
下载掌阅APP,畅读海量书库
立即打开



目前国际上最先进和常用的三维结构复合材料成形技术基本原理是采用三维织造成形方法将纤维做成预制体,然后通过不同成形方法将树脂、碳等基体材料浸入预制体中,获得复合材料制品。典型的三维织造成形技术主要有机织法、编织法、缝合法等。
三维正交机织法中纤维的基本排布形式如图1-1所示,分别沿着三个正交方向(经向、纬向和轴向),通过控制纤维的引入动作和次序使得经向和纬向纤维互相交织,完成一层的交织后引入轴向纤维,对预制体进行层间交织,将得到的预制体经树脂浸渍后最终形成制件。
美国、澳大利亚、日本等国家开展了较多的研究。Shikishima Canvas公司开发的正交机织制件如图1-2所示。该技术工艺简单,成本低,可在传统的二维编织机上加以改装以实现加工。然而,该技术的不足之处是预制体在分层上仅有几排纤维束互相交织,分层的厚度受到了限制,一般不适用于大尺寸制件的加工。
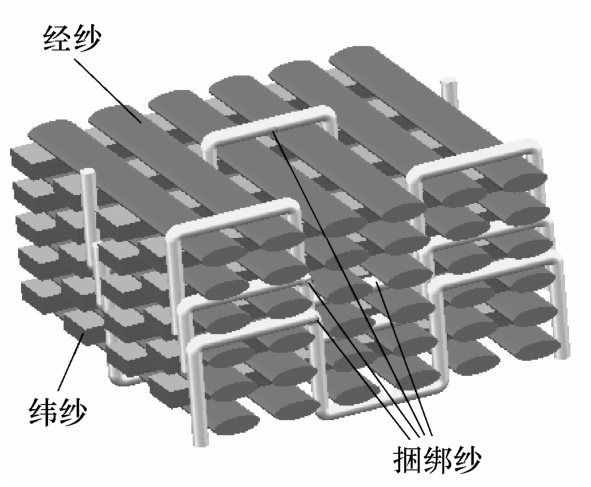
图1-1 正交机织法纤维排布
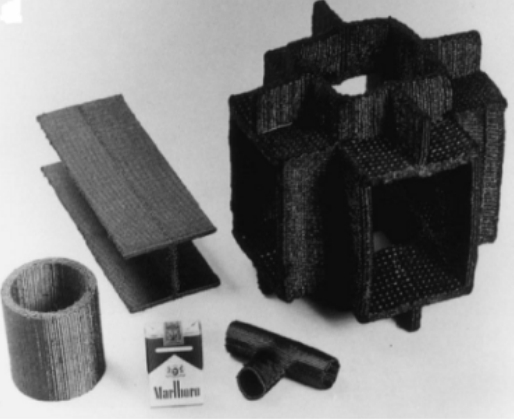
图1-2 正交机织制件
Mohamed基于多层经纱织机引纬机构创新设计出多剑杆织机,其织造原理如图1-3所示。经纱穿过钢筘与综框上的多眼棕丝,综框的升降使经纱形成多层梭口,纬纱穿过引纬剑并被夹持在织物的夹具上。在织造过程中,捆绑纱穿插其中,垂直于经纬纱方向,贯穿织物的厚度方向。由于经纱相互平行并不相互移动,三维正交机织技术相较于传统二维机织技术,减少了经纱的磨损,捆绑纱又由于综框的上下运动引入到预制体内,也减少了后期缝纫给预制体带来的损伤和断裂。
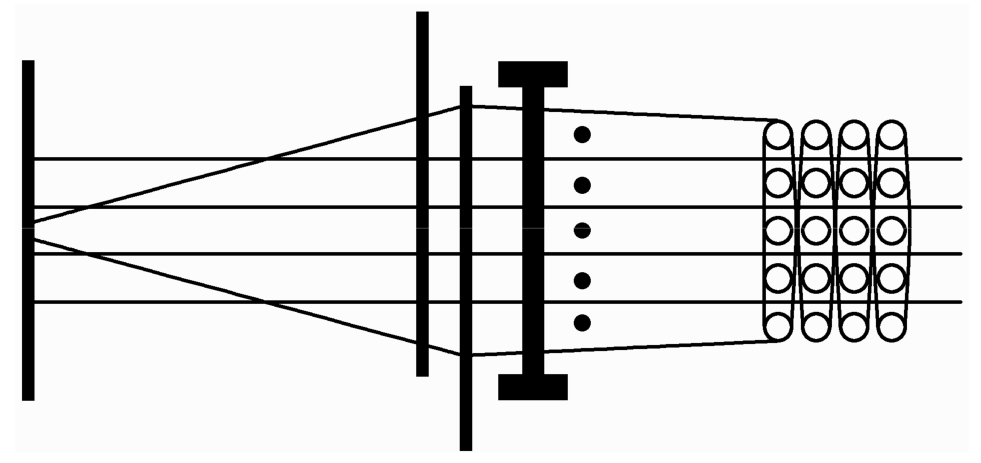
图1-3 三维正交织机织造原理图
Yasui提出了一种可织造圆柱形织物的三维机织织造工艺及相应设备,如图1-4所示。虽然该织造工艺复杂,织造过程耗时较长,并不适用于批量化的产品生产,但是该工艺可实现形状较复杂的圆柱形、圆筒形织物的整体近净成形织造,从而扩大了三维机织工艺的应用范围,促进了机织工艺的进一步发展。
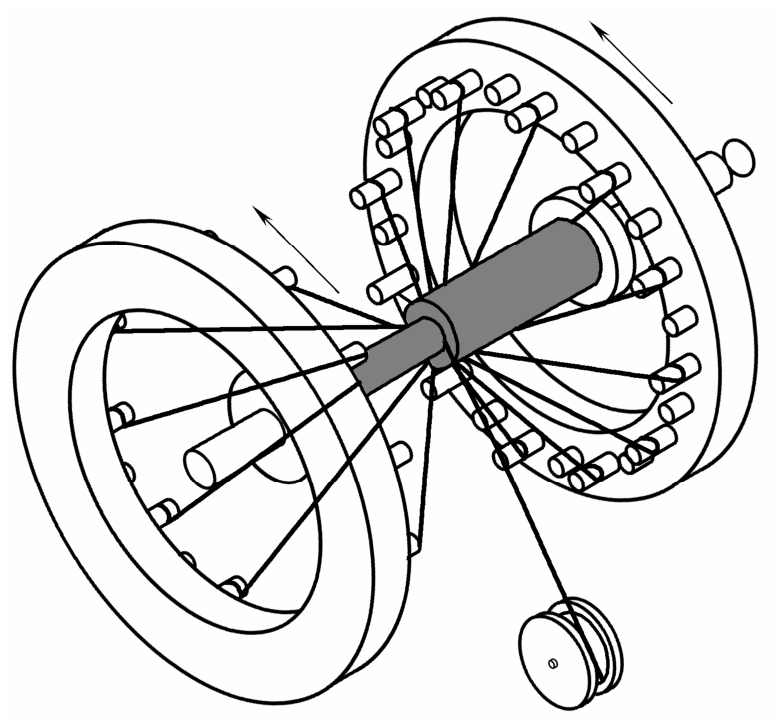
图1-4 圆柱形织物织造工艺
Khokar将三维无交织织物称为Noobed(Non-interlacing,orthogonally orientating and binding)织物,用于制造该织物的方法即Noobing织造法,其Noobed织物结构如图1-5所示。
图1-5 Noobed织物
Noobing织造法织造的织物由多组接结纱以及轴向纱相互垂直的纱线组成,通过轴向纱将多层排列的接结纱连接成相互不交织的整体结构三维织物。Noobing织造法原理及设备如图1-6所示,由两组接结纱导纱器X 1 -X 6 与Y 1 -Y 6 交替着分别从横向以及纵向两个方向穿过预先排列好的轴向纱之间,直接形成织物。
图1-6 Noobing织造法原理及设备
Fukuta发明了一种三维正交单轴向织造法,如图1-7所示。 Y 向经纱穿过孔板平行阵列布置在水平方向上,引纬器将经纱引入 Y 向经纱阵列中,当引纬器送到织物对侧时,边纱针把边纱引入纬纱圈,引纬器返回时,边纱针握持纬纱圈而形成双纬, Z 向纱由引纱管引入织物中,形成织物。
图1-7 三维正交单轴向织造原理及设备
Weinberg优化设计的三维织机(见图1-8),可以在平面经纱层之间形成梭口,易于将纬纱插入指定方向,平面经纱穿过两个平行的孔板。顶板可以沿经纱滑动,底板固定经纱末端,使得织造过程更加简便。
日本采用碳纤维三向正交圆筒编织结构开发了M-V运载火箭一级发动机3D-C/C喉衬(见图1-9),该结构径向、环向和 Z 向三个方向的纤维体积分数均为16%,预制体密度约为0.85g/cm 3 ,该结构外径尺寸达1100mm,喉径尺寸约600mm,高约350mm。
图1-8 Weinberg优化设计的三维织机示意图
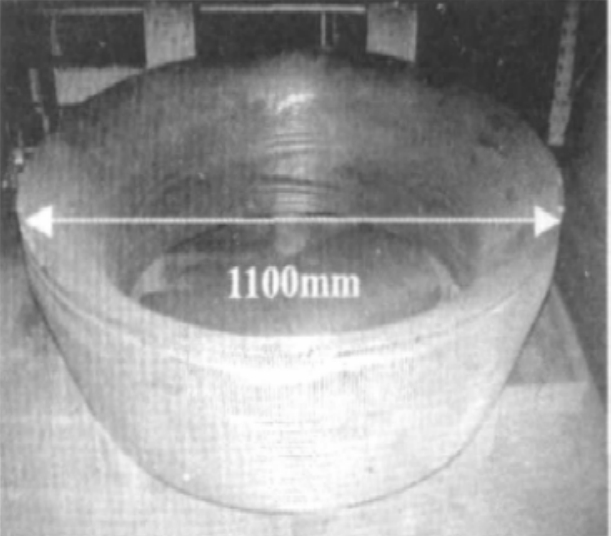
图1-9 三向正交圆筒编织结构大型3D-C/C喉衬
在正交机织法方面,国内研究了三维全机织法,根据所需截面的形状,由目板定位 Z 向经纱,通过开口机构在需要引纬纱的位置形成 X 向或 Y 向梭口,打紧后最终得到织物。天津工业大学研究了三维多剑杆织机正交机织法,其特点是依靠综框的升降使得经纱形成多层梭口,继而引纬剑带动纬纱穿过梭口,最后由织边装置形成布边,重复如此循环最终得到织物。东华大学自2005年就成功试制出我国第一台全自动三维正交织机,并开展了关于三维正交织机和织物的研究,可以织造截面为工字形、π形、三明治结构等各种三维结构件。机械科学研究总院提出了复合材料数字化柔性导向三维织造成形方法,开展了基于数字化导向模板的复合材料三维织造方法成形工艺及成形装备研究,并将基于PMAC卡的开放式数控系统用于三维织造试验平台的搭建。该系统能够实现32轴联动控制,非常适合织造设备的开发。同时,先进成形技术与装备国家重点实验室中建立了复合材料成形实验室,主要开展复合材料三维织造成形原理、成形工艺及装备研究,连续纤维复合材料增材制造成形技术及装备研究等工作,为大型复合材料构件数字化、高性能、精确化成形提供技术支撑。
三维编织法中纤维的交叉情况如图1-10所示。纤维在三维空间中相互交织交叉在一起,不但在平面内相互交织,而且在厚度方向亦相互交织,从而形成了一个不分层的整体结构,提高了编织件的整体性能,将得到的预制体经树脂浸渍后最终形成制件。
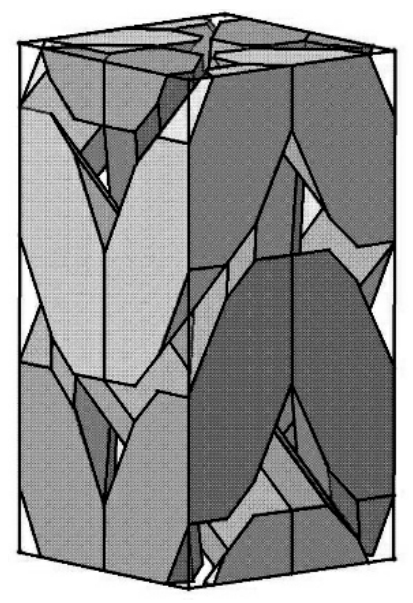
图1-10 三维编织纤维交叉情况
Quadrax Advanced Materials公司提出四步法加工工艺,杜邦公司开发了两步法加工工艺,对三维编织的工艺理论进行了研究。此项技术的发展促进了多向增强复合材料在航空工业中的应用,受到了各工业发达国家的极大关注,美国3TEX公司、德国Herzog公司的三维编织机如图1-11所示。
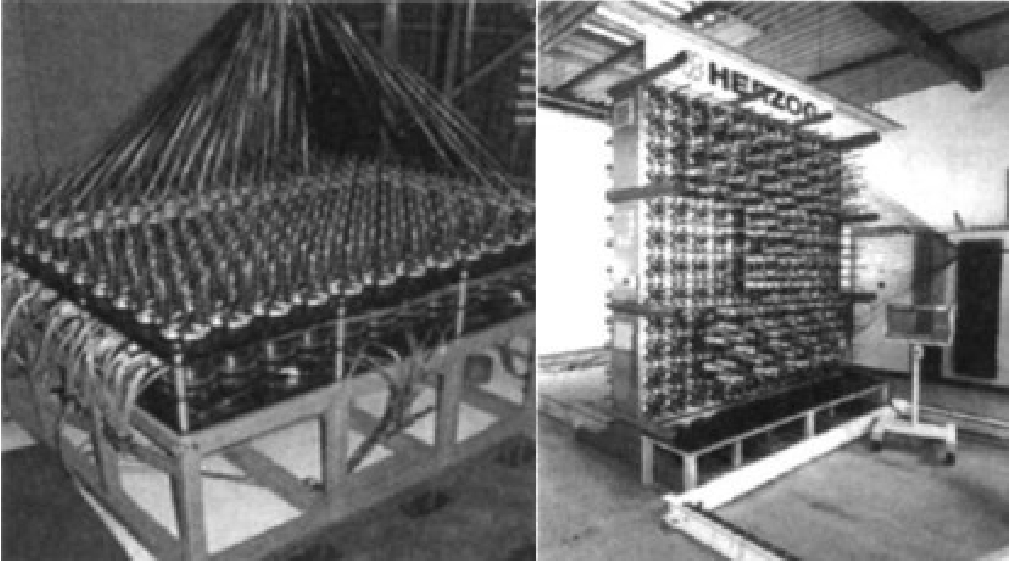
图1-11 美国3TEX公司和德国Herzog公司的三维编织机
近几年,美国3TEX公司、德国Herzog公司、日本京都工艺纤维大学等都开发了先进的三维织造机,运行速度较高,配合专用的大容量携纱器可实现更大轴向尺寸预制体的编织。美国3TEX公司发明了一种自动三维编织机和方法(见图1-12),可生产复杂、无缝结构的预制体,且预制体是通过交错与非交错纤维系统编织而成,可编织35种截面形状的预制体结构。
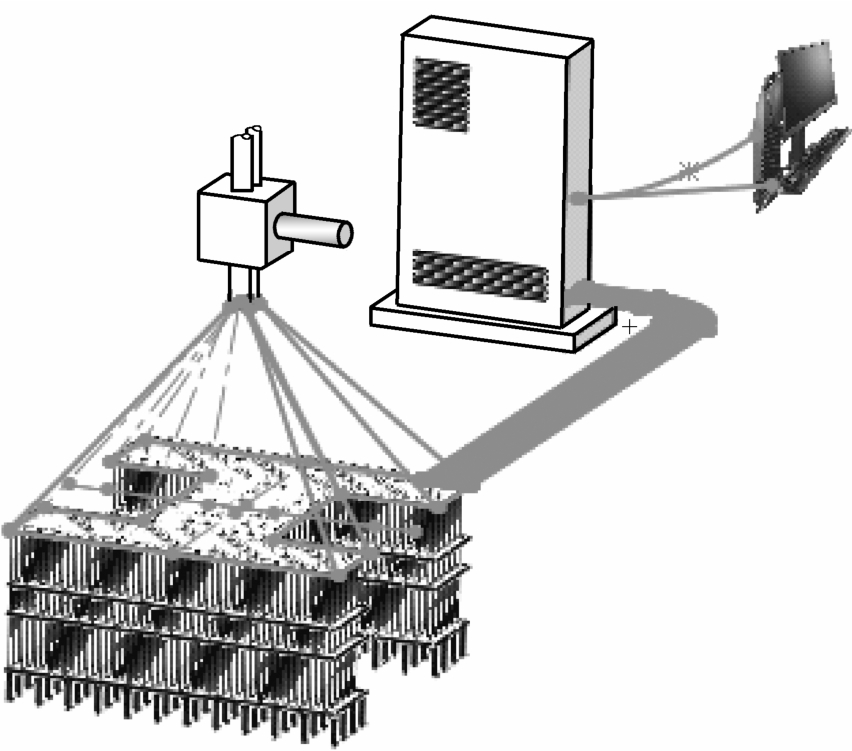
图1-12 美国3TEX公司的自动三维编织机原理
法国国立高等纺织工艺学校(ENSAIT)开发了多轴三维编织机(其主要编织区见图1-13),解决了织造带中纱线存在偏差的问题。
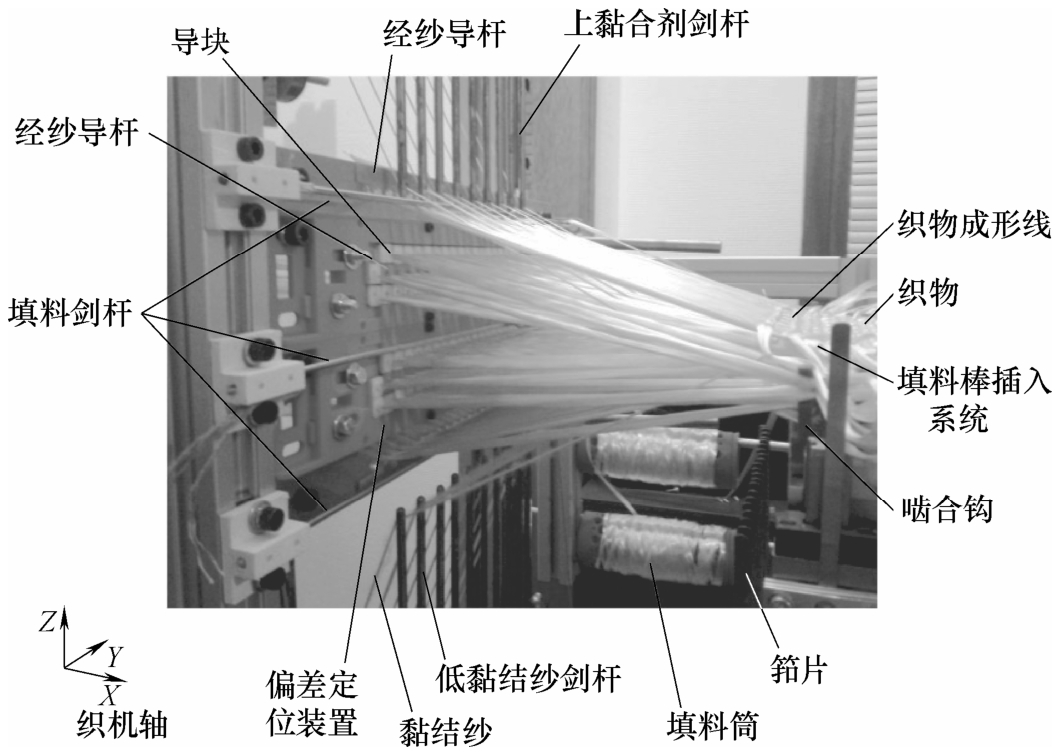
图1-13 法国ENSAIT多轴三维编织机
图1-14所示为亚特兰大研究所生产的三维织造件。然而,三维编织技术多数情况下只用于制备截面尺寸变化较小的预制体,对于复杂结构的预制体需通过在编织过程中改变纤维排布或数量,使得加工工序复杂化,不易于自动化控制。
随着国内对三维编织复合材料研究的逐渐深入,对三维编织复合材料成形技术的研究已经取得了许多成果,也相继开发了多种三维编织成形设备,常见的三维编织机主要有圆形模块式组合三维编织机和矩形模块式组合三维编织机。北京柏瑞鼎科技有限公司发明的三维旋转编织机实现了轴向尺寸更大的预制件的编织,如图1-15所示。

图1-14 三维织造件

图1-15 北京柏瑞鼎三维旋转编织机
北京航空航天大学对传统四步法三维编织工艺进行了改进研究,通过合理排布和增加轴向纱,使得加工得到的编织预制体不仅包含了传统四步法编织预制体中的所有轴向束,在其余的编织束交叉空隙中也加有轴向束,显著提高了预制体的轴向性能。图1-16所示为采用改进编织工艺前后纱线排布的对比。
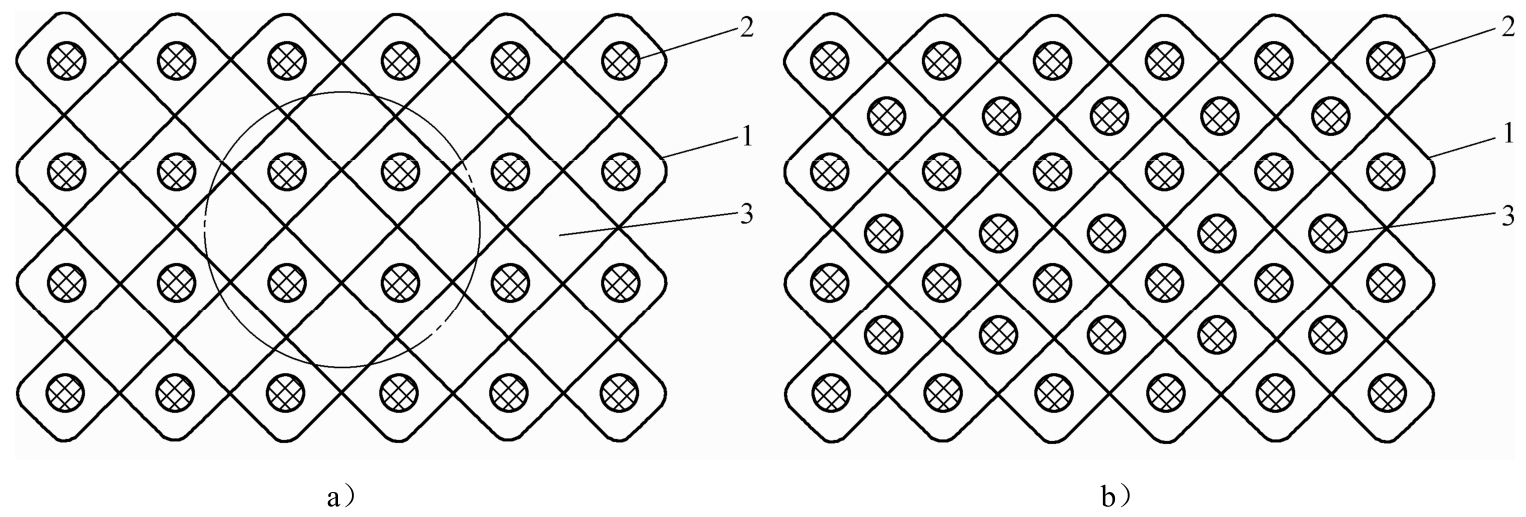
图1-16 四步法三维编织的纱线排布
a)传统四步法 b)改进后的四步法
1—编织束2—轴向束3—空隙
天津工业大学开发了一种新型多轴三维编织预成形和编织技术,由多层不同的纱集,包括偏差、扭曲、填充并将 Z 向纱层排列和锁定在一个矩形框中。其预成形原理图如图1-17所示。
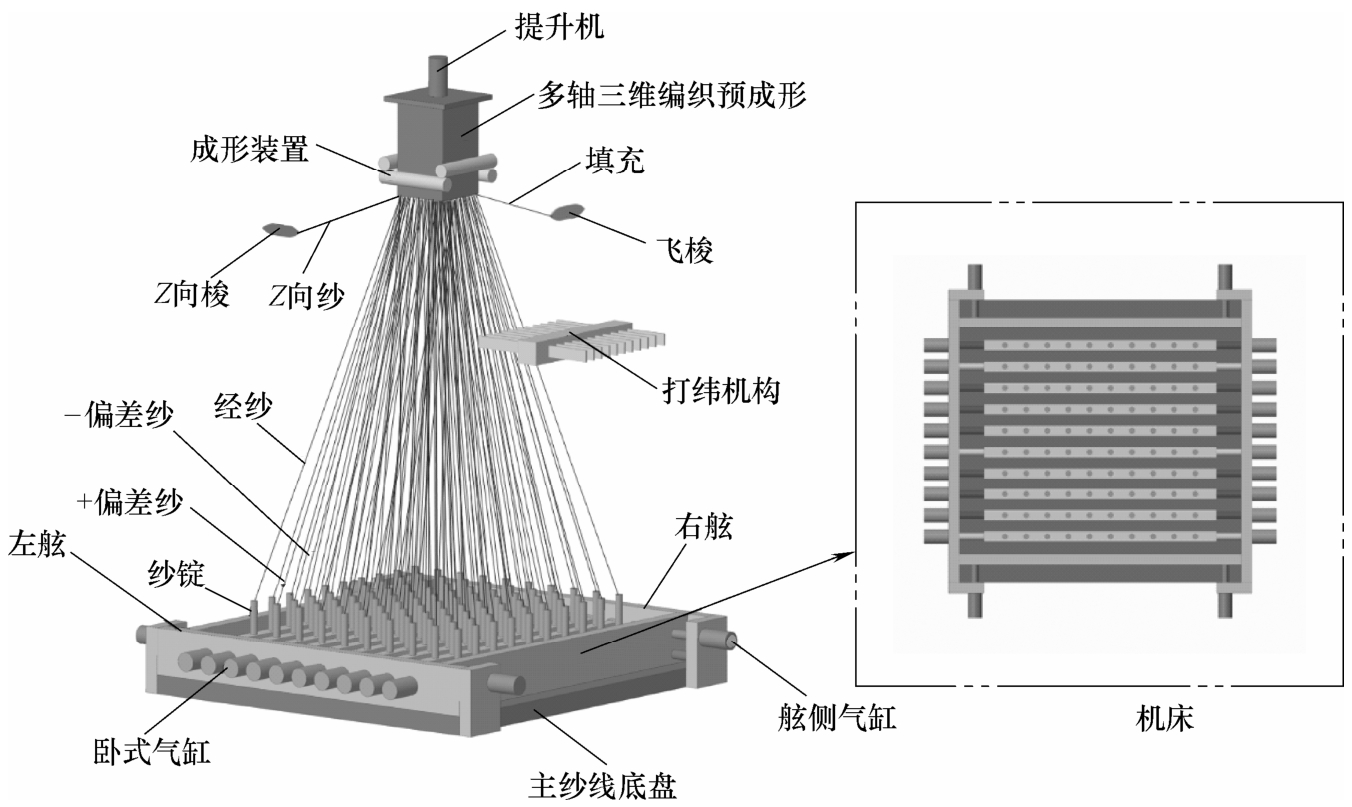
图1-17 天津工业大学开发的新型多轴三维编织预成形原理图
缝合法基本原理是利用成熟的缝纫工艺将二维平面织物加工成三维预制体,将得到的预制体经树脂浸渍后最终形成制件。缝合生产工艺简单,成本较低,被各国认定是一种有潜力的加工技术。图1-18所示为缝合编织的3种纤维排布形式。此编织法在分层上仅有几排纤维束互相交织,并且由于受到缝合工艺的限定,仅被应用在加工垂直方向的缝合,对于曲面预制体的加工仍有局限性,且对预制体的厚度有一定的限制。
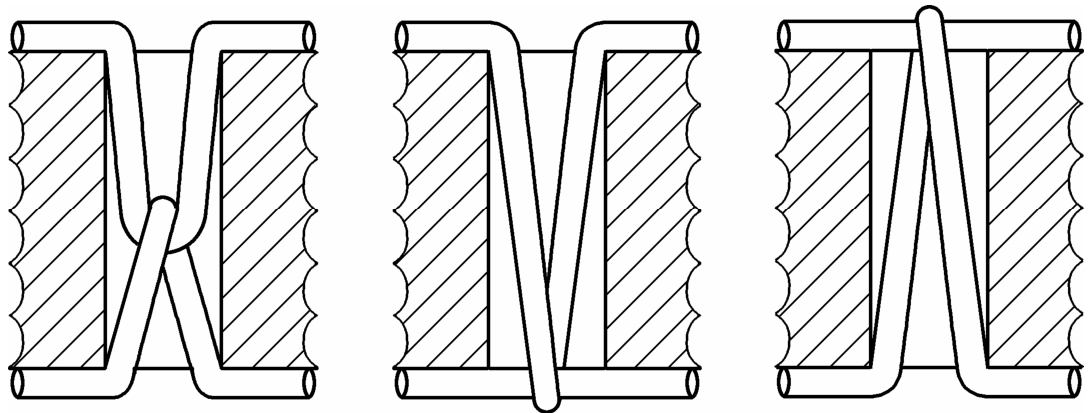
图1-18 缝合编织的纤维排布
图1-19为机缝示意图,缝合使原来纤维的排列受到影响,造成面内纤维损伤,复合材料中出现不连续点,引起局部应力集中。
德国LIBA公司研制的多轴向缝编机可平行铺放6层或6层以上的纱线,这些纱线由缝编纱捆绑在一起,形成具有一定厚度的织物,如图1-20所示。
Wilkens发明了一种多轴向缝合织物及相应设备,由经纱、纬纱、斜向纱线及缝合纱线组成,依次将0°方向经纱、45°方向纱线、-45°方向纱线和90°方向纬纱叠加布置,最后通过缝合纱线将经纱、纬纱和斜向纱线缝合在一起,组成多轴向织物。织物结构如图1-21所示,织造设备示意图如图1-22所示。
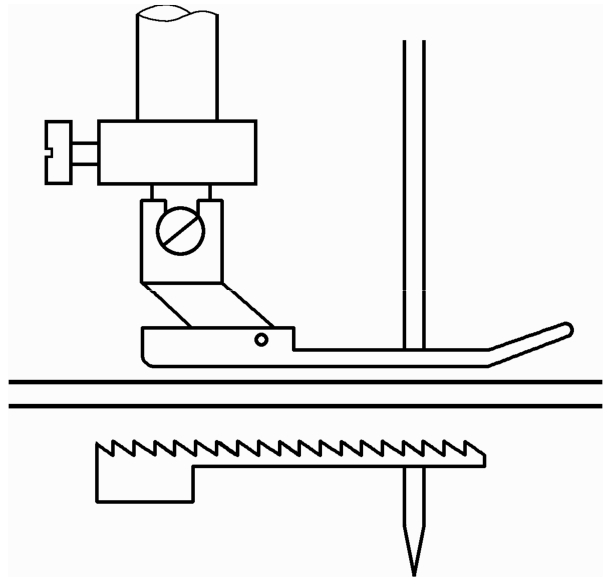
图1-19 机缝示意图
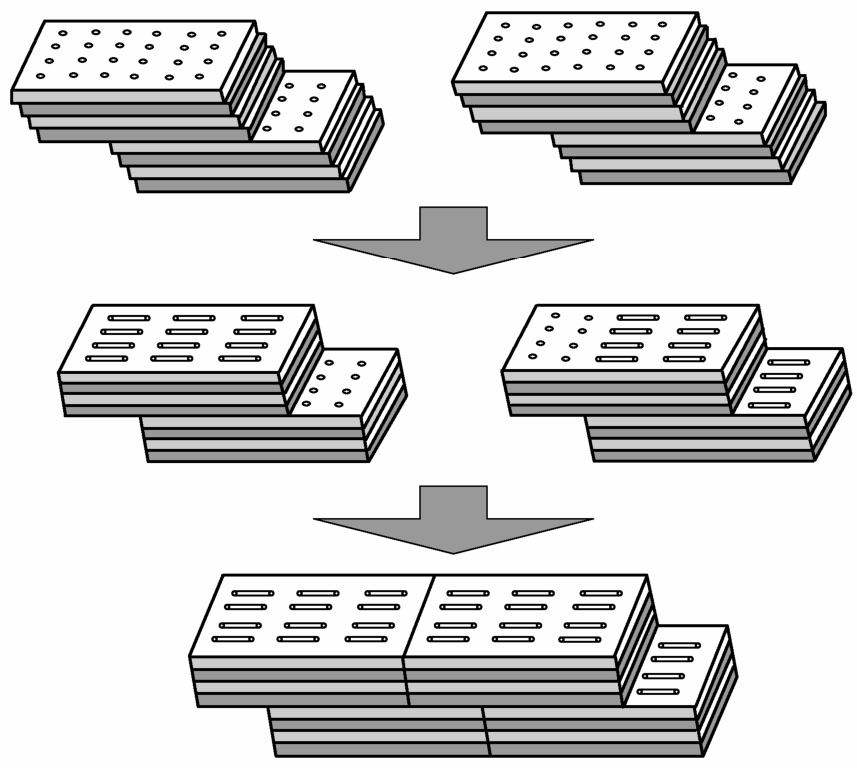
图1-20 缝合路径示意图
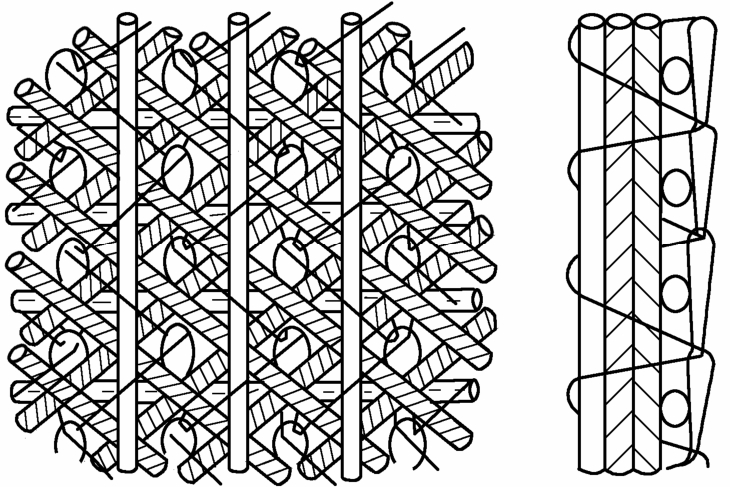
图1-21 多轴向缝合织物结构图
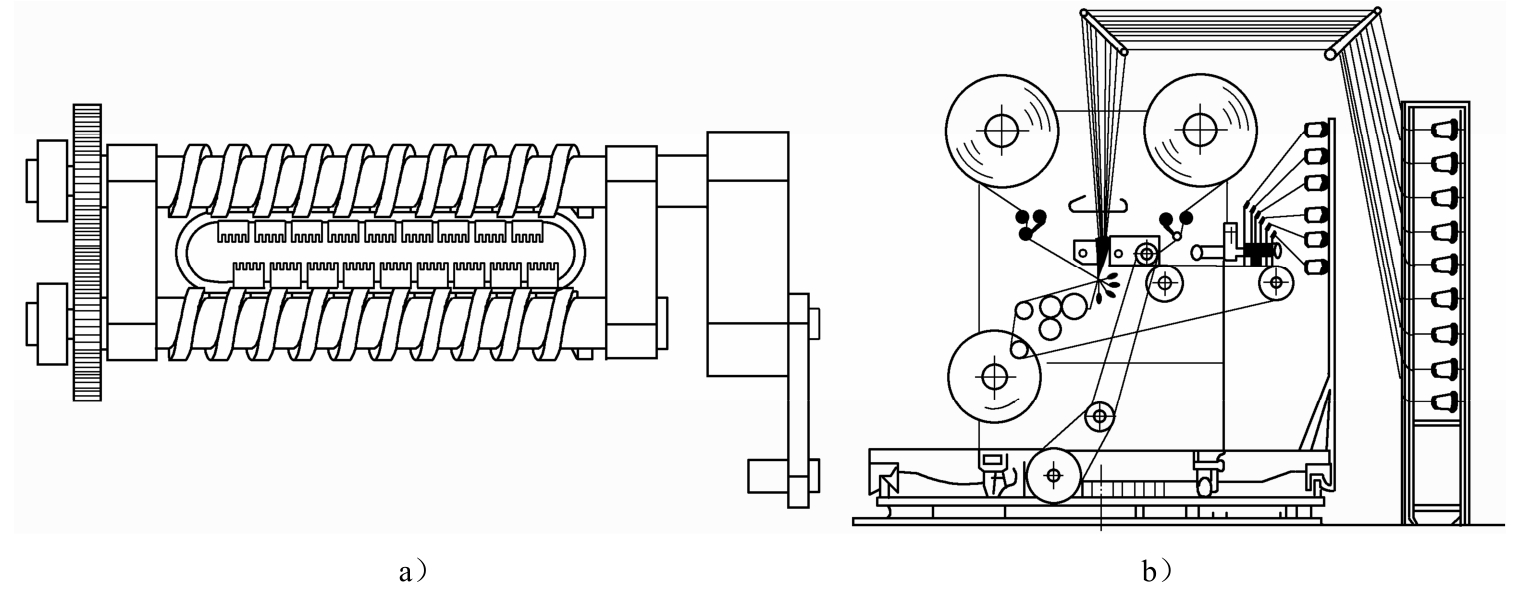
图1-22 多轴向缝合设备示意图
a)斜向纤维牵引机构 b)缝合设备主体
Wunner基于上述多轴向缝合织物,优化设计了一种多轴向织机(见图1-23),由四组纱线机构组成,分别是斜向纱线系统、纬纱系统、经纱系统和缝合纱线系统(见图1-23a),所有的纤维层均由缝合纱线锁紧,完成多轴织物的织造。
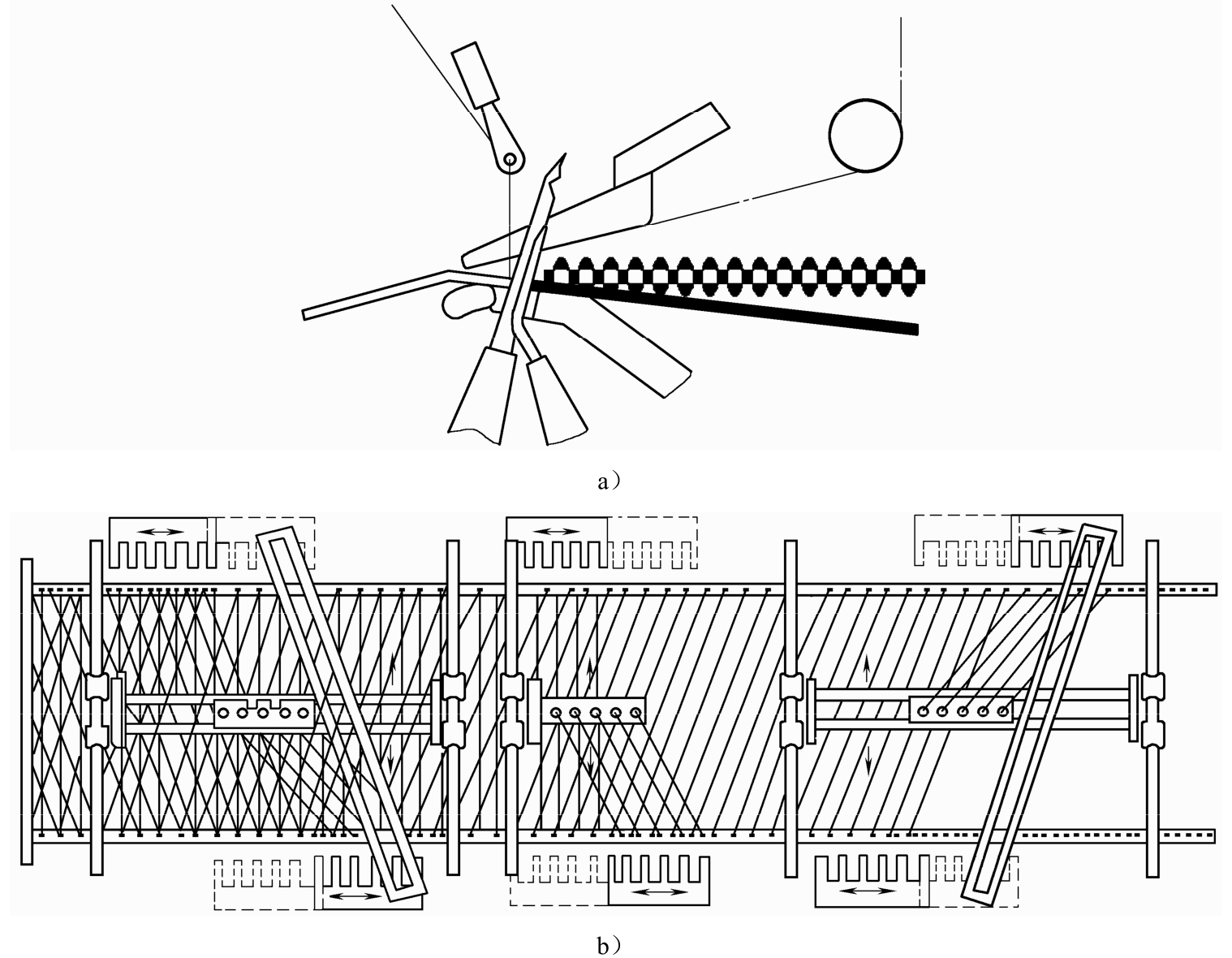
图1-23 多轴向织机示意图
a)缝合纱线系统 b)设备主体
该多轴向纱线缝合成形方法还可以实现复杂结构复合材料预制体的成形,通过多向纤维的设计组合,将不同区域进行依次缝合成形,最后整体缝合实现复杂结构预制体的织造成形,如图1-24所示。
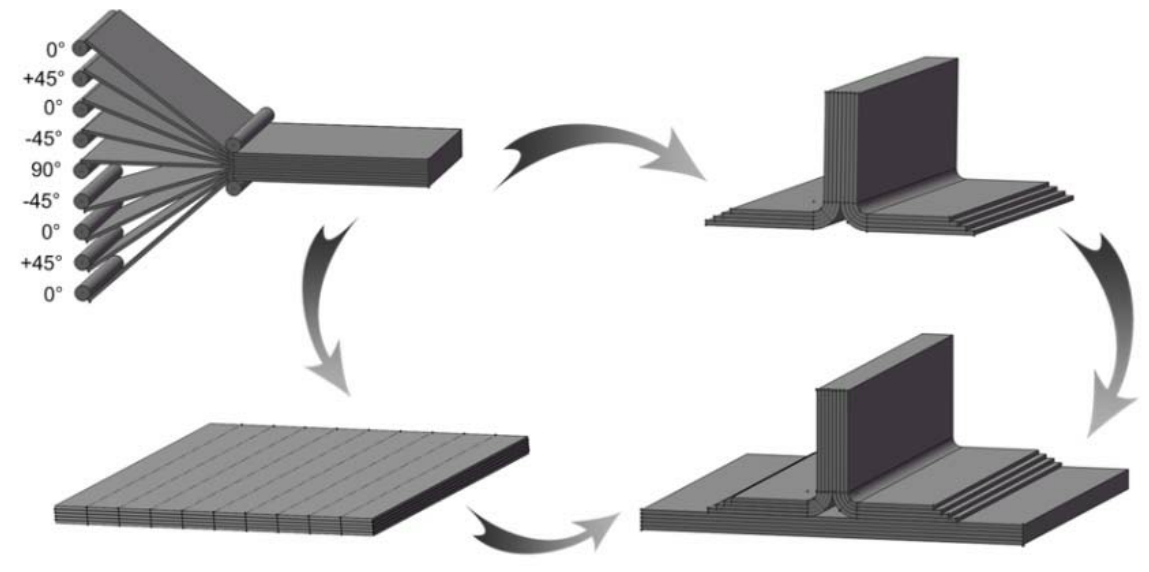
图1-24 复杂结构复合材料预制体的多轴向缝合成形流程
美国国家航空航天局(NASA)和波音公司均已经开发了该多轴向缝合结构复合材料构件,例如飞机机翼的复杂蒙皮结构,如图1-25所示,由2~20层不等的纤维层缝合而成,该结构复合材料具有较高的损伤容限。
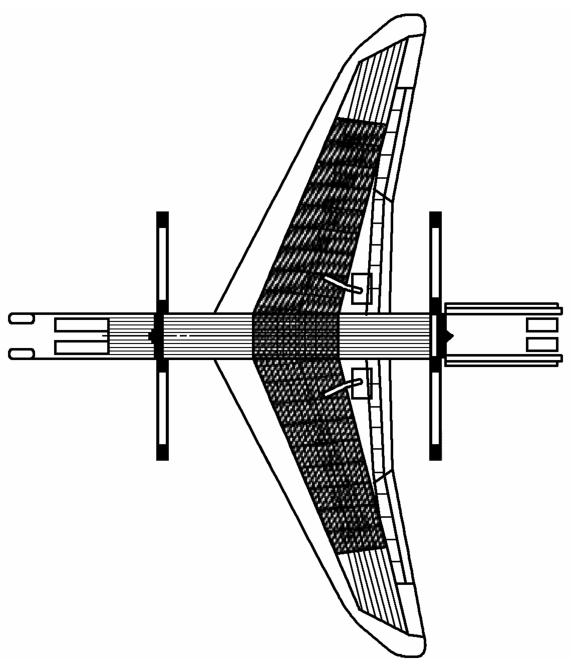
图1-25 机翼蒙皮
20世纪80年代末,NASA就提出了为期14年的先进复合材料技术研究计划。自此,美国开始大力发展缝纫设备,1992年波音公司将机械技术和缝合技术结合起来,设计制造出了由多台计算机控制的多针头缝合机。德国KSL公司也已研究出了多种型号的三维缝合设备,并提出了机器人纺织复合材料缝合的思想,已经研制出KL500、KL502等型号的缝合机器人单元。此外,德国ALTIN Naehtechnik也开发了缝合机器人,可以织造高模量纤维三维立体织物,如图1-26所示。

图1-26 德国ALTIN Naehtechnik缝合机器人
不同于三维机织、编织等复合材料成形方法,非织造织物是首先将纤维进行预处理,获得纤维棒或者纤维布、纤维毡等半成形的纤维材料,通过针刺、穿刺等成形手段,将半成形的纤维材料织造形成复合材料预制体。目前,主要的非织造方法有针刺成形方法、细编穿刺成形方法,以及轴棒法和径棒法。
针刺成形主要采用一种带有倒向钩刺的特殊刺针将堆叠好的材料在厚度方向进行针刺,在刺入时,倒钩带住预制体内的纤维运动,倒钩针回升时,纤维脱离钩刺以几乎垂直状态留在预制体内,从而在厚度方向引入纤维,使网胎成为一体,同时由于摩擦作用而使网胎压缩,形成平面和层间均有一定强度的准三维网状结构增强体。
针刺预制体成形根据成形材料主要分为四种,分别为预氧化纤维布与预氧化纤维网胎、碳纤维布与碳纤维网胎、整体毡、无纬布与网胎。
(1)预氧化纤维布与预氧化纤维网胎 采用预氧化纤维布与预氧化纤维网胎的代表为法国欧洲动力装置公司(SEP)发明的Novoltex,如图1-27所示。SEP公司采用Novoltex工艺研发了三级喷管,可实现直径从1.1m扩大到2.1m,长度可达2.5m,如图1-28所示。
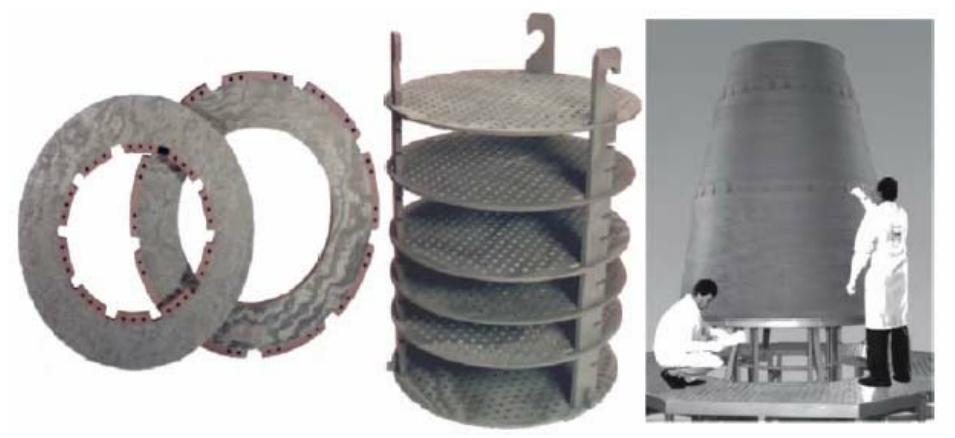
图1-27 Novoltex应用在飞机刹车和固体火箭领域
图1-28 Novoltex工艺三级喷管
a)收缩状态 b)展开状态
(2)碳纤维布与碳纤维网胎 碳纤维布与碳纤维网胎针刺预制体Naxeco采用碳布/碳纤维网胎针刺,省去了高温碳化工艺,节省时间和经费;纤维力学性能提高,可提高最终制品性能和可靠性等。采用Naxeco设计的P80喷管如图1-29所示。
图1-29 P80喷管结构
法国SEP公司研发的Novoltex与Naxeco两种工艺,针对不同形状的制品均设计有专门的设备进行制备,如圆柱体、锥形、钟形以及平板等。例如,制作薄壁回转体构件时,Novoltex预制体针刺时纤维沿子午线和锥体的环向排布,带状织物采用边缠绕边针刺方式,Naxeco预制体针刺时纤维沿±45°方向铺设。
(3)整体毡 整体毡针刺预制体是将经过裁剪的碳布和网胎(短纤维无序分布的薄毡)进行铺叠,用一种带有倒向钩刺的特殊刺针,将堆叠好的碳布和网胎在厚度方向进行针刺。刺入时,倒钩带住网胎中的纤维运动,倒钩针回升时,纤维脱离钩刺以几乎垂直状态留在毡体内,从而在厚度方向引入纤维,使网胎成为一体,同时由于摩擦作用而使网胎压缩,形成平面和层间均有一定强度的准三维网状结构增强体刺针的结构。
(4)无纬布与网胎 无纬布与网胎针刺预制体是采用无纬布和网胎层交替铺层,无纬布层0°和90°交替铺放后进行针刺,将网胎纤维带到 Z 向,使预制体成为整体。该预制体结构示意图如图1-30所示。
图1-30 无纬布与网胎针刺预制体结构示意图
细编穿刺预制体是机织碳布与正交非织造三向织物的组合织物,将碳布置于 Z 向钢针矩阵上端,在穿刺模板的推动下 Z 向钢针整体穿刺,并沿钢针下移、加压密实。重复以上过程至设定高度后,再由碳纤维逐一替代 Z 向钢针,制成碳布整体穿刺。该细编穿刺工艺如图1-31所示。
图1-31 细编穿刺三维织物生产工艺
天津工业大学针对细编穿刺成形方法,开发了一套钢针储存及施放机构,如图1-32所示。对于直径1.2mm、长度360mm的钢针,通过专用控制系统,实现了100根钢针施放。
图1-32 钢针储存及施放机构示意图
轴棒法和径棒法都是以浸渍树脂的碳纤维通过拉挤工艺制成纤维棒和纤维作为基本的编织基元,纤维棒有圆形、方形、多边形等多种截面形状。根据预制体形状和尺寸要求,设计特殊工装和夹具,准确方便地铺放和固定纤维棒,最终形成平衡和稳定的编织结构。当采用纤维棒和纤维同时织造时,称为软硬混编法。采用纤维棒构成轴向( Z 向)增强网络,在垂直于轴向的平面(XY平面)上沿60°、120°、180°三向铺设碳纤维丝束,实现三维四向预制体的织造,4D轴棒法编织预制体工艺过程如图1-33所示,软硬混编预制体结构如图1-34所示。
图1-33 4D轴棒法编织预制体工艺过程
图1-34 软硬混编预制体结构示意图
径棒法编织的预制体结构很大程度上依托芯模孔洞排布方式,径棒以芯模为基底,沿芯模半径方向置入,形成螺旋排布,环向纱线沿芯模周向进行排布,另一部分纤维束沿径向棒间隙进行铺设,如图1-35所示。
图1-35 径棒法预制体结构示意图
机械科学研究总院针对航空航天、国防军工对复杂、厚实、变截面预制体自动化制造的迫切需求,发明了一种复合材料柔性导向三维织造成形方法(3D Composites Flexible Weaving,3D-CFW),如图1-36所示。采用CAD软件建立复合材料制件的三维CAD模型,并根据CAD模型轮廓信息自动进行数字化导向模板以及分层编织路径设计,驱动数控设备进行三维结构复合材料的数字化织造,从而实现复杂构件的变截面降维、精确织造。
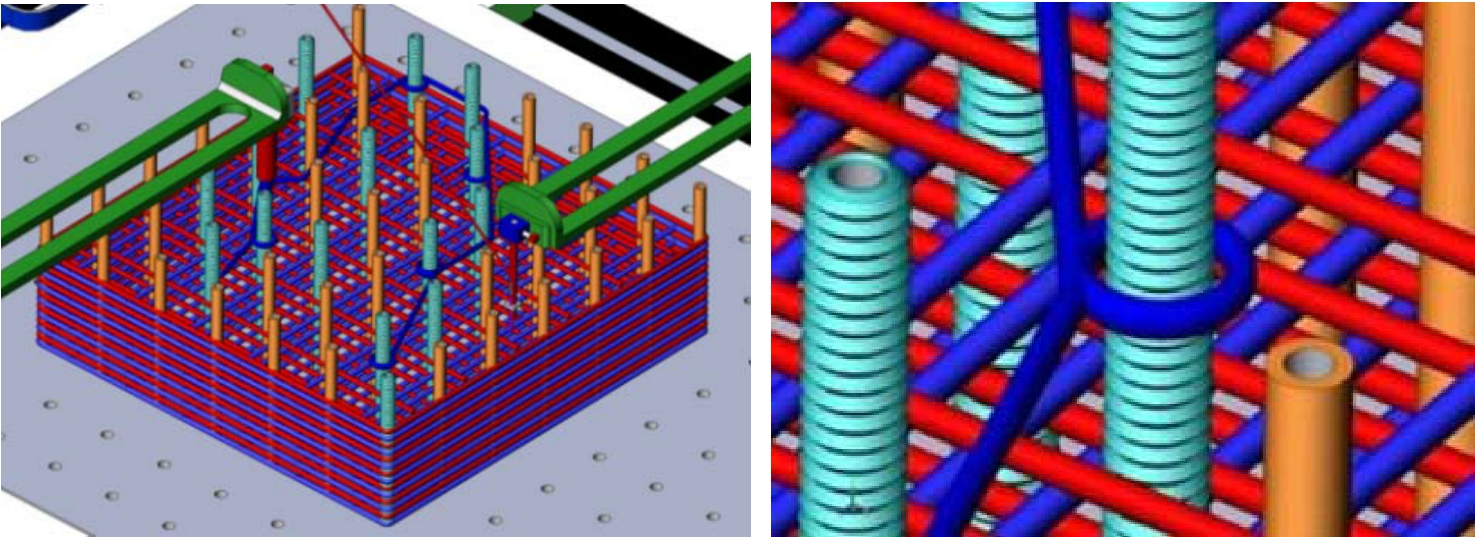
图1-36 柔性导向三维织造成形原理示意图
导向模板可依据复合材料制件的尺寸和形状要求进行结构参数设计,织造时纤维束沿导向套轴向由下向上一层一层织造。原则上,织造得到的预制体沿厚度方向的尺寸不受织造工艺限制。此外,依据复合材料制件的形状、尺寸,也可对导向结构的材质和表面结构特征进行设计。织造过程中,纤维由CAD驱动的织造系统牵引,织造过程可控性强,自动化程度高,耗时短。
其中,导向结构也是一种三维结构复合材料的 Z 向增强体,这种 Z 向增强体不仅是柔性的纤维丝束,还可以是具有一定支撑功能的刚性材料。导向结构预先固定在导向模板上,纤维束以导向结构为节点进行织造,有效避免了纤维束的二次损伤。