊接电源:ZXG-300型弧焊整流器,直流反接。
表3-2 三种焊条样品焊接电弧物理特性参数的测试结果①
①分析仪设置:短路时间组宽Δ T 1 =100μs,短路周期时间组宽Δ T c =500μs,最小短路时间 T 1min =1000μs,阈值电压 U th =10V。
总结本节所述的内容,钛钙型结构钢焊条具有粗熔滴短路过渡、渣壁过渡、爆炸过渡和喷射过渡共存的混合型过渡形态,这是钛钙型结构钢焊条基本的电弧物理特征。钛钙型焊条熔滴过渡形态的构成对焊条工艺性有直接的影响,渣壁过渡和喷射过渡所占的份额越大,粗熔滴短路过渡和爆炸过渡所占的份额越少,焊条的工艺质量越好。渣壁过渡和喷射过渡的倾向大小可以由短路电压概率、短路电流概率、平均短路时间以及电弧电压或焊接电流的变异系数反映出来,据此提出以短路电压概率 n ( U s )、短路电流概率 n ( I s )、平均短路时间 T 1 、电弧电压变异系数 ν ( U )和焊接电流变异系数 ν ( I )等电弧物理特性参数为判据,对钛钙型(也包括钛型)碳钢焊条的焊接工艺性进行评价,当短路电压概率 n ( U s )、短路电流概率 n ( I s )、平均短路时间 T 1 、电弧电压变异系数 ν ( U )和焊接电流变异系数 ν ( I )等电弧物理特性参数越小时,钛钙型结构钢焊条越接近理想的焊接工艺性。