
下载掌阅APP,畅读海量书库
立即打开



●问题导入
●认知学习
➢FDM 的概念
➢FDM 成形原理
➢FDM 设备工作原理及成形过程
●拓展深化
●分析与评价
1.了解 3D打印的起源和发展。
2.了解FDM工艺成形原理。
3.熟悉FDM设备工作原理及成形过程。
4.理解FDM成形工艺参数。
5.了解FDM成形工艺特点。
人们可以使用普通打印机将计算机中存储的文件或二维图片打印在纸上,那是否可由3D打印机来打印立体物品呢?
在生活中,人们使用手机的时间越来越多,需要一个简约、易用、舒适的手机支架(图1.1.1)。目前市场上的手机支架价格很便宜,没有个性,有创意、适用的价格太高,不能满足每个人的个性化需求。
采用 3D打印技术可以轻松地打印一个属于自己的、独一无二的手机支架,支架上可以有使用者名字,可以随时更新设计和颜色,还可以作为礼物送给朋友(图 1.1.2)。当然,也可以在网络或实体店等将 3D打印产品进行售卖,将创意变成财富。

图 1.1.1 常见手机支架

图 1.1.2 3D打印手机支架

手机支架模型
熔融沉积成形(Fused Deposition Modeling),又称熔丝沉积成形,简称FDM。FDM方法成形过程如图 1.1.3 所示,一般为热熔性塑料制成的丝状材料[图 1.1.3(a)],被加热到200 ℃左右显熔融状态,然后通过带有一个微细喷嘴的喷头挤喷出来[图 1.1.3(b)];喷出的热熔材料涂在前一层已固化的材料上,温度低于固化温度后开始黏结固化,通过材料的层层堆积形成最终成品[图 1.1.3(c)]。FDM成形工艺由美国学者 Scot C 博士于 1988 年提出,1993 年由美国Stratasys公司推出了第一代FDM工业设备。
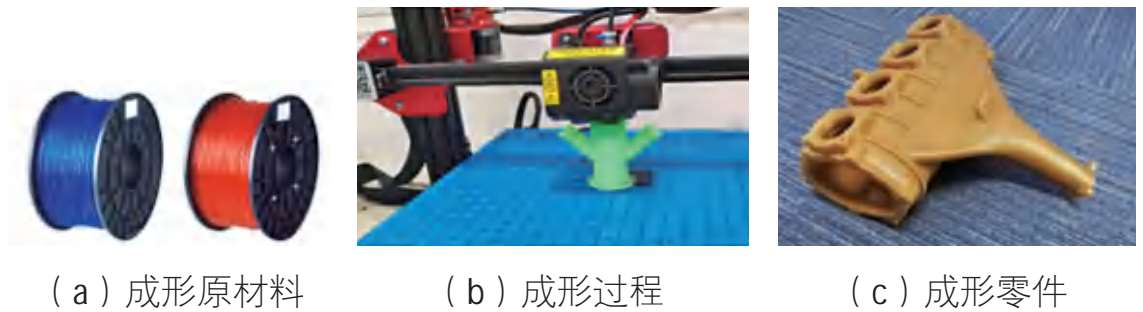
图 1.1.3 FDM成形过程
现实生活中人们经常有制作单个及小批量零件的需求,常见的场景包括:
①工业产品设计初期,设计方案需要制造实物并反复修改。
②个人DIY。
③小朋友及学生的动手创造。
④设备零件损坏,急需部件。
传统的单个及小批量零件生产对个人的动手能力要求很高,制造材料仅限于木头、塑性泥等简单材料,生产的零件往往比较粗糙,生产时间也较长(图 1.1.4)。

FDM技术简介视频

图 1.1.4 传统手工制作
FDM技术是目前应用较为广泛的 3D打印技术,也是迄今为止较容易获取的 3D打印工艺。FDM 3D打印技术根据数字模型预设的轨迹,自下而上逐层构建出具有复杂结构、优秀的机械性能的塑料零件,让人们头脑中的创意转变为真实的零件,让人们的梦想更加接近现实(图 1.1.5)。

图 1.1.5 FDM成形塑料零件
所有 3D打印技术(增材制造)的基本原理都是将三维实体转化为二维平面后层层堆积形成最终的零件,采用不同原材料(金属、塑料、沙子、石膏)、不同材料的形式(丝材、粉材、板材、液态材料等)以及不同的材料结合方式(激光烧结、黏接、焊接)构成了各种各样不同的 3D打印方法。
FDM成形原理:丝状低熔点材料在加热熔化后由喷头挤出,挤出后的材料与已凝固的材料黏接后形成片状材料,片状材料层层堆叠最终形成零件(图 1.1.6)。
加热喷头在计算机的控制下,可根据截面轮廓的信息,做 X - Y 平面运动和高度 Z 方向的运动。丝状热塑性材料(如ABS及MABS塑料丝、蜡丝、聚烯烃树脂、尼龙丝、聚酰胺丝)由供丝机构送至喷头,并在喷头中加热至熔融态,然后被选择性地涂覆在工作台上,快速冷却后形成截面轮廓。一层截面完成后,喷头上升一截面层的高度,再进行下一层的涂覆。如此循环,最终形成三维产品。未经后处理的FDM成形零件表面有明显的成形纹路,根据纹路的方向,可以清楚知道零件的成形方向(图 1.1.7)。
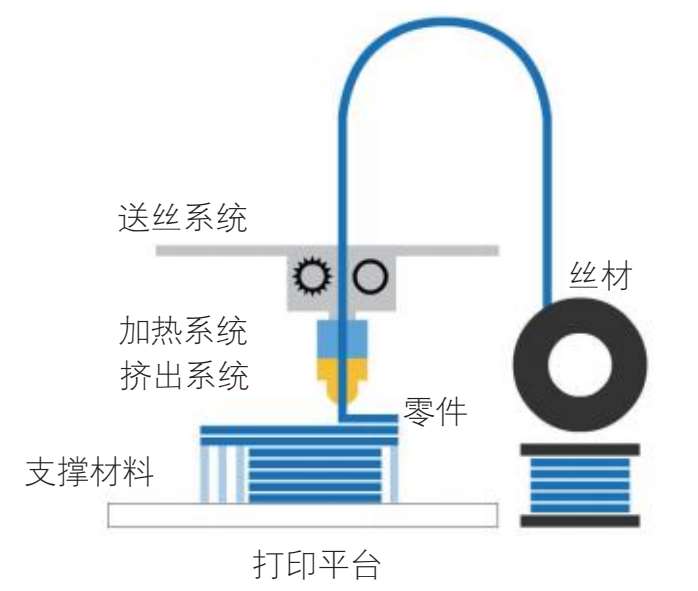
图 1.1.6 成形原理

图 1.1.7 成形纹路

FDM成形原理微课
所有的 3D打印成形过程都如图 1.1.8 所示,FDM设备工作原理如图 1.1.9 所示。

图 1.1.8 3D打印成形过程
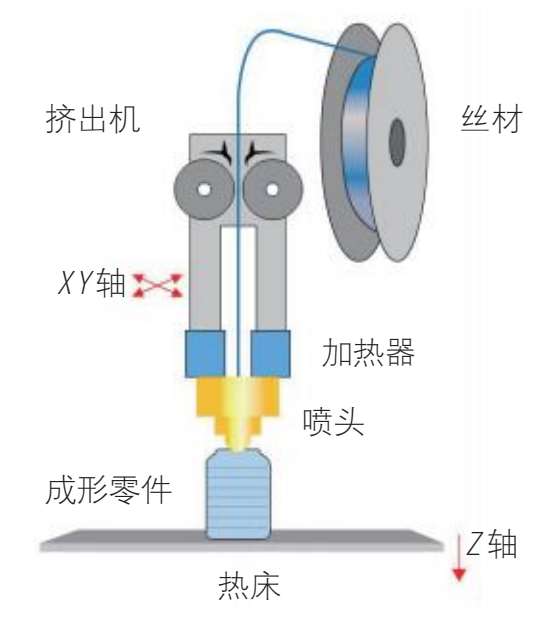
图 1.1.9 FDM设备工作原理
将实心丝状原材料缠绕在供料辊上,由电动机驱动辊子旋转,辊子和丝材之间的摩擦力使丝材向喷头的出口送进。在供料辊和喷头之间有一导向套,导向套采用低摩擦材料制成,以便丝材能顺利、准确地由供料辊送到喷头的内腔(最高送料速度为 10 ~ 25 mm/s,推荐速度为5 ~ 18 mm/s)。
喷头的前端有电阻式加热器,在其作用下,丝材被加热熔融,然后通过出口涂覆至工作台上,并在冷却后形成截面轮廓。受结构的限制,加热器的功率不可能太大,丝材熔融沉积的层厚随喷头的运动速度而变化,通常最大层厚为 0.15 ~ 0.25 mm。
FDM系统主要由送丝系统、加热系统、挤出系统、运动系统 4 个部分组成,如图 1.1.10 所示。

FDM系统组成微课
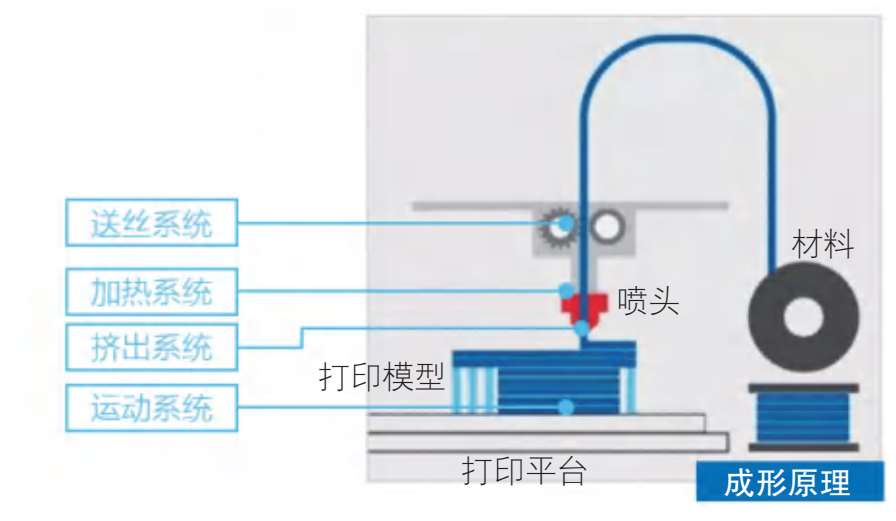
图 1.1.10 FDM系统的组成
送丝系统是将丝材平稳、可靠地输送到挤出系统,它的主要功能是为挤出提供推力,控制挤出速度。送丝系统一般由两台直流电动机带动相关齿轮构成,示意图及实物图如图 1.1.11所示。通过控制齿轮的正反转、停止及旋转速度,可以控制喷头进料、出料,出丝速度。
FDM设备一般拥有两套加热系统,一套设置在喷嘴前端,用于将热塑性材料快速加热到熔融状态。由于热塑性材料的加热温度为 200 ℃左右,因此一般采用电阻加热方法,如图1.1.12 所示。FDM设备的另一套加热装置为基板加热或整个成形环境加热,加热温度一般为30 ~ 60 ℃,主要作用是减少零件变形,避免翘曲、开裂等。
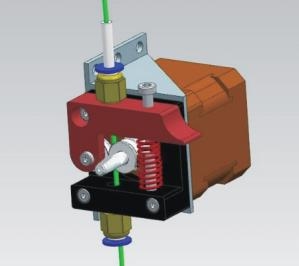
图 1.1.11 送丝系统
(图片来源于创想三维)
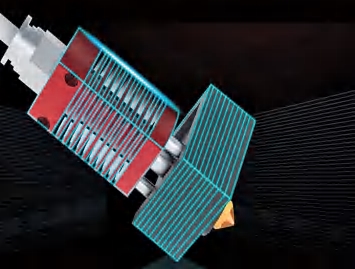
图 1.1.12 加热系统
(图片来源于创想三维)
挤出系统主要由喷嘴组成。FDM成形的原材料一般是直径为 1 ~ 2 mm的塑料丝材,在成形过程中一般单层厚度为 0.16 mm左右,需要将热塑性材料加热到 200 ℃后从直径为0.2 ~ 0.5 mm的喷嘴挤出。挤出系统的示意图及实物图如图 1.1.13 所示。
FDM成形三维实体的过程:首先成形 X / Y 平面薄片,然后通过喷头或基板在 Z 方向的移动进行下一个 X / Y 平面薄片成形。运动机构包括 X 、 Y 、 Z 三个轴的运动。不同的FDM成形设备实现 X 、 Y 、 Z 三个方向运动的方式有所不同,桌面级一般采用基板进行 X 、 Y 平面运动,喷嘴进行 Z 方向运动,如图 1.1.14 所示。

图 1.1.13 挤出系统
(图片来源于创想三维)

图 1.1.14 运动系统
FDM典型设备包括 3D打印笔、桌面级FDM打印机以及工业级FDM打印机 3 种。
3D打印笔是一支可以在空气中书写的笔,帮人们把想象力从纸张上解放出来,是目前较为简单和廉价的 3D打印工具(图 1.1.15)。

图 1.1.15 3D打印笔

3D打印笔(蝴蝶)案例
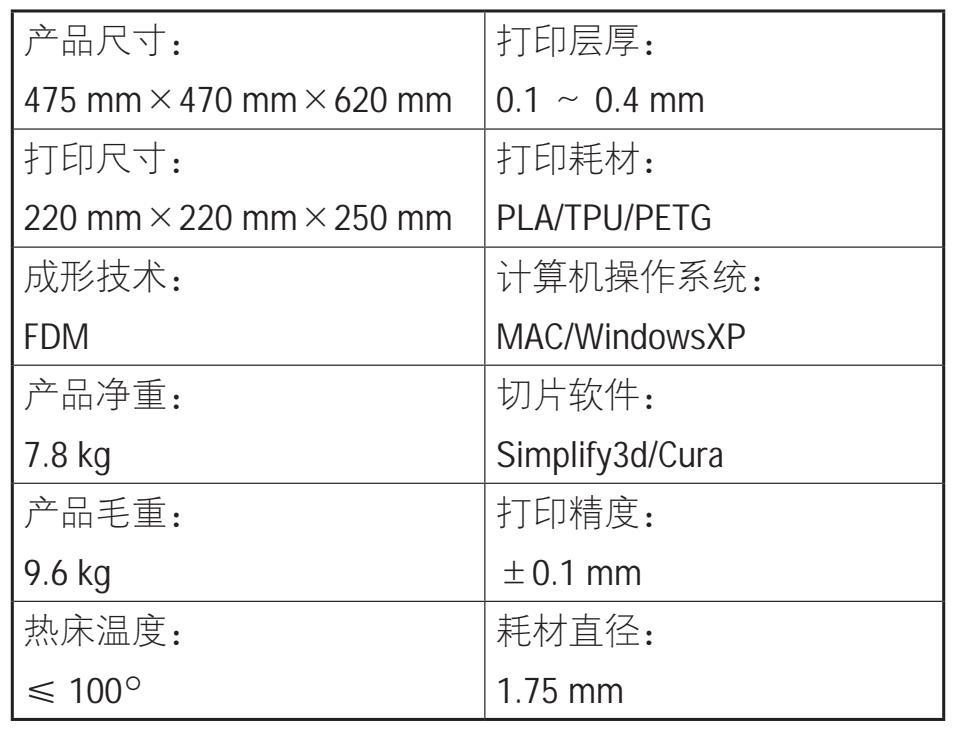
桌面级FDM打印机成形零件尺寸为 250 mm× 250 mm× 300 mm左右,能够满足普通人DIY和学生学习的基本需求,是一般学校教学、个人研究的主要设备。如图 1.1.16 所示为创想三维的Ender-3 打印机,其参数见表 1.1.1。

图 1.1.16 创想三维的Ender-3 打印机
表 1.1.1 产品参数
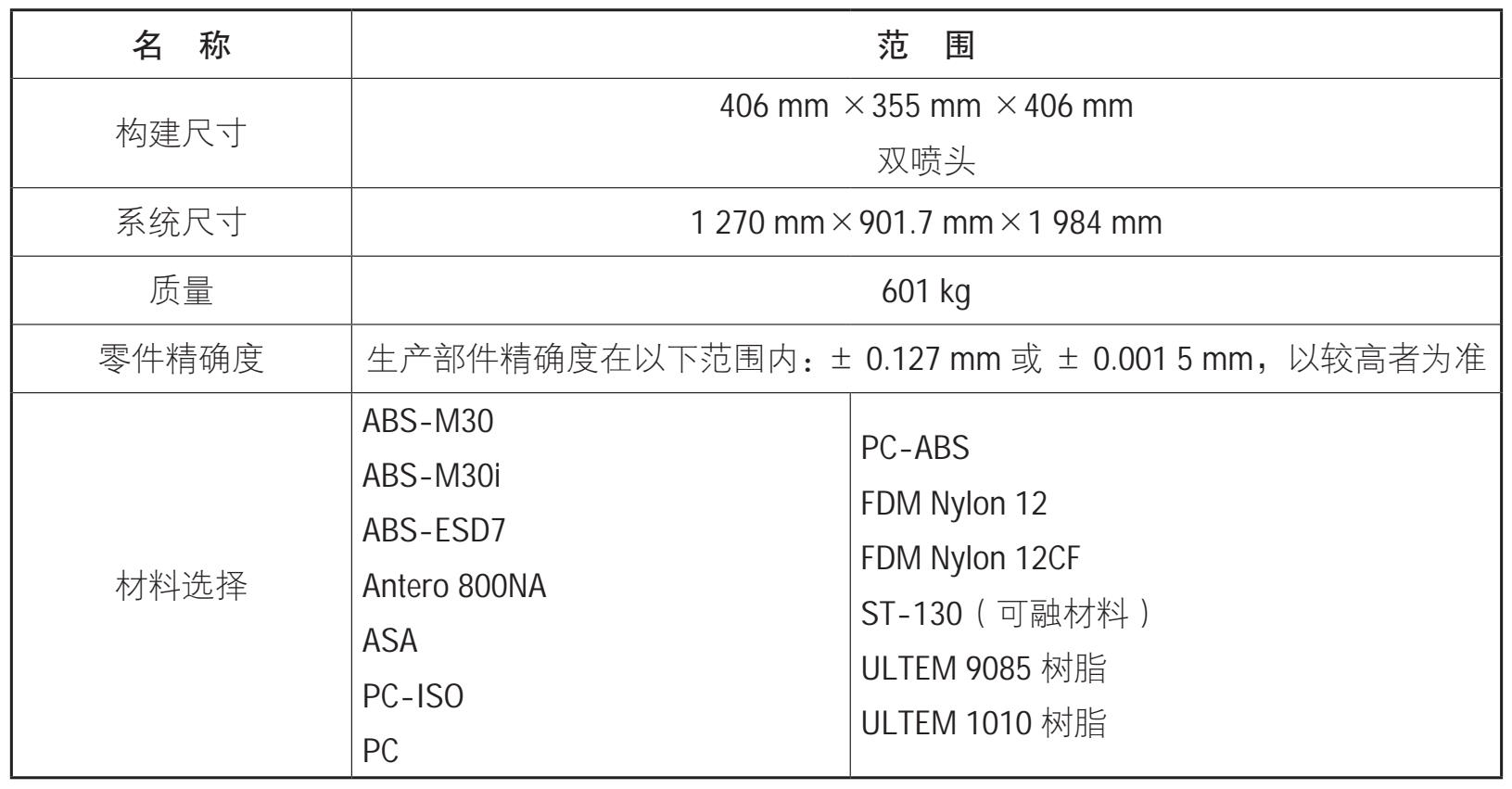
与桌面级FDM打印机不同,工业级FDM打印机可以将 3D打印技术与生产级热塑性塑料结合,快速成形具有较高尺寸精度和可重复性的高强度、耐用、尺寸稳定的部件,用于航天、医疗、汽车、电子和其他专业。如图 1.1.17 所示为Stratasys公司的Fortus 450 mc,其产品参数见表 1.1.2。

图 1.1.17 工业级FDM打印机
工业级FDM 打印机使用常用的热塑性塑料制造零件,如ABS、聚碳酸酯、各种共混物,以及工程热塑性塑料。
表 1.1.2 产品参数
打印参数对 3D打印最终零件质量至关重要,需要根据丝材种类、丝材质量、打印零件质量要求、打印周期、打印难度等综合调整,最终达到打印零件质量、打印成功率、打印时间之间的平衡。
FDM成形过程中影响打印零件质量的参数较多,大体可以分为如图1.1.18所示几个方向,其中常用的参数包括层高、喷嘴温度、挤出速度、填充比例等。
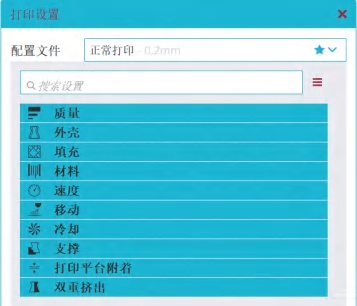
图 1.1.18 打印参数设置
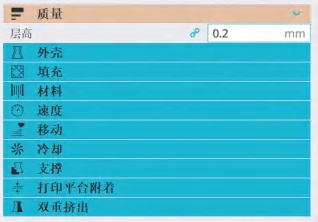
图 1.1.19 层厚设备
厚高是指将三维数据模型进行切片时的单层高度,也是 3D打印设备每次 Z 轴上升的高度,以mm为单位,正常层厚在 0.2 mm左右(图 1.1.19)。层厚较大时,模型分辨率降低,零件表面会有明显的台阶,但成形时间较短;分层厚度较小时,零件成形精度和表面质量会更好,成形时间较长。
与其他材料成形方法不同,3D打印成形过程中可以选择不同的密度,零件内部可以选择中空或网格,零件表面完全填充,从而缩短成形周期,实现材料利用最大化。零件内部的填充图案根据强度要求可以选择网格、三角形、正方形等形状。对无特殊要求的零件,可以选择填充密度 20%,填充图案为立方体,如图 1.1.20 所示。
温度升高,热塑性材料流动性增强,黏结性好,收缩性大。喷嘴温度主要与打印材料的种类和性能相关,不同厂家及颜色的材料最佳成形温度有一定区别,需要操作者根据实际情况进行微调,如图 1.1.21 所示。打印平台温度主要减少零件成形过程中的变形和翘曲,成形小型零件可以不加热打印平台,大型零件和变形较大的零件都要进行打印平台加热。
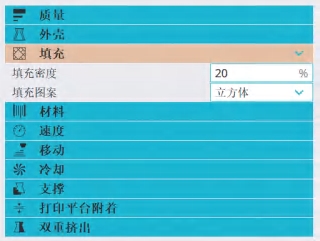
图 1.1.20 填充密度及填充图案设置
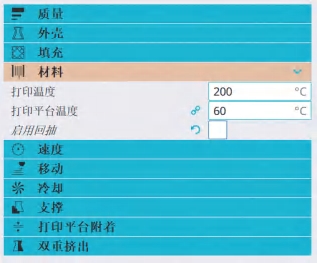
图 1.1.21 喷嘴及打印平台温度设置
打印速度是指丝材从喷嘴中挤出时的速度。在保证运动机构运行平稳的前提下,填充速度越快,成形时间越短,效率越高,如图 1.1.22 所示。
FDM成形零件过程中,一般情况下支撑悬垂角度大于 45°的部分都必须使用支撑结构,否则打印过程中可能出现塌陷现象。一般在零件的底部也设计支撑,方便零件打印后从打印平台上取下,如图 1.1.23 所示。
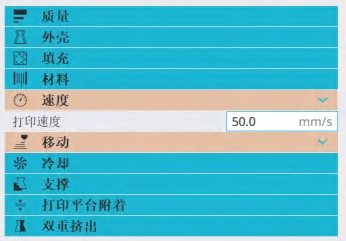
图 1.1.22 打印速度设置
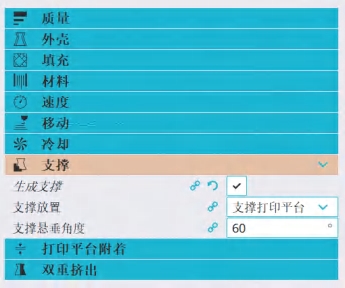
图 1.1.23 支撑设置
(1)设备价格低廉
FDM 不使用激光,结构简单,成本低。桌面级FDM设备价格可以控制在 2 000 元左右,而DIY打印机的价格更是可以控制在 1 000 元以下。同时,桌面级FDM设备操作简单、设备故障率低、不需要专业培训即可轻松使用。
(2)材料成熟、无毒
大多数热塑性塑料材料都可以制成丝材供FDM打印机使用,丝材价格相对便宜,目前大部分丝材为可生物降解材料,对环境危害小。
(3)后处理简单
仅需要几分钟到 15 分钟,剥离支撑后原型即可使用。
(1)成形精度低
成形件表面有明显的条纹,表面质量差;塑料材料热胀冷缩严重,容易发生翘曲和变形等缺陷,零件精度较差。
(2)成形速度慢
FDM设备使用电机控制喷头及打印平台 X/Y/Z 方向移动,成形速度较使用激光成形速度慢。增大单层层厚、加大喷嘴直径、减小填充密度、多喷头协调、提高成形速度等方法均可以缩短零件成形周期,但对零件的表面质量和力学性能有较大负面影响。
(3)力学性能差
成形零件力学性能较差,特别是垂直于打印方向的力学性能。

无人机模型
成都航空职业技术学院 2017 级航空材料精密成形专业学生游豪采用UG软件对一种小型四旋翼无人机框架进行了建模、优化设计及FDM打印,采用轻量化和一体化设计理念将四旋翼无人机框架总零件数减少到 3 个,成形过程中无支撑或少支撑,3 个零件一版成形,获得“一种基于 3D打印的无人机框架”,实现新型专利授权,如图 1.1.24、图 1.1.25 所示。
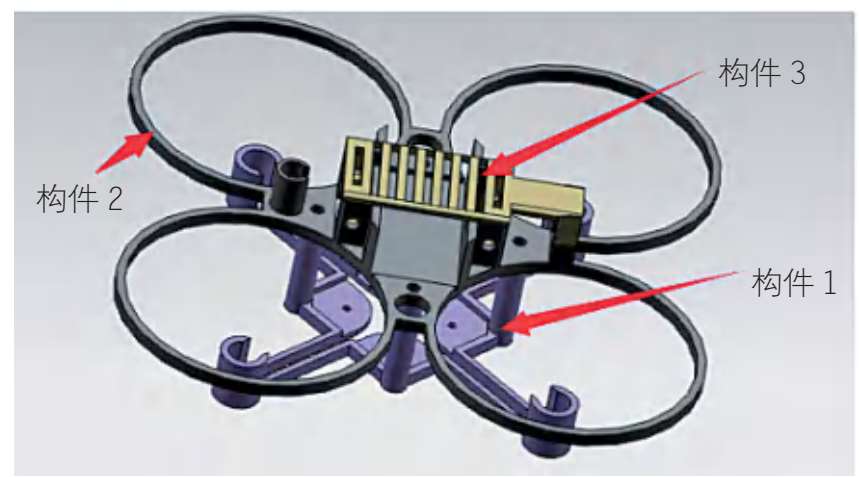
图 1.1.24 无人机框架装配体

图 1.1.25 基于FDM方法成形的无人机框架
在生活中,可以使用普通打印机将计算机设计的平面物品打印出来。用 3D打印机可以打印以下立体物品:
①生活类:手机支架、挂钩、夹子、书挡、耳机支架、口罩扣。
②学习类:笔筒、无人机、机器人。
③创意类:徽章、奖牌、动漫手板、首饰、创意花盆。
_______________项目学习任务评价表
1.以下方法不属于增材制造的是( )。
A.燕子筑巢 B.蜂巢 C.蚕结茧 D.老鼠打洞
2.( )仅使用 3D打印技术无法制作完成。
A.首饰 B.手机 C.服装 D.义齿
3. FDM技术的全称是( )。
A.叠层实体制造 B.熔融挤出成形 C.立体光固化成形 D.选择性激光烧结
4. 3D打印切片软件三维模型导入格式通常是( )。
A. STL B. SAL C. LED D. RAD
5.以下不是 3D打印技术优点的是( )。
A.产品多样化不增加成本 B.成形大型零件
C.制造复杂物品不增加成本 D.减少废弃副产品
6.各种各样的 3D打印机中,精度较高、效率较高、售价相对较高的是( )。
A.工业级 3D打印机B.个人级 3D打印机
C.桌面级 3D打印机D.专业级 3D打印机
7. FDM成形工艺中熔化塑料丝材的热源是( )。
A.激光 B.电阻加热 C.感应加热 D.电子束
8.缩短FDM设备打印零件打印周期的方法不包括( )。
A.增大单层层厚 B.加大喷嘴直径 C.减小填充密度 D.增大丝材直径
9. FDM成形工艺最显著的特点是( )。
A.使用低熔点的丝材作为原料 B.材料加热温度在 200 ℃左右
C.采用塑料作为原材料 D.将熔融的材料从喷嘴挤出