
下载掌阅APP,畅读海量书库
立即打开



制药工艺学是研究药物制备原理及生产过程的一门综合性科学,是将制药理论知识与具体生产知识实践相结合的前沿学科,它综合应用了前期所学的基础知识及专业基础知识,诸如,无机化学、有机化学、物理化学、药物化学、单元合成反应操作、生物化学等,结合具体药物的生产条件,设计、研究其符合大规模生产的工艺条件、环境等一系列可操作步骤。最终制备出供医疗临床的药物,并找出符合大规模生产条件的制备工艺路线。
制药工艺学是药物研究和扩大生产的重要中间环节,是研究、设计如何选用最安全、最经济、最切实可行的工艺路线去完成该药物的制备,使其从实验研制阶段过渡到生产过程。同时,制药工艺学亦是研究、筛选适宜的中间体并确定高效、优质的工艺路线,采用合理的工艺原理,实现规模化生产过程最优化的一门科学。
制药企业是属于技术密集型的生产企业,研究设计、开发医药新产品和不断改进生产工艺路线,优化生产条件,降低投入,提高产出,是当今世界各国制药企业在竞争中求生存、图发展的基本条件。制药企业既要为新研制的药物组织生产、核算成本、确定操作规程等,又要为已投产的药物,尤其是产量大的、作为主导产品的品种研究,以及开发更为先进合理的新技术路线和生产工艺而投入精力。
新药开发的过程通常是对所要开发的新药进行充分的调查研究,如该药的药理作用、临床疗效、药物的特性和可能采用的工艺路线等,写出调研报告,经过专家论证,确定可行性,制定研究工作的方案。之后开展实验工艺研究,考查各个涉及化学单元反应及其次序,各步操作方法及收率,所采用的材料,所用技术的成熟情况,工艺技术条件,设备要求,劳动保护,安全生产和“三废”防治,以及带来的经济效益的初步估算等。
一旦一个新的药物进入临床前试验,就有必要尽可能快地进行大规模生产研究,这就是通常所说的放大生产研究阶段,要在专门的“实验室”内进行。刚开始试验所使用的药物是在研究实验室制备获得。然而,实验室里的制备工艺不一定合适大生产。原因在于,在药物发现或设计阶段,我们仅关心能在尽可能短的时间里生产所需的化合物。反应的量是实验室水平,实验成本不是重要的考查因素,可以使用贵重的原料、试剂,甚至有危害的试剂和溶剂都可以使用;在放大生产研究阶段要考虑的事就不同了,设计的合成路线必须是简单的、安全的、廉价的、产率高的、尽可能少的制备步骤,并提供稳定一致的高质量产品。该产品应能符合预定的产品纯度标准。
在药物放大生产研究阶段,在优先考虑能够实现大规模生产的前提下,为了得到高产率和高纯度的产品,需要对制备工艺路线的每一步反应条件进行仔细的研究和修正,主要研究温度、压力、反应时间、过量的试剂或反应物、浓度和加料的方式等对反应的影响。此外,还需对不同的溶剂、试剂和催化剂等进行筛选。例如,阿司匹林的原制备工艺路线是水杨酸与乙酰氯进行乙酰化反应(图1-1)。考虑到反应过程中生成的副产物氯化氢有腐蚀性、对环境会造成一定的危害。

图1-1 阿司匹林的原制备工艺路线
经过研究发现,将酰化剂由乙酰氯换成乙酸酐,产物没有变化,只是副产物由氯化氢变成了乙酸,乙酸危害较小,还可以循环使用,如图1-2所示。

图1-2 阿司匹林的新制备工艺路线
因此,制备工艺路线的每一步最后反应条件可能与原来条件不同,甚至可能放弃原来的工艺路线而设计出另一条完全不同的新的工艺路线。
当整个制备工艺路线中的每一步反应条件都已经优化要进行工艺放大时,需要先考虑生产成本、操作的安全性、产品的纯度和产率;昂贵的或有危害的溶剂或试剂应该避免,应尽量选用安全的、廉价的溶剂或试剂。有一些在实验室进行的操作,是不能应用于大规模生产中,包括干燥剂的使用、旋转蒸发仪和分液漏斗。其他可用于大规模生产的操作分别是通过共沸、蒸馏和在非均相的搅拌下除去水分等。
在新药研发的几个阶段中,第一阶段,需要几百克的药物供短期毒理学和稳定性的测试、分析研究和制药研究。通常,为了获得大量的原始原料能为今后制备较大量的供试药物所应用,对制备工艺路线的条件要求不能太苛刻,溶剂或试剂要求也不能太严格;接下来的几个阶段需要生产几千克或几十千克的药物供长期的毒理学测试、处方研究及Ⅰ期临床试验等,直至更大规模的生产,需要制备百千克级的药物,供第Ⅱ、Ⅲ期临床试验。
问题的关键在于第一阶段用于制备药物的制备工艺可能与用于以后几个阶段的制备工艺方法有很大的不同,然而,最重要的是研究实施过程中应尽可能保持一致。因此,制备工艺的研发应优先对制备工艺反应的最后一步进行优化,并提出纯化的方法,以得到高质量的产物,明确最后产品规范并确定各种分析测试方法和所需要求的纯度标准,预先确定性质范围、规定等,如熔点、溶液颜色、颗粒大小、多晶型和pH值等;产物的化学和立体化学纯度也必须规定,杂质或溶剂的存在应该鉴别和量化。对不同化合物的可接受毒性比例,如乙醇、甲醇、汞、钠和铅分别规定为2%、0.05%、1ppm、300ppm和2ppm;致癌化合物(如苯或氯仿等)应完全没有,意味着在操作中,在制备的最后一步不能使用它们作为溶剂或反应物。
在一些新药工艺的研发过程中,原来被认为最有希望和临床研究前景的结构可能会被另一个经证明有较好性质的结构代替,这种新的结构可能是原来化合物的类似物,但这些变化对新药研发进一步发展起到了根本的影响,它要求在完全不同的条件使每一制备反应的产量最大化。
ICID7114是一种作用于肾上腺素β 3 受体激动剂,开发用来治疗肥胖症和非胰岛素依赖性的糖尿病,原来在研究实验室使用的制备工艺路线如图1-3所示。
该工艺路线用于规模生产时,总产率只有1.1%,且有各种各样的问题。第一步反应涉及氢醌和乙烯溴化物,这两个物质可反应两次而产生副产物,而且,乙烯溴化物是一种挥发性、有毒的致癌物,会对环境和人体健康造成很大的影响。乙烯溴化物在第二步反应结束,需要色谱法除去副产物,在大规模生产中最好避免这一工序。要使用20倍大气压,高压氢化作用才得到产物(1-3),这在工业生产中较难实现。最后,产品有一个不对称中心,必须要进行拆分。这涉及与一种手性酸形成一种盐,再进行8次结晶,这一工序是完全不合适规模生产ICID7114。
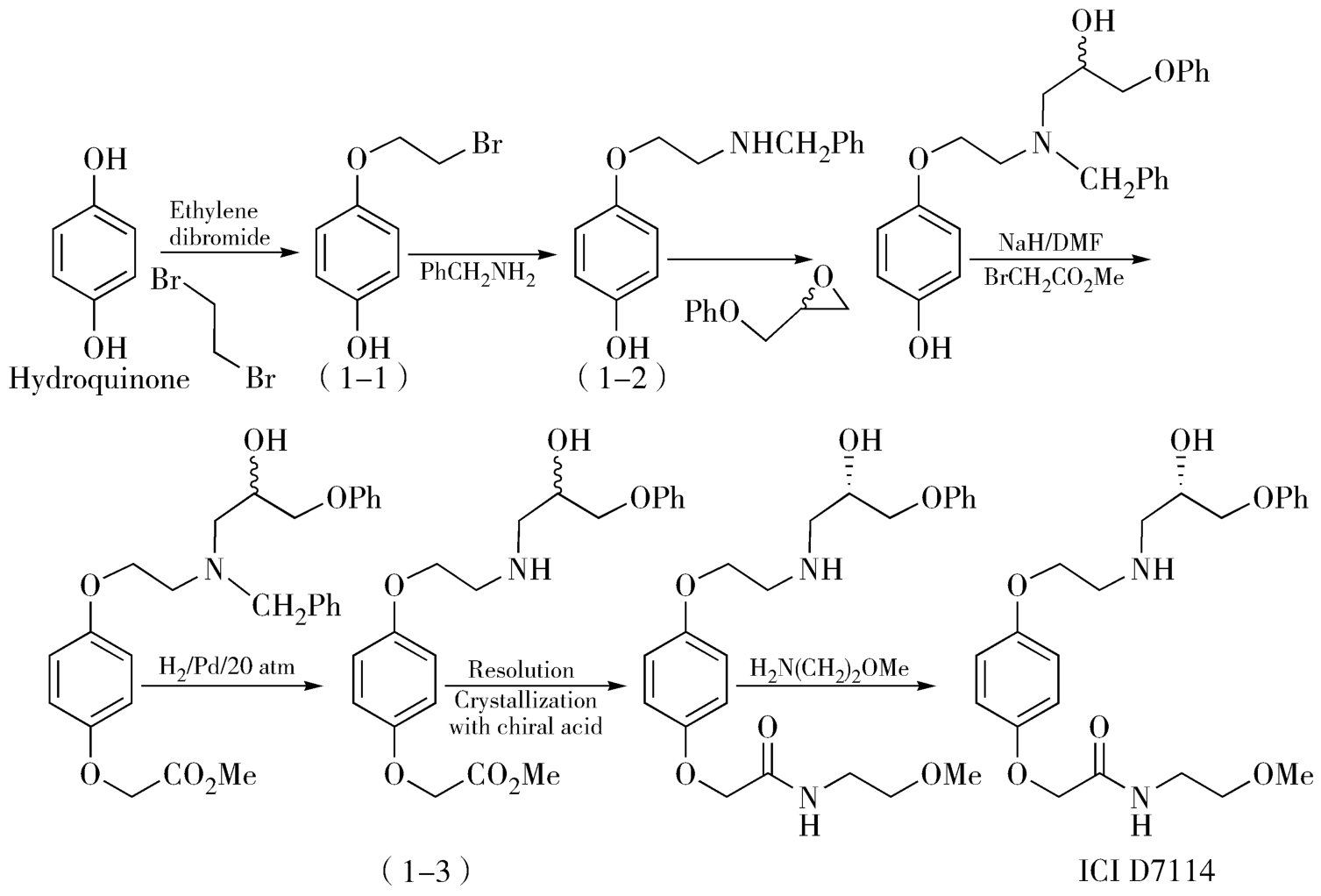
图1-3 ICID7114原制备工艺路线
经过研究,将制备工艺路线改为如图1-4所示,它克服了这些问题,产率提高到33%。为了避免任何生成二烷烃化副产物的可能性,用对苄氧基苯酚作为起始原料,用乙二醚代替致癌的二溴乙烷,结果不再生产副产物乙烯溴化物。烷烃化产物(1-4)不需分离,直接与苄胺反应,因此减少了反应操作。苄醚的氢解在甲磺酸的条件下进行,后者可以阻止 N -苯苄基的氢解,得到结构(1-2),它是原合成路线中的一个中间体。烷基化得到结构(1-5)和不对称反应用环氧化物进行,这样可避免拆分问题。来自反应物(1-6)的产物可以氢化得到最终产物,而不需要分离(1-6),又一次缩短了反应操作。
布洛芬作为非甾体解热镇痛药的主要品种,每年在全球有几万吨的产量,是国内外工艺研究的热点。经过几十年的研究,国内外各大制造商对布洛芬生产工艺的研究已经日趋成熟和完善,生产成本似乎已经难以再度降低。然而利用双分子机理设计布洛芬新的工艺却获得了新的突破,成功地减少了一系列的副反应,提高了效益,减低了成本。
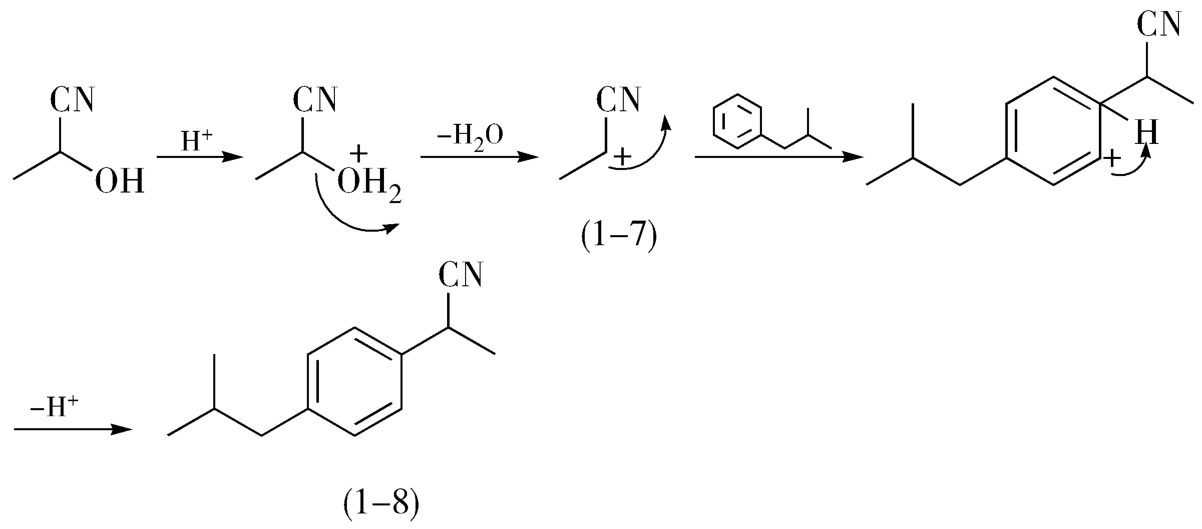
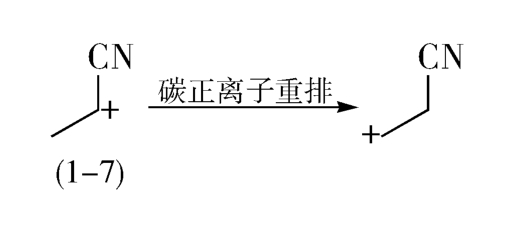
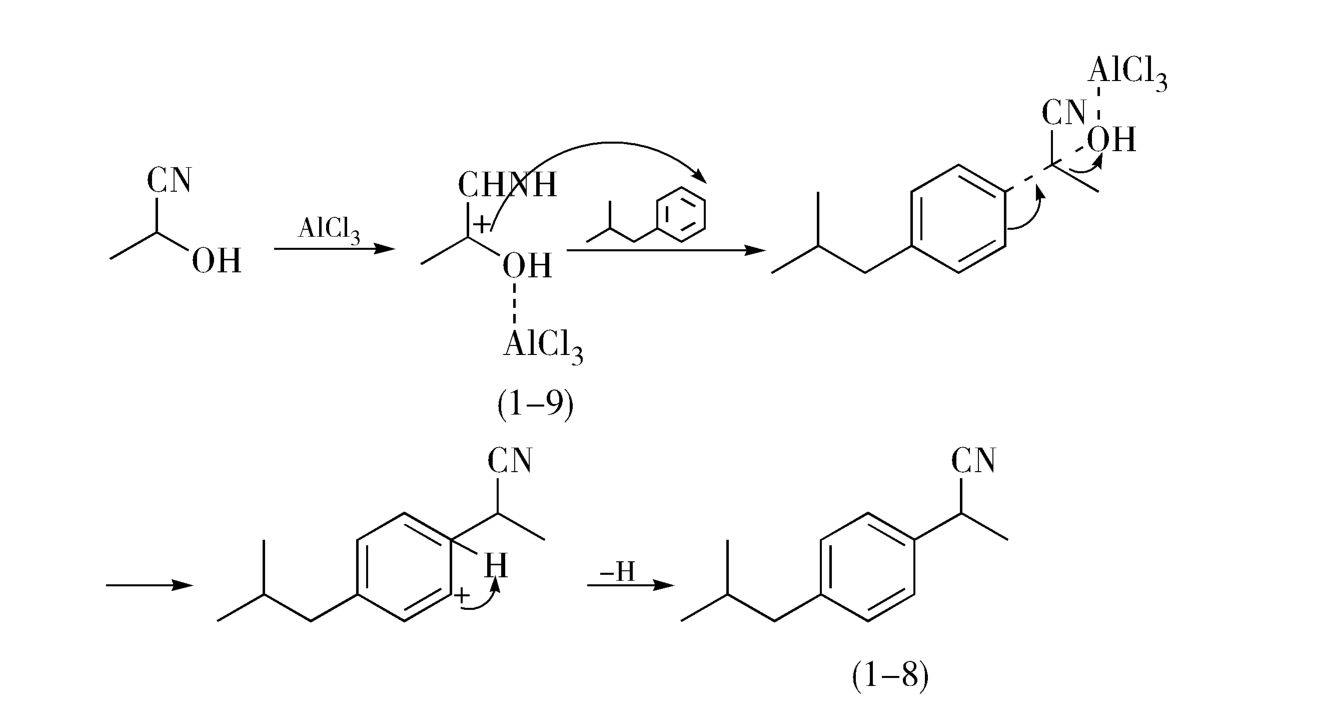
布洛芬中间体2-羟基丙腈是一个极为廉价的合成砌块,对异丁基苯发生烷基化反应可直接引入异丙腈结构(1-8),再进行水解就可以高收率制得布洛芬。这个烷基化反应由于邻位的空间位阻,也将高选择性地发生在对位。如果设计烷基化反应时使用酸作为催化剂,则首先产生的是碳正离子(1-7),在这个单分子历程中,(1-7)不可避免会发生重排与消除反应,使反应产物十分复杂。
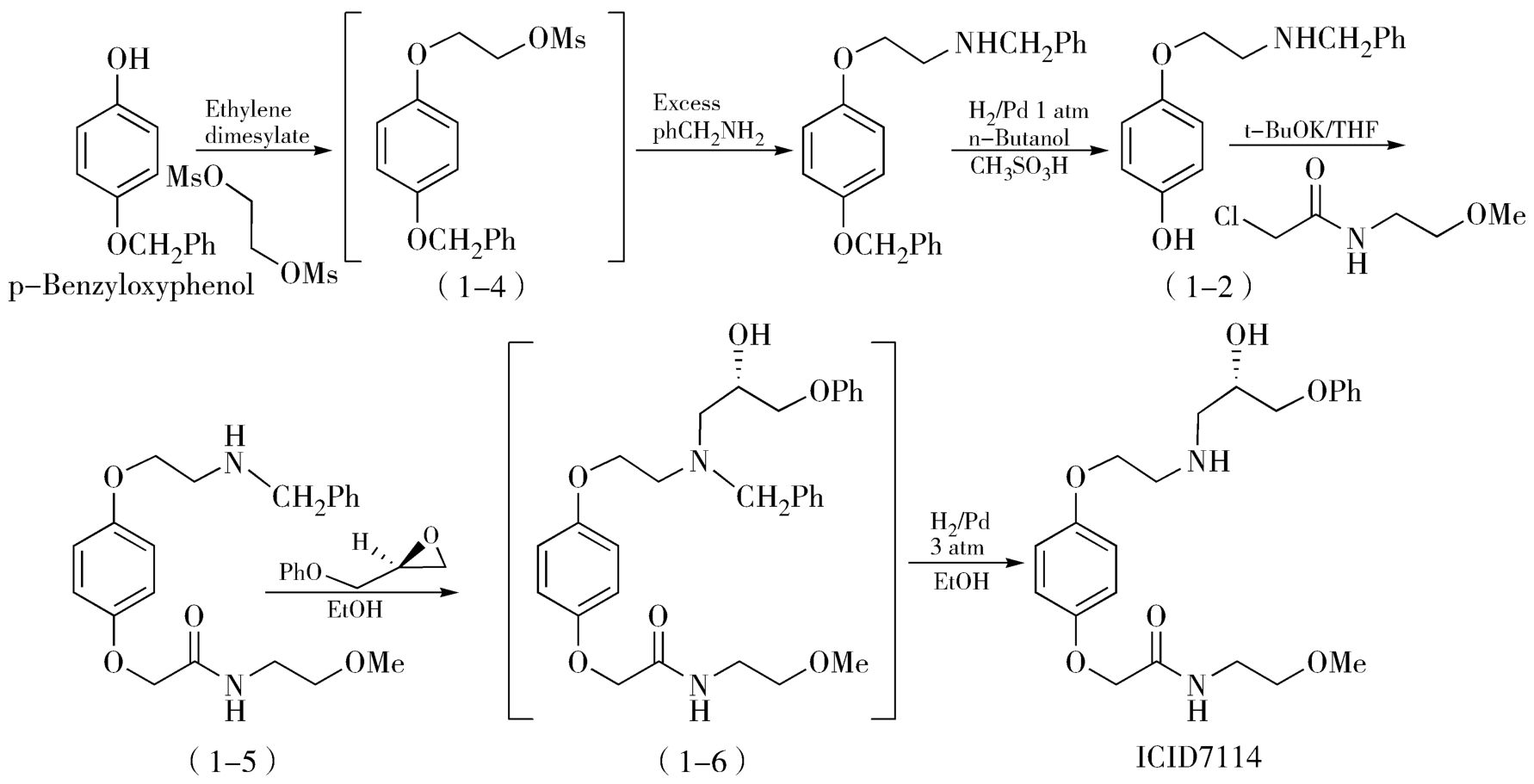
图1-4 ICID7114新制备工艺路线
副反应之一:
副反应之二:
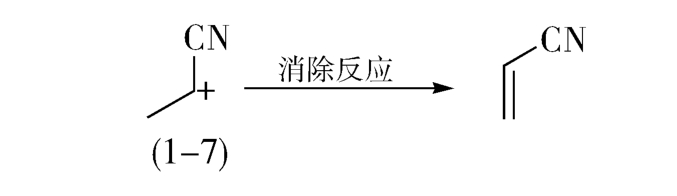
鉴于上述研究,决定采用双分子反应历程。通过Lewis酸的催化先产生强偶极子(1-9),通过发生双分子亲电取代反应,避免产生(1-7),从而减少了一系列的副反应,获得希望的结果。
舍曲林是一种高选择性5-羟色胺再摄取抑制剂(SSRI),能有效改善患者的认知功能,以及抑郁(包括烦躁情绪)、疲劳、焦虑等症状。其结构中含有两个手性中心,共有两对对映体,其中只有(1S,4S)-盐酸盐是有效成分。在舍曲林的原始合成路线中,其关键中间体(1)是由3,4-二氯苯甲酰氯和苯发生傅克反应生成二芳酮,再和丁二酸二乙酯缩合,随后在加热条件下脱羧,氢化后经傅克酰基化反应而得到;随后,中间体1经甲胺还原胺化,主要得到顺式产物,再经扁桃酸拆分得到舍曲林(2)。该路线步骤繁琐,总收率仅为2.08%。
而舍曲林的新合成路线如图1-6所示,其关键中间体1由α-萘酚和邻二氯苯一步反应得到,这颠覆性的工艺不仅缩短了合成路线,而且因为α-萘酚和邻二氯苯均十分价廉易得,所得此新工艺极具竞争优势;亚胺还原时,采用了钯/碳酸钙作为催化剂,将顺式产物与反式产物的比例从6∶1提高至18∶1;然后,再用扁桃酸进行拆分,成本大幅度降低。而且,通过亚胺的结晶驱动,产率从20%提高到37%,溶剂用量约从240L/kg减少到24L/kg。
综上所述,较为理想的药物制药工艺路线应:药物制备途径简易,即原辅料转化为药物路线要简短;药物制备需要的原辅材料尽量少,而且易得,并有充足的数量供应;药物制备过程中的中间体容易以较纯的形式分离出来,质量合乎要求的标准,最好是多步反应连续操作;药物制备的条件易于控制,如安全环境、劳动保护等;药物制备所需设备要求不太苛刻,操作人员易于掌握;药物制备过程中产生的“三废”最少,并且易于治理;使用该制备工艺制出的药物经分离、纯化能较容易地达到药物标准;采用该制备工艺制出的成本最低、经济效益最好。
环境是人类赖以生存的社会经济可持续发展的客观条件和空间,越来越多的事实证明,环境的恶化给人类的生活带来严重的灾难。例如,1952年,英国伦敦曾因燃煤烟尘的大量排放而导致的严重空气污染,大量的烟雾弥漫在伦敦上空,导致4000余人死亡。1984年,美国联合碳化物公司在印度博帕尔市的子公司发生甲基异氰酸的大量泄露,短短几天,导致大约25000人死亡,数万人受伤的惨剧。加强环境保护,减少污染排放,已成为全社会的共识。
由于人们对工业高度发达的负面影响预料不够,预防不利,导致了全球性的三大危机:资源短缺、环境污染、生态破坏。大气、水、土壤等的扩散、稀释、氧化还原、生物降解等的作用,污染物质的浓度和毒性会自然降低,这种现象叫做环境自净。如果排放的物质超过了环境的自净能力,环境质量就会发生不良变化,危害人类的健康和生存。
环境污染会给生态系统造成直接的破坏和影响,如土壤的沙漠化、森林的破坏,也会给生态系统和人类社会造成间接的危害,有时这种间接环境效应的危害比当时造成的直接危害更大,彻底消除也更加困难。例如,温室效应、酸雨和臭氧层破坏就是由大气污染衍生出的环境效应。这种由环境污染衍生的环境效应具有滞后性,常在污染发生的当时不易被察觉或难以预料,然而一旦发生就表示环境污染已经发展到极为严重的地步。当然,环境污染的最直接、最容易被人所感受的后果是使人类生存环境的质量下降,影响人类生活质量、身体健康和生产活动。如当城市的空气被污染,使空气变得污浊时,人们的发病率就会上升等;水体被污染时,水环境质量恶化,饮用水源的质量普遍下降,威胁人的身体健康,引起胎儿早产或畸形等。严重的污染事件不仅带来健康问题,也造成社会问题。随着污染的加剧和人们环境意识的提高,由于污染引起的人群纠纷和冲突逐年增加。
目前在全球范围内都不同程度地出现了环境污染问题,具有全球影响的方面有大气环境污染、海洋污染、城市环境问题等。随着经济和贸易的全球化,环境污染也日益呈现国际化趋势,近年来出现的危险废物越境转移问题就是这方面的突出表现。
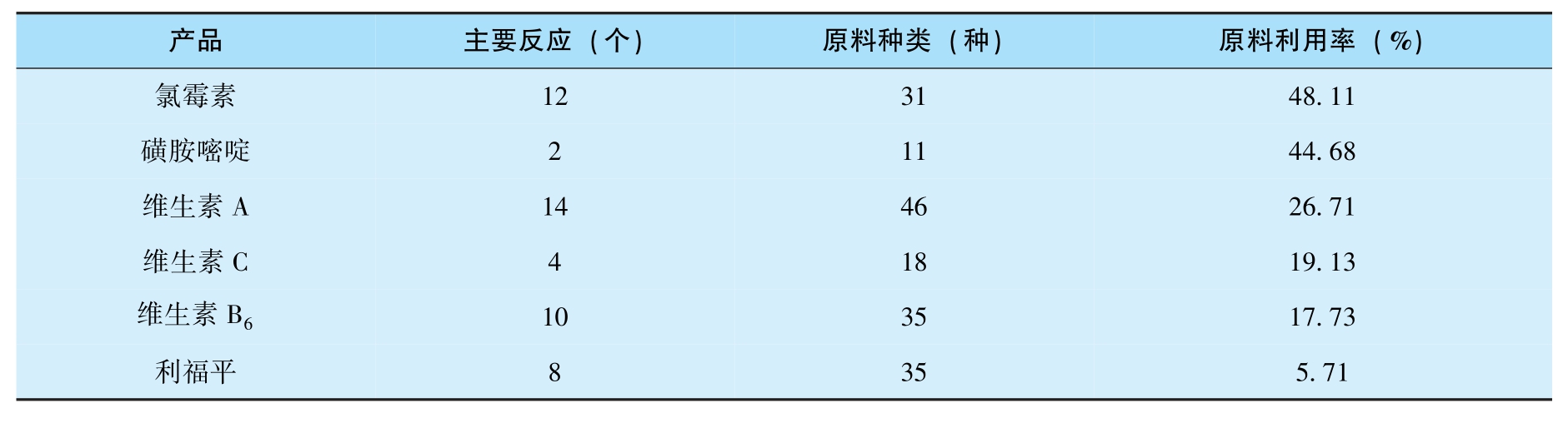
1.制药工业对环境的污染 制药工业对环境的污染主要来自原料药生产。原料药生产通常具有“三多一低”的特点,即产品的品种多、生产工序多、原料种类多,而原料的利用率偏低。例如,化学合成的氯霉素,每生产1吨氯霉素约消耗31种原料52吨之多,从废液中流失的硝基化合物的量(均以硝基苯计)竟然为产品氯霉素量的1.65倍。表1-1列出了几个原料药的使用情况,由表中数据可见,如果生产过程中对没有被利用的原料和副产物不加以回收,就会造成几十倍,甚至几百倍于药品的原料浪费,以“三废”的形式排放于环境之中。据不完全统计,全国药厂每年排放的废气量为10亿立方米(标准状态),其中含有害物质约10万吨;日排废水量约50万立方米;年排废渣量高达10万吨,对环境产生的危害十分严重。
表1-1 几个原料药的原料使用情况
2.保护环境的有效途径 通过分析,不难看出制药工业对环境的污染,主要是由于资源、能源的浪费造成的,而资源、能源的利用率低,又与企业设备陈旧、工艺落后、产品更新换代慢,以及管理不善密切相关。因此,制药工业环境保护的任务就是对企业生产过程中排放的“三废”对环境所产生的影响和危害,通过科学实验寻找合适的防治方法,设计出社会效益、经济效益和环境效益相一致的综合防治技术,概括起来大致可遵循以下几条途径。
(1)工艺改造 产品生产过程不仅是产品的产生过程,也是原料的消耗过程,同时又是“三废”的形成过程。产品所采取的生产工艺决定其产生的废弃物及其对环境有无危害等。因此,改进操作方法或工艺配方,用无害无毒或低害低毒的原料、辅料代替有害有毒的原料、辅料;降低原料、辅料消耗,提高资源利用率,把“三废”造成的危害最大限度地降低在生产过程中,是防治工业污染的根本途径。
例如,在咖啡因生产过程中,曾用酸性铁粉还原二甲基紫脲酸,每年要产生270吨铁泥,含铁酸性废水3600m 3 ,改用氢气还原后,不仅消除了铁泥和硫酸低铁废水,而且咖啡因收率提高7%。
再如在非那西汀生产过程中,由对硝基氯苯制备对硝基苯乙醚,原来用二氧化锰作催化剂,每年有300吨二氧化锰随废水流失于环境,改用空气氧化后,不仅消除了二氧化锰对环境的污染,而且改善了操作条件。
(2)“三废”的综合利用 “三废”的流失不仅是造成污染危害的根源,也是物质损失和能源的浪费。对那些原来废弃的资源,按技术可能和经济合理、社会需要,进行回收利用和加工改制,使之成为有用之物,是摆在药企面前急需解决的问题。如氯霉素生产中的副产物邻硝基乙苯,是重要的污染源之一,将其制成杀草胺,就是一种优良的除草剂,稻田用量(0.5~1.0)×10 -4 kg/m 2 ,除草效果在8%以上。又如潘生丁生产过程中环合反应的废水,经回收处理后,每吨废水可回收丙酮95kg、哌啶5kg,废水的化学耗氧量由原来的4.3×10 5 mg/L降至280mg/L。
(3)“三废”的无害化 对于那些不可避免要产生的“三废”,暂时必须排放的污染物,要进行物理的、化学的或生物的净化处理,使之无害化后,再予以排放。
绿色制药工艺是以研究和发展生产药物活性成分、原料药为目标,通过发展高效、合理、无污染的绿色化学,推行清洁生产达成的;以环境和谐、发展经济为目标,创造出环境友好的先进生产工艺技术,实现制药工业的“生态”循环和“环境友善”及清洁生产的“绿色”结果。概括而言,现代制药工艺的绿色化,研究范围主要围绕原料、化学反应条件筛选、催化过程、溶剂使用、分离纯化和产品的绿色化来展开的,如图1-5所示。
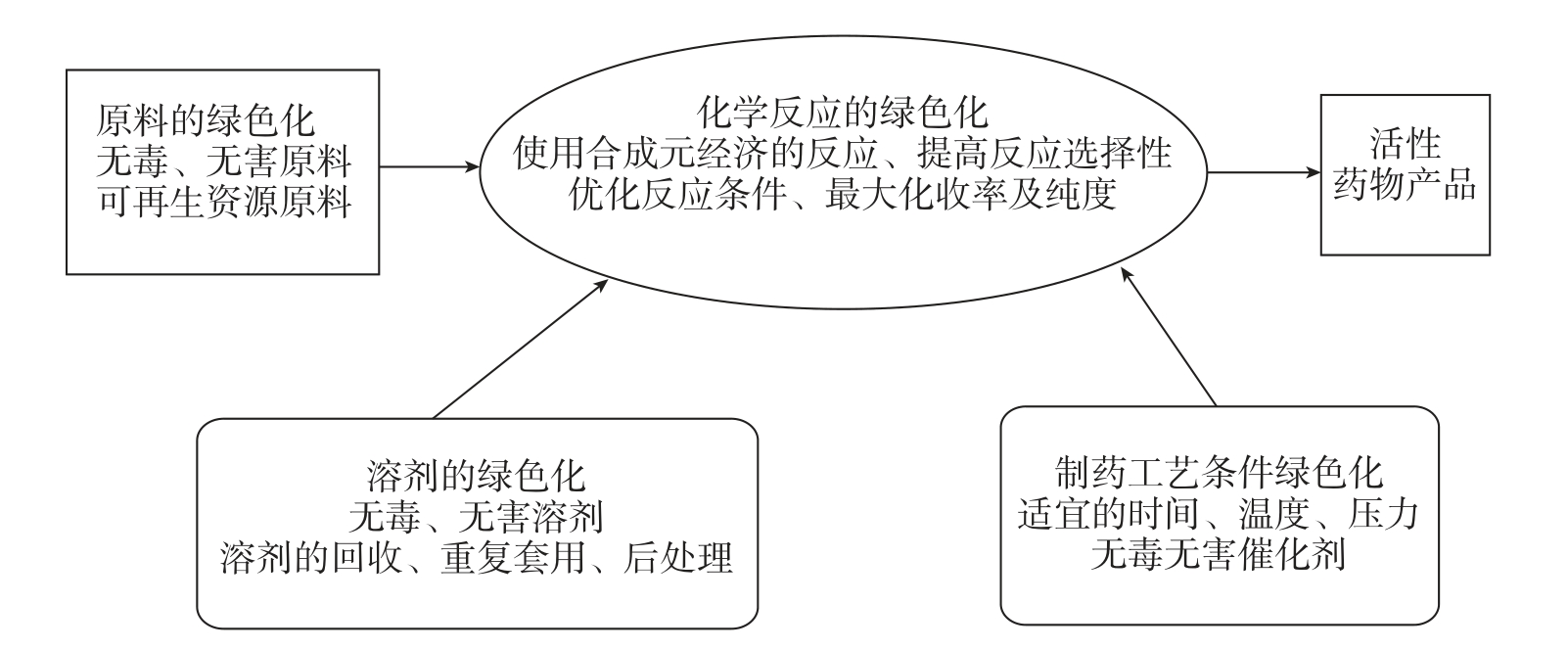
图1-5 绿色制药工艺研究框图
近年来,随着欧美等工业化国家环境保护意识、执法力度的提高,以及治理污染的成本上升,许多跨国药企都把污染严重的化学制药的研发和生产转移到发展中国家,这不仅是机遇,也是挑战。随着制药这一高科技产业的逐步转移,不可避免地将带来环境污染问题,认真处理发展和环保这一矛盾,用绿色化学的理念来指导制药工艺就会引领制药业朝着更加健康美好的方向发展。
化学药物品种繁多、制备工艺复杂,在生产中碰到的污染问题千差万别。因此,研究新合成方法和新工艺路线时,指导思想要从传统的片面寻求高收率转变到将排出废物减少到最低限度的清洁化技术上来。根据各个药企在工艺研发和生产方面碰到的环保问题,总结概括出绿色化学工业中有待解决的一些反应难题:①酰胺还原反应中避免使用LiAlH 4 和B 2 H 6 。②绿色溴化反应。③绿色磺化反应。④避免使用HOBT等偶联剂的酰胺合成法。⑤绿色硝化反应。⑥绿色脱甲基化反应。⑦不活泼底物的Friedel-Crafts反应。⑧酯的水解。⑨亲核取代反应中羟基的活化。⑩绿色环氧化反应。⑪避免产生三苯基氧磷的Wittig和Mitsunobu反应。⑫避免使用Bu 3 SnH的游离基化学。⑬氰化反应中避免使用剧毒的氰化物以及替代反应。⑭杂环合成中避免使用叠氮化物及反应的安全操作。⑮氧化过程中避免使用KMnO 4 和铬盐。⑯引入氟原子和三氟甲基的绿色方法。
药物研发和生产中使用的大量有机溶剂既会造成环境污染,又是不安全的重要根源。因此,利用绿色溶剂或少用溶剂,使用环境性好,又易回收的媒介来代替有毒、难回收的有机溶剂是制药工业绿色化发展的一个重要方面。
研究发现,在制备原料药的过程中,产生的废料大多与溶剂有关(30%水或60%有机溶剂)。因此,工艺上对溶剂的选择、使用及后处理对药品生产、环境保护极为重要。在原料药的合成中,溶剂除了使化合物有效地在液相中均匀反应外,还会进一步影响其粒径,导致分离难度增加或需要研磨而使成本上升;溶剂还常常会影响到原料药的晶型,继而影响到溶解度、制剂的溶出度及生物利用度。此外,溶剂的使用还会造成原料药中溶剂残留问题。如果残留溶剂不能有效除去,它们必须被控制至一定水平而不致于影响到患者的安全。例如,生产关节炎治疗药塞来昔布(1-12)的工艺中,共使用了5种常用溶剂(THF,MeOH,EtOH,IPA,H 2 O),如图1-6所示。在随后的工艺优化中,溶剂的数量从5种减少到3种(MeOH,IPA,H 2 O),如图1-7所示,溶剂的用量也大幅降低,总收率从63%上升到84%,产生的废物减少了35%,分离纯化时采用50%的异丙醇洗涤而不是原来100%的异丙醇,产品的分离只需冷却到20℃而不是原来的5℃,区域异构体杂质也减少到0.5%以下,为后续的精制工艺打下了很好的基础。
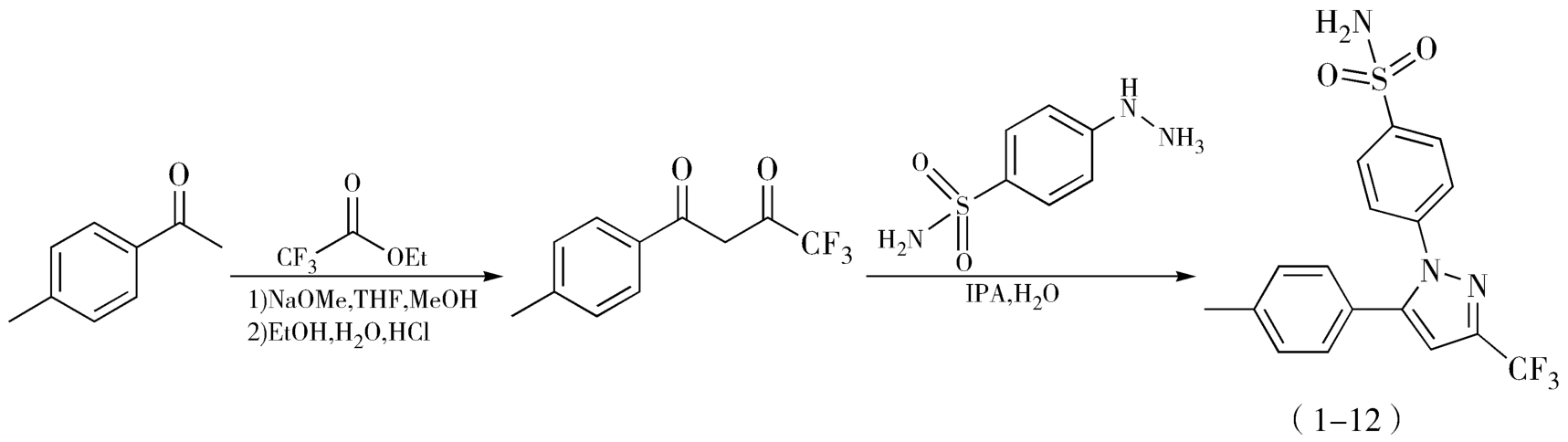
图1-6 制备塞来昔布的老工艺
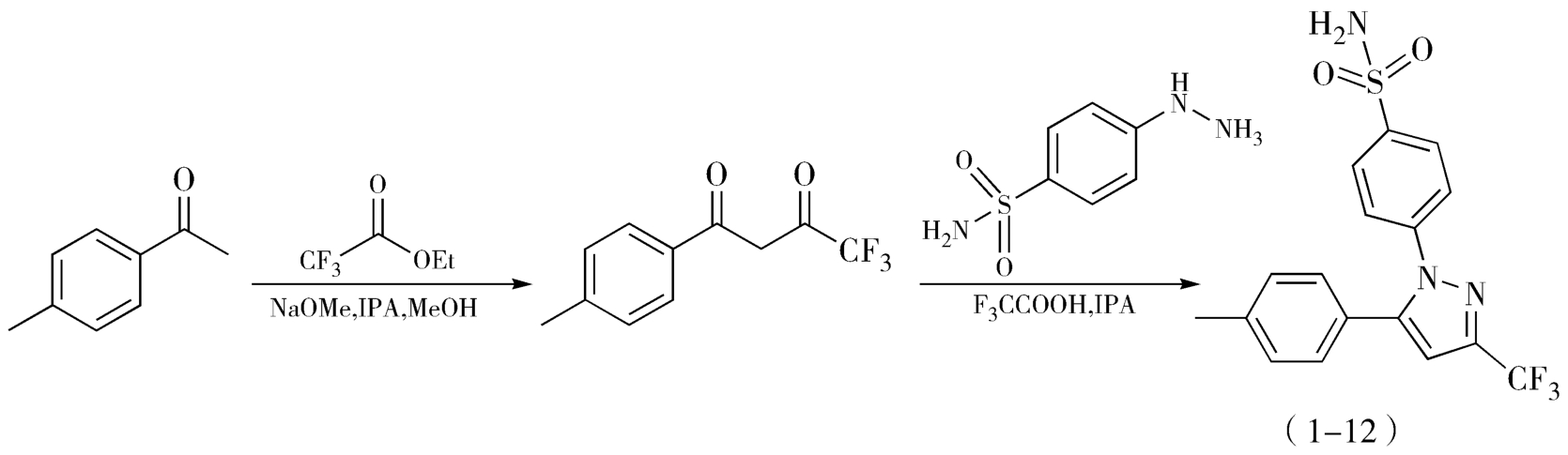
图1-7 制备塞来昔布的新工艺