
下载掌阅APP,畅读海量书库
立即打开



汽车模型自动化生产线主要模拟汽车模型的零件出库、加工、检测、喷涂、装配、入库等生产工序,其生产流程如图2-1所示。

图2-1 汽车模型自动化生产线生产流程
生产线生产过程如下:
托盘在传送带移动到指定位置后,三轴直角坐标机械手通过直线运动和旋转运动将汽车零件按照车轮、车尾、车头、车身、底盘的顺序放入托盘。小车零件托盘的三维结构如图2-2所示。
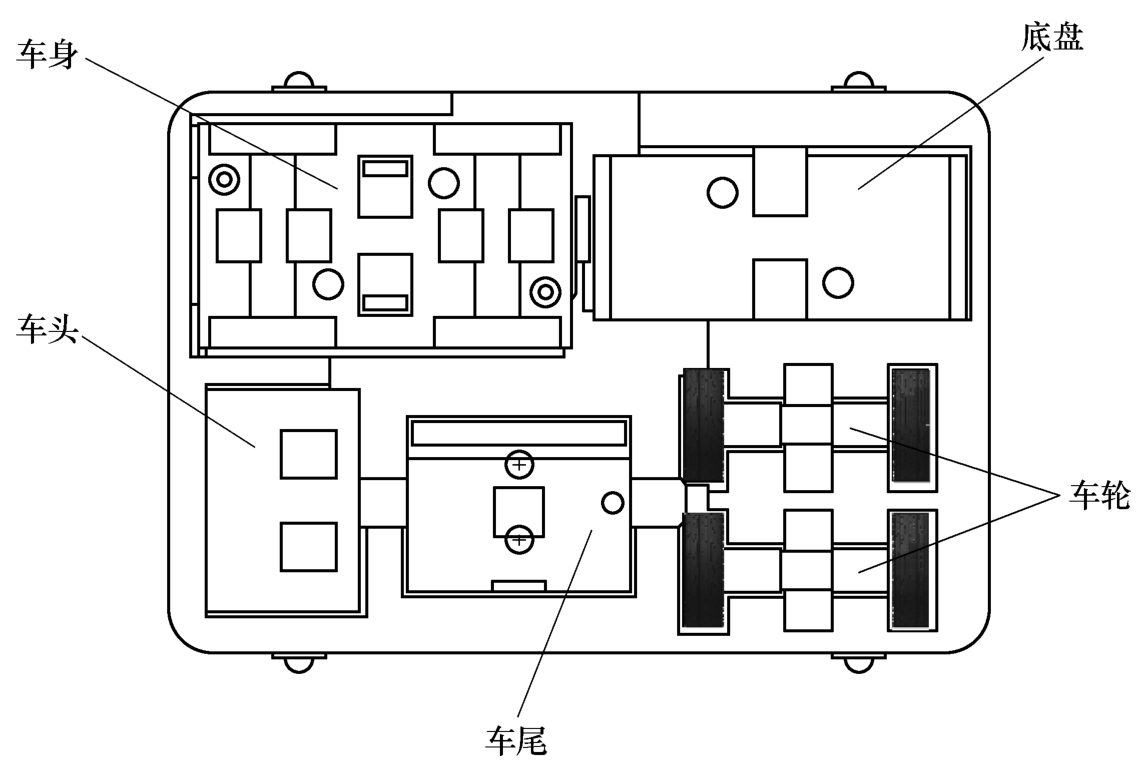
图2-2 小车零件托盘的三维结构
2.零件加工 (打磨、钻孔)
完成零件出库工序后,传送带将托盘传送到电主轴加工单元,机械手上的夹爪将小车车身夹取到指定位置后,进行电主轴打磨加工。打磨加工完成后,再由传送带传送至钻孔加工单元进行钻孔加工。零件加工前后对比如图2-3~图2-6所示。
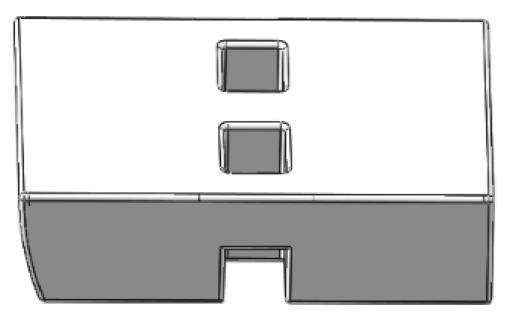
图2-3 打磨加工前
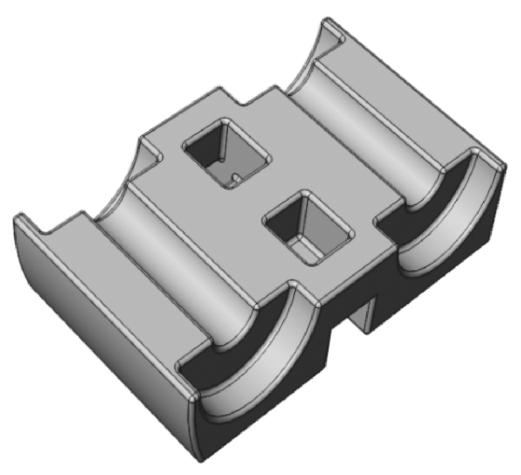
图2-4 打磨加工后
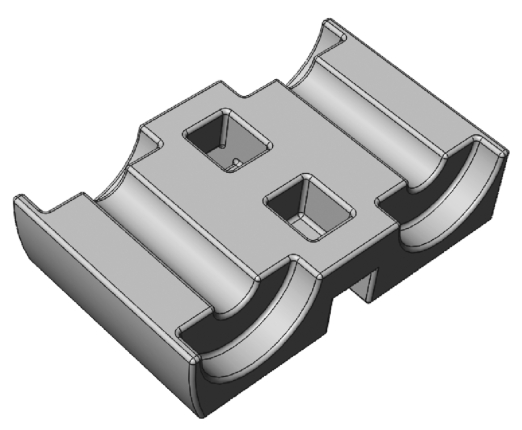
图2-5 钻孔加工前
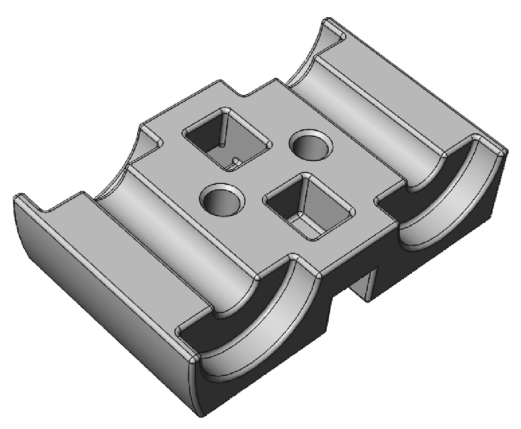
图2-6 钻孔加工后
完成打磨、钻孔工序后,传送带将小车托盘传送至加工检测单元,并联机器人将小车组件夹取放置于加工检测工作平台上,对小车组件进行孔尺寸检测。
完成零件尺寸检测工序后,传送带将小车托盘传送至喷涂中心单元,机械手将小车组件夹取放置于指定位置进行喷涂,观察检测喷涂完成的零件表面颜色是否均匀。装配元件喷涂前后对比如图2-7和图2-8所示。
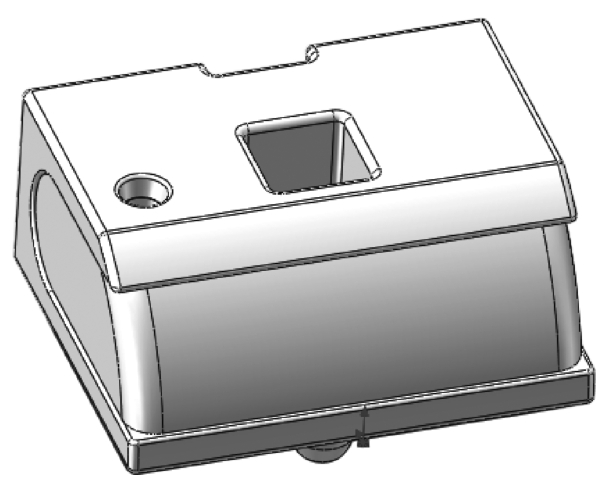
图2-7 喷涂前
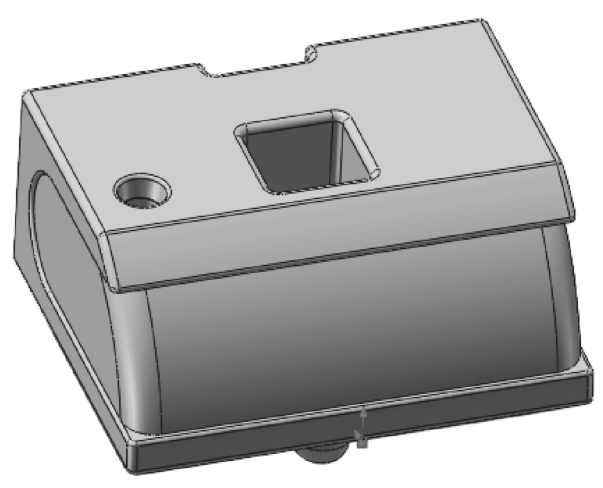
图2-8 喷涂后
完成小车零件喷涂工序后,进行装配,传送带将托盘传送至车身装配单元,机械手夹取车身放置于装配工作台上,然后依次夹取放置每一个零部件,直至完成整体装配。小车装配体如图2-9所示。
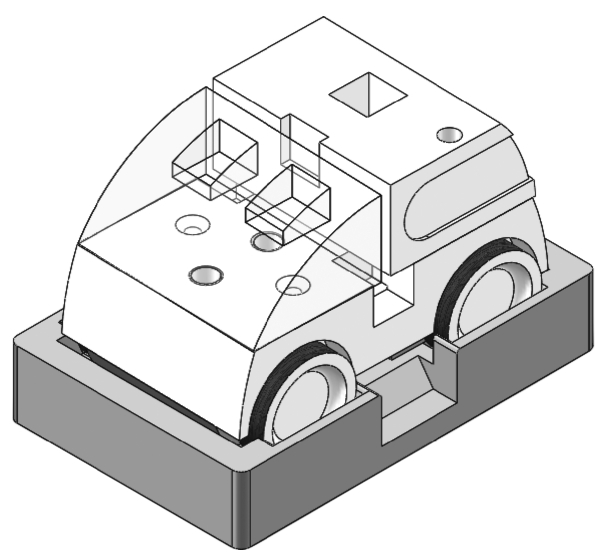
图2-9 小车装配体
完成车身装配工序后,传送带将托盘传送至小车入库单元,机械手将小车夹取放置于货仓中的存放位置。
汽车模型柔性自动化生产线主要由零件出库单元、零件加工单元(电主轴加工单元、钻孔加工单元)、加工检测单元、喷涂中心单元、车身装配单元、小车入库单元,以及人机交互界面组成。汽车模型柔性自动化生产线的三维视图如图2-10和图2-11所示。
汽车模型柔性自动化生产线的各单元关系如图2-12所示。
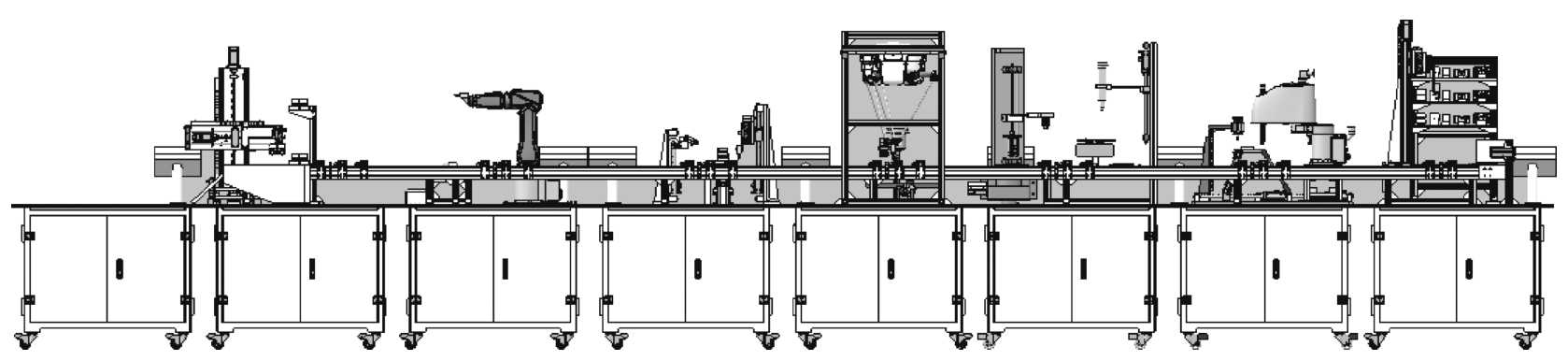
图2-10 汽车模型柔性自动化生产线主视图

图2-11 汽车模型柔性自动化生产线俯视图
汽车模型柔性自动化生产线主要组成单元的功能如下:
配置传感器系统,实现装配工件的智能自动仓储管理。
配置传感器系统,实现装配工件的自动上、下料与加工。
实现装配工件的自动钻孔。在工作台上对工件装夹定位后,钻头依次对工件平面多点位钻孔。
实现装配工件的加工检测功能。汽车模型组件钻孔加工完成后,通过视觉功能模块提取图像,开展数据分析,进行孔尺寸检测。
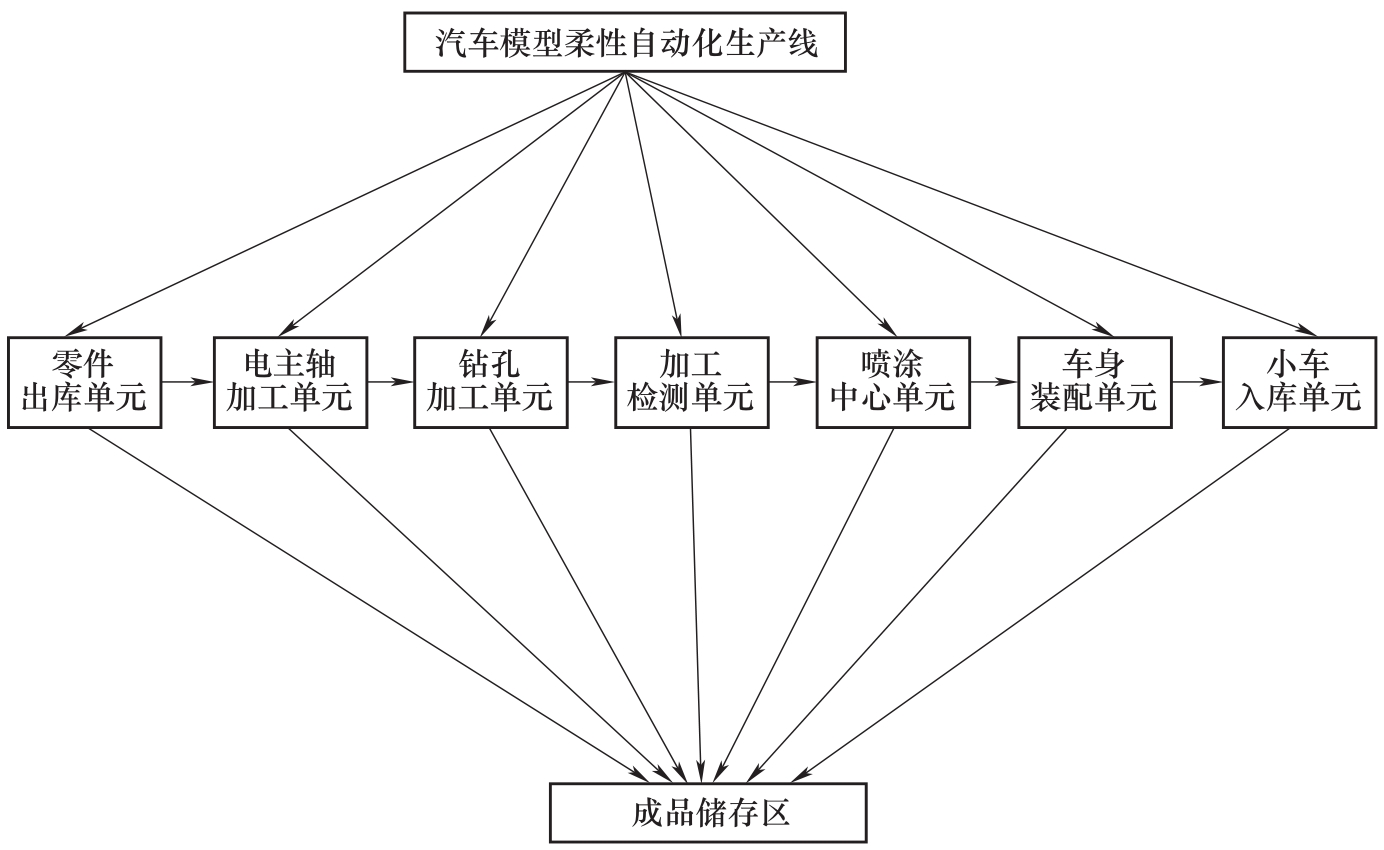
图2-12 汽车模型柔性自动化生产线的各单元关系
配置传感器系统,实现装配工件的上、下料与自动化喷涂。
机械手依次夹取装配工件,将其放置于装配工作台上进行装配,实现工件装配自动化。
配置传感器系统,实现装配好的汽车模型自动仓储与管理。
汽车模型柔性自动化生产线的装配过程,是先把零件出库单元、电主轴加工单元、钻孔加工单元、加工检测单元、喷涂中心单元、车身装配单元及小车入库单元等每个单体工作站的装配体组装在一起,然后把传送带安装到工作台上,从而完成整个自动化生产线的组装。
根据生产的实际情况,本设计中的汽车模型柔性自动化生产线传送机构采用带传送机构,带传动机构的结构设计将从以下几个方面开展。
对带传动进行计算。
1)确定计算功率 P ac 。
P ac = K A P =1.1×0.75kW=0.825kW
其中, P 为电动机输出功率(kW)。根据带传动工作情况系数,查表可得载荷变动 K A =1.1。
2)选择带型。
根据计算功率 P ac =0.825kW,小带轮转速 n 1 =1390r/min( n 1 为电动机输出轴转速),选择SPZ型窄V带。
3)确定带轮基准直径 d 1 、 d 2 。
初选小带轮的基准直径 d 1 =70mm。
验算带的传动速度 v (π取3.14)

本设计传送带可调变速,可以在有限范围内进行速度调节。其传动比范围为1∶1~1∶1.3,从动轮的直径 d 2 =80mm。
4)确定中心距 a 和带的基准长度。
在本设计中,两个不同的可调节的变速轮的中心距
a
=160mm。根据带传动的几何关系计算所需带的基准长度
 。
。

代入数据计算,得到
 =555.77mm,根据基准长度选择带长为560mm。
=555.77mm,根据基准长度选择带长为560mm。
5)验算主动轮上的包角 α 。

6)确定带的根数 Z 。
其中,包角修正系数 K α =0.92,长度系数 K L =0.93,单根V带的基本额定功率 P 0 =0.93kW,Δ P 0 =0.22kW。
因此

故选择1根SPZ型窄V带。
7)确定带的预紧力 F 0 。

其中, p ac 为计算功率(kW), Z 为带的根数, v 为带的传动速度(m/s), K α 为包角修正系数,查表可得数值为0.92, q 为V带单位长度质量,本设计选取 q =1.1kg/m。
8)计算带传动作用在轴上的力 F p 。

根据以上设计计算数据分析,本设计中汽车模型柔性自动化生产线的带传送机构选用SPZ型窄V带,主动轮的基准直径为70mm,从动轮的直径为80mm,两个带轮的中心距为160mm,带长为560mm。因为本设计中有两个可以调节的带轮,所以要设计一个张紧轮安装在传送带松边入口处,这样才可以保证在调节速度的过程中,V带有合适的张紧力,以防止V带工作时因张紧力过小发生打滑。容量相同的三相异步电动机,一般有3000r/min、1500r/min、1000r/min和750r/min四种同步转速。电动机同步转速越高,磁极对数越少,外部尺寸越小,价格越低。但是,电动机转速越高,传动装置总传动比越大,会使传动装置外部尺寸增加,增加制造成本。而电动机同步转速越低,其优缺点则相反。综合考虑以上因素,本设计选用Y802-4型电动机,主要参数:额定功率为0.75kW,额定转速为1390r/min,最大转矩为2.3N·m。
汽车模型柔性自动化生产线传送带的主要功能是根据生产流程,将汽车模型零件托盘传送到某个工作台上的加工工位,固定托盘后对托盘上的零件进行加工,加工完成后,将零件放回托盘,然后传送带将零件托盘传送至下一个工作台的加工工位。
作者基于SolidWorks软件开展了汽车模型自动化生产线传送带的三维结构设计,设计步骤如下:
1)根据生产线传送带实际总长(8407mm)和总宽(240mm),在SolidWorks软件中绘制传送带侧面草图,使用拉伸功能建立传送带主体三维模型。
2)传送带的主体三维模型设计完成后,再开展传送带支架、底座等配件的设计。首先,选择传送带支架材料和型号,根据实际情况,传送带支架材料选择欧标铝型材4040-2.0标准款;然后开展支架的三维结构设计;最后开展底座的三维结构设计,传送带支架的二维视图如图2-13和图2-14所示。
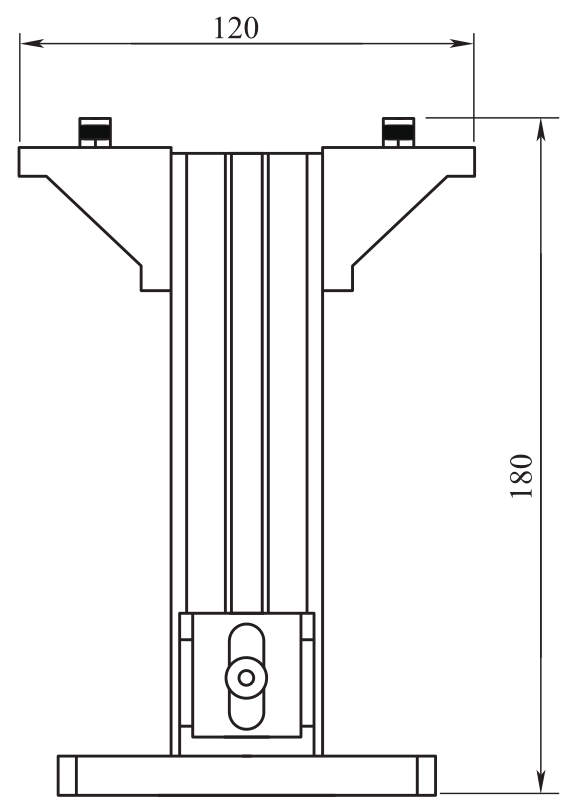
图2-13 传送带支架左视图
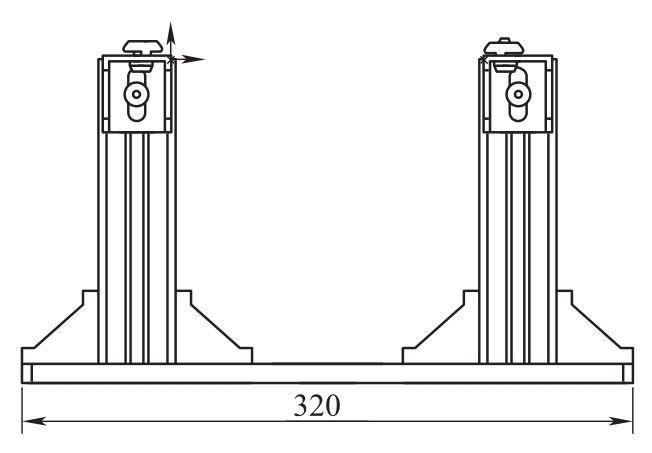
图2-14 传送带支架主视图
3)进行传送带支架和传送带装配,开展气缸选型设计。传送带气缸主要有滑台气缸和推进气缸两种,本设计选用MXS16-40系列滑台气缸。完成气缸选型后,在传送带上安装气缸。零件出库单元使用两个滑台气缸,电主轴加工、钻孔加工、加工检测、喷涂中心、车身装配及小车入库六个单元,每个单元使用3个滑台气缸,因此本汽车模型柔性自动化生产线共使用20个MXS16-40系列滑台气缸。
4)进行电动机选型并将其装配在传送带上,然后绘制设计其他配件,与传送带进行装配,形成传送带装配体,传送带装配体如图2-15和图2-16所示。

图2-15 传送带装配体俯视图

图2-16 传送带装配体主视图
本设计汽车模型柔性自动化生产线中的传送带使用了滑台气缸,滑台气缸是将滑台与气缸相结合的气动元件,一般用于精密仪器的搬运输送,精度较高。本设计中的滑台气缸主要用于当小车托盘移动到某个工作单元时,阻止小车托盘沿传送带继续前行,同时固定小车托盘。
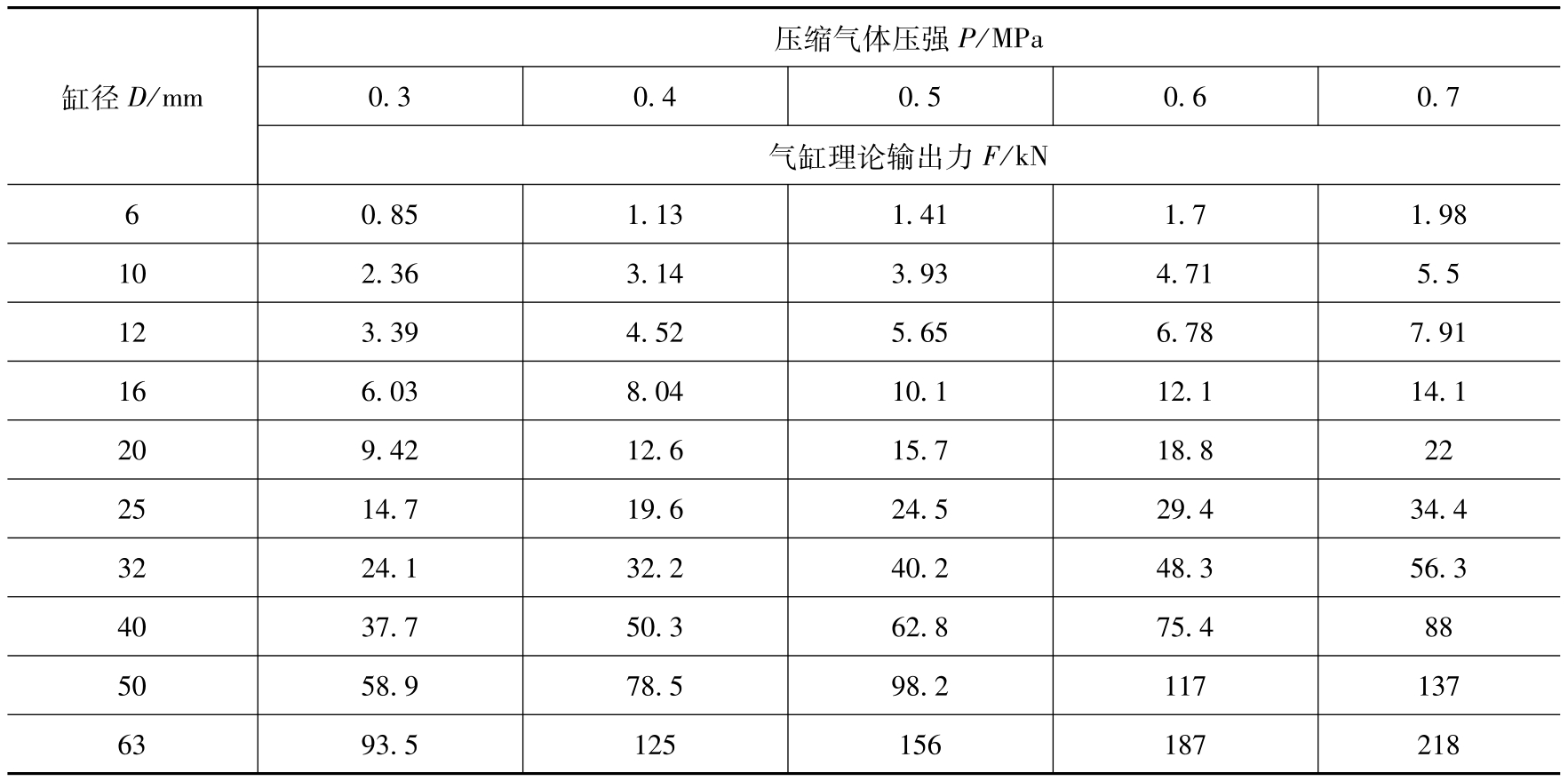
本设计选用MXS16-40系列滑台气缸,该滑台气缸为双作用单杆活塞缸,气缸行程为40mm,缸径为16mm。气缸使用的流体是压缩空气,最高工作压力为0.7MPa,最低工作压力为0.3MPa,接管直径为M5×0.8,气缸理论输出力与缸径的关系见表2-1。
表2-1 气缸理论输出力与缸径的关系
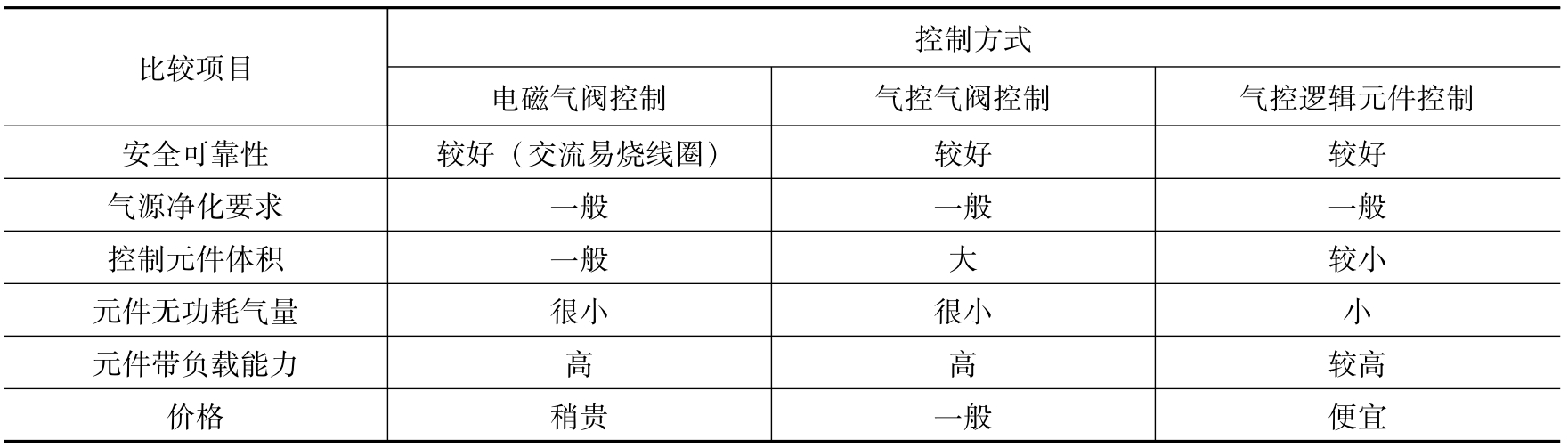
电磁气阀控制、气控气阀控制及气控逻辑元件控制三种气动元件控制方式在安全可靠性、气源净化要求、元件体积控制、元件无功耗气量及元件带负载能力等方面的性能都有所差异,其性能比较见表2-2。比较三种气动元件控制方式的性能特点后,结合本设计的实际情况后,选用气控气阀控制方式。
表2-2 不同气控元件控制方式的性能比较
工厂常用压缩空气的压强为0.5MPa,气缸直径为16mm,从表2-1可知,气缸理论输出力 F =10.1N。已知小车托盘的质量为3kg,气缸与表面的摩擦系数 μ 忽略不计,气缸行程 L =40mm,气缸的响应时间 t =0.2s。
气缸的理论推力 F 0 为

其中, D 为气缸直径(mm); p 为气缸的工作压强(MPa)。
气缸的实际拉力 F 1 为

其中, d 为活塞杆直径(mm),一般取 d =0.3 D 。
气缸的平均速度 v
v = L / t =40/0.2mm/s=200mm/s
由气缸的直径计算公式得到单杆双作用气缸缸径为

计算所得结果与所选气缸缸径一致,说明设计计算结果合理,滑台气缸实体外形如图2-17所示。
小车托盘在自动化生产线起始端由气缸控制推出,通过流水线输送到定位装置处,小车托盘气缸选用TN系列TN10-20S型双杆气缸,其中TN表示复动型双轴气缸,10表示缸径为10mm,20表示行程为20mm,S表示附磁石,双杆气缸实物外形如图2-18所示。
汽车模型生产线上选用MXS16-40AS型滑台气缸来阻挡定位,滑台气缸缸径为16mm,行程为40mm,具有不易生锈、硬度高、耐磨性好、气密性好、使用寿命长等特点,安装面全部采用钢丝扣,不易滑牙。
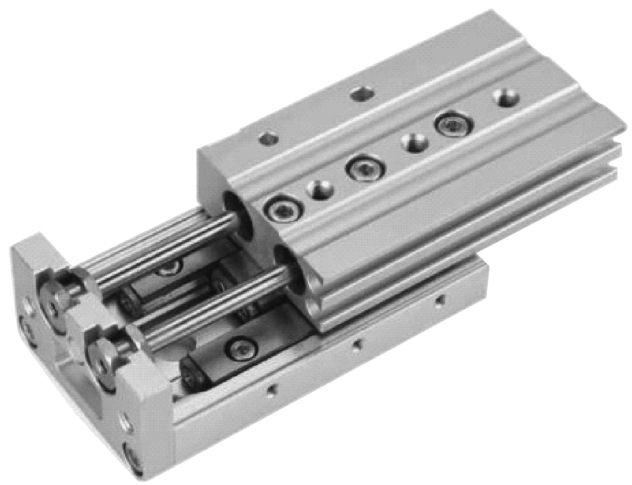
图2-17 滑台气缸实体外形

图2-18 双杆气缸实物外形
光电接近开关是限位开关的一种类型,是一种可以识别外界灯光变化的传感器感应元件。本设计综合考虑传感器的性能、成本、使用环境、工作效率等因素,选用E2B-M12KS02-WP-B1型光电接近开关。在本设计中,被检测物体接近传感器时,光电元件会检测光源的变化并发送信号。传感器把检测的物理量转化为回路的电流变化量,当传感器检测到工装托盘到达指定加工工位时,向滑台气缸发送阻挡信号,阻挡定位待加工的工件。然后,传感器向机器人发送工作信号,机器人用吸盘吸取传送带上的零件到托盘的工位上。如果传感器检测到物料盘已经装满零件,则会及时发出放行工作信号,然后传送带带动装满零件的托盘进入到下一个工序。
该接近开关的螺纹长度为标准型,三极管的输出类型为PNP型,可以通过MS标准螺纹孔来连接,E2B-M12KS02-WP-B1的二维结构如图2-19所示。
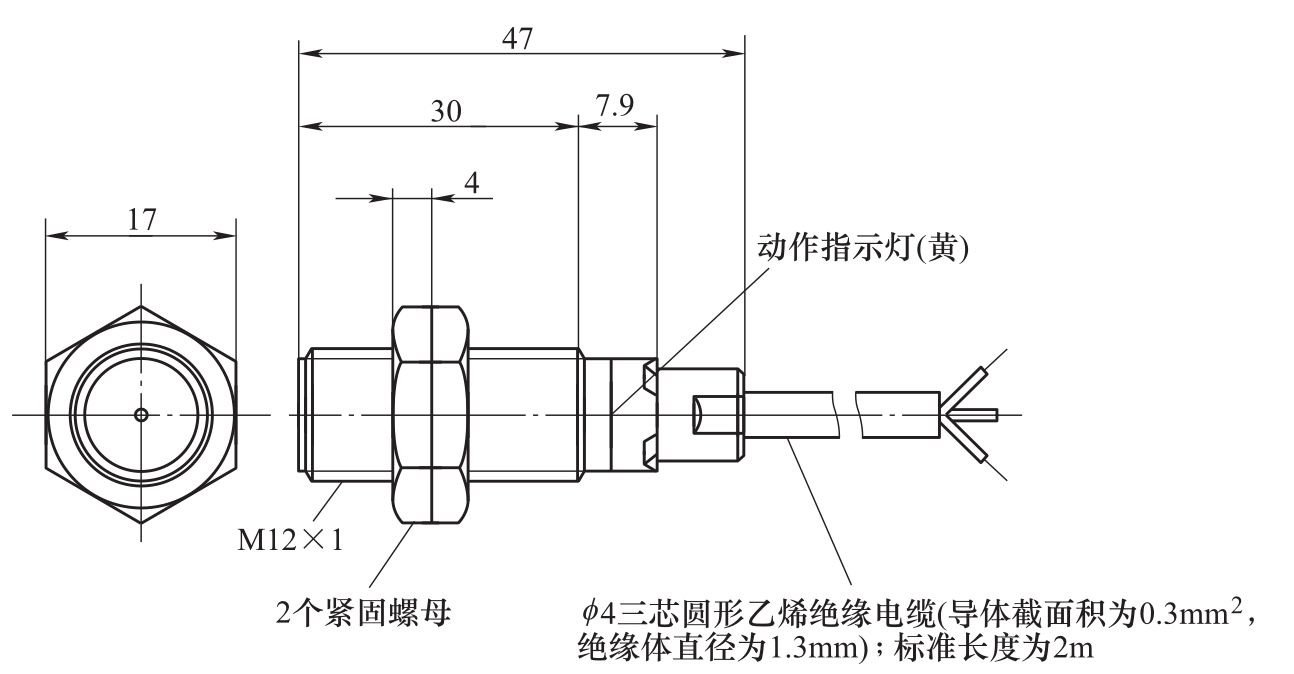
图2-19 E2B-M12KS02-WP-B1的二维结构