
下载掌阅APP,畅读海量书库
立即打开



铝挤压模具是铝挤压成型工艺中最为关键的要素。模具设计的合理性、模具材料的选择和模具加工尺寸精度等,直接影响挤压模具的寿命以及挤压型材产品的表面质量、尺寸精度和力学性能。挤压模具的分类多种多样,按照模具孔的数量,可以分为单孔模和多孔模;按照挤压型材产品结构,可以分为实心模、半空心型材模和空心型材模,图2-13所示为三种模具对应的挤压型材零件的分类;按照模具结构,可以分为整体模、分流组合模、嵌合模等。
挤压模具本质上是具有一定厚度,包含一个或多个孔的圆形钢盘零件。实心模具用于生产不包含任何中空的零件。如果零件不大的话,则一般可以考虑做多孔模。图2-14所示即为工字形型材实心多孔模示意图,可以一次挤出4根型材产品,提高生产效率。
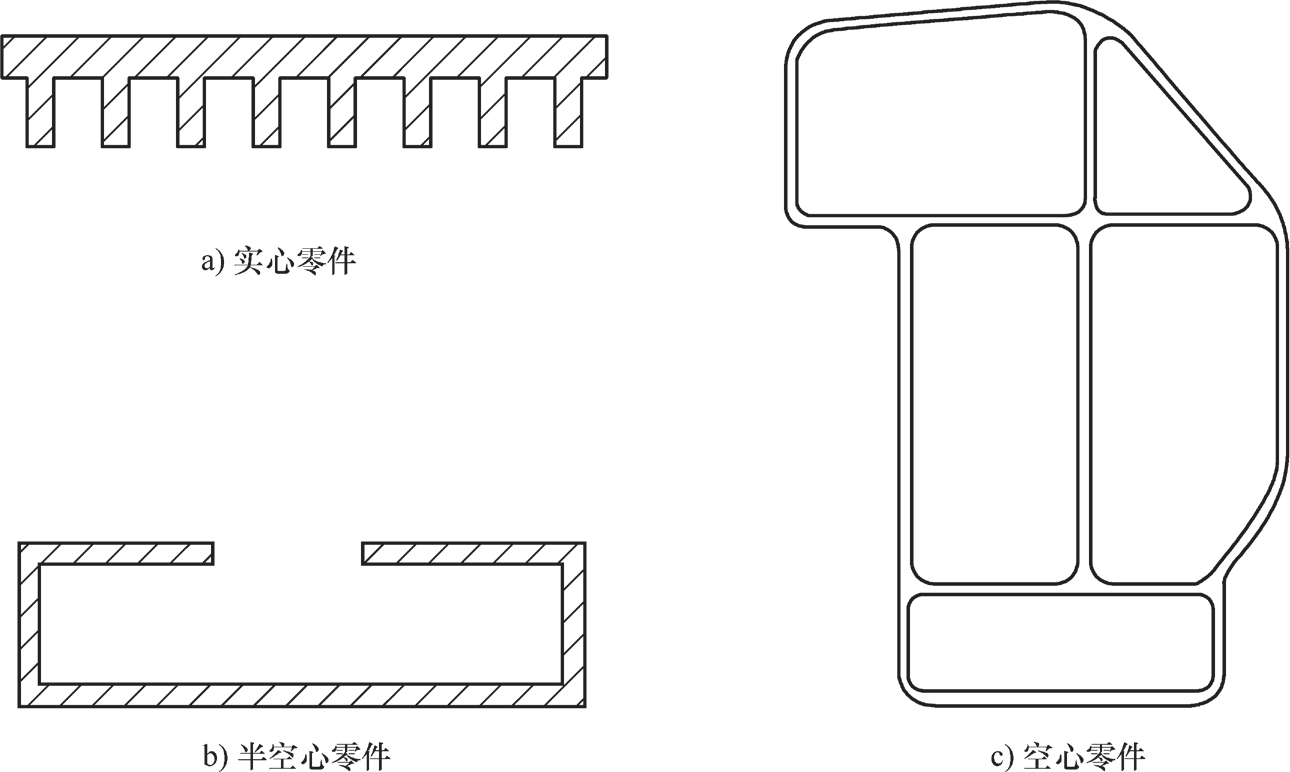
图2-13 挤压型材零件的分类
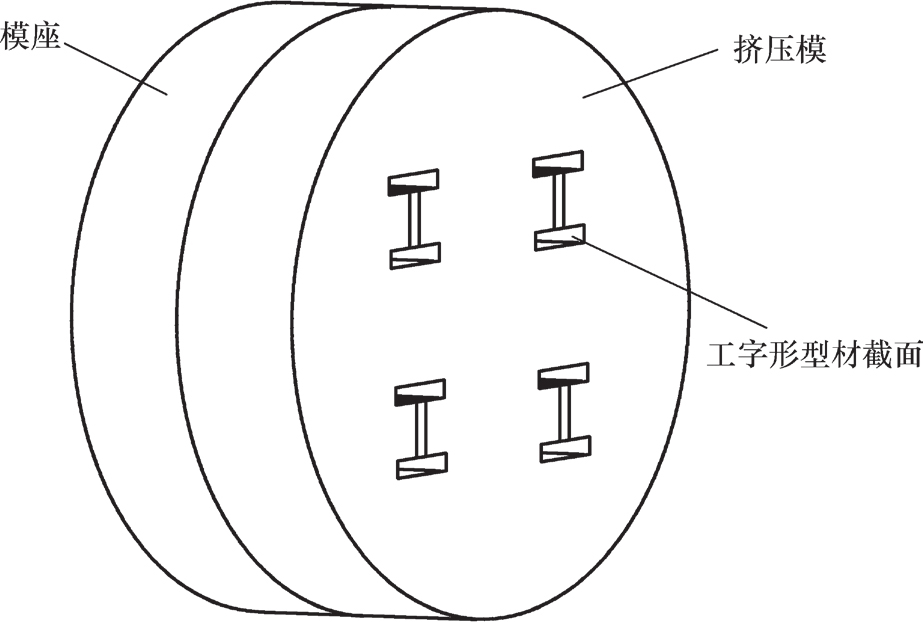
图2-14 工字形型材实心多孔模示意图
半空心模和空心模则用于生产包含中空的零件,一般分为上模和下模。汽车用零件常见的都是采用这两种形式的模具,而复杂截面的铝型材常采用平面分流组合模具来成型。平面分流组合模具有以下几个特点:可以成型多孔内腔的空心型材产品或者复杂的半空心型材;可实现连续挤压并截取任意长度的型材;易拆换和维修加工,模具成本低;焊缝较多,容易出现失效;对模具加工和装配精度要求高,上下模要求严格对中;变形阻力和挤压力大。汽车产品上的型材通常带有空心结构,故而常用的模具形式是平面分流组合模。其特征是将模芯放在模孔中,相互嵌套构成一个成型空心型材内腔形状的整体结构,模芯在模子中如同舌头。
下面以上海友升铝业在专利CN 201521014145.3中提到的一种日字形铝型材件平面分流组合模具为例来简要介绍一下。如图2-15所示,模具分为上模7和下模8,上模7包括分流孔3以及分流孔之间的分流桥1,以及中部的公头(或称为模芯)4,下模8则包含焊合室5、模孔和空刀。上模公头4和下模模孔嵌套部分则组成了工作带6,决定了型材的内腔和外部尺寸。铝棒在挤压机推杆的推动下,经过多个分流孔分成几股金属流,然后在焊合室内交汇并重新焊合在一起,并通过工作带后成型获得所需形状的型材。分流桥的作用是将一根铝棒分流成多股金属流,并支撑中部的模芯,常见的分流桥截面为矩形倒角形或水滴形。模芯的强度和刚度需要重点关注,焊合压力较大的情况下,模芯容易失稳,进而影响型材件截面的壁厚尺寸。空刀是为了减少挤压摩擦让金属流顺利通过,避免划伤型材表面。图2-16所示为山东大学在专利CN 201710970057.8中展示的一种平面分流组合模具三维示意图,可以很清晰地看出模具的关键组成部分。
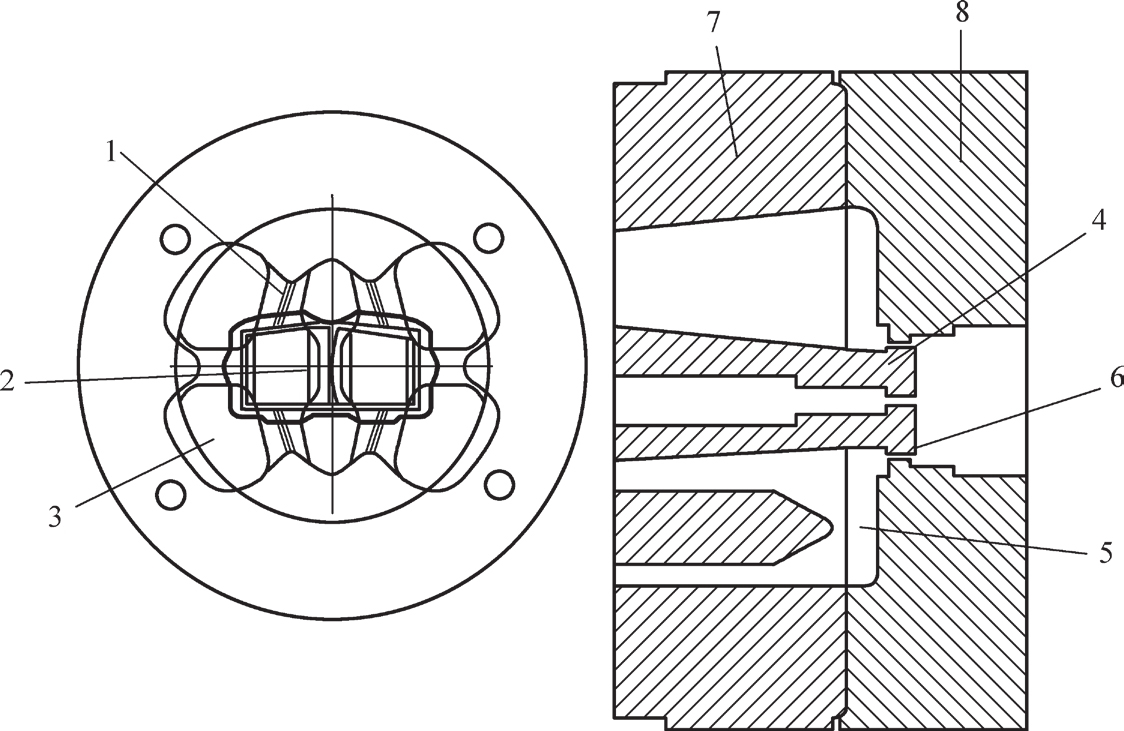
图2-15 日字形铝型材件平面分流组合模具
1—分流桥 2—直冲孔 3—分流孔 4—公头 5—焊合室 6—工作带 7—上模 8—下模
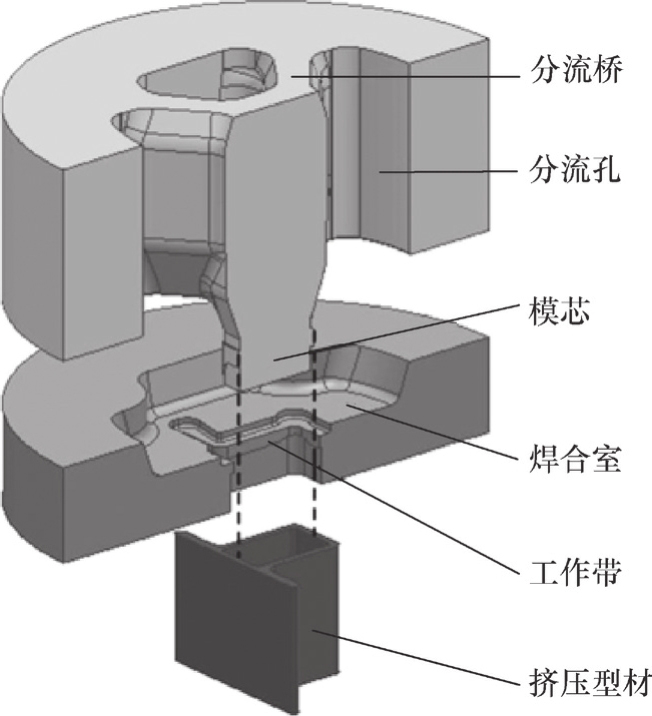
图2-16 一种平面分流组合模具三维示意图
挤压模具的工作条件比较恶劣,长时间在高温、高压下工作并承受交变的载荷,且挤压型材的材料如果强度高,流动性差,那么对模具的磨损就会更严重。常见的模具失效形式有断裂、变形、磨损等。比如对于6063-T5的电机壳体的型材件来说,通常模具在挤压3000~5000套机壳零件后,就需要新开模具进行替换了,否则零件的尺寸精度就会难以满足要求,或模具容易出现断裂。在模具选材时,要综合多方面因素进行考虑,最终选择最合适的材料。常用的模具材料有3Cr2W8V、4Cr5MoSiVI钢或者5CrNiMo钢等。
挤压模具的重要结构参数包括模角 a (胚料被挤压收缩处的斜面和胚料中心线的夹角)、工作带长度 l (一般工作带的长度为2~10mm)、工作带直径 d 1 (工作带是指模子中用于保证型材的形状、尺寸和质量的工作区间)和出口直径 d 2 。
图2-17所示为型材挤压模具制模工艺流程图,包括模具设计、粗车、电火花加工、热处理、线切割加工、磨削加工和渗氮处理等。
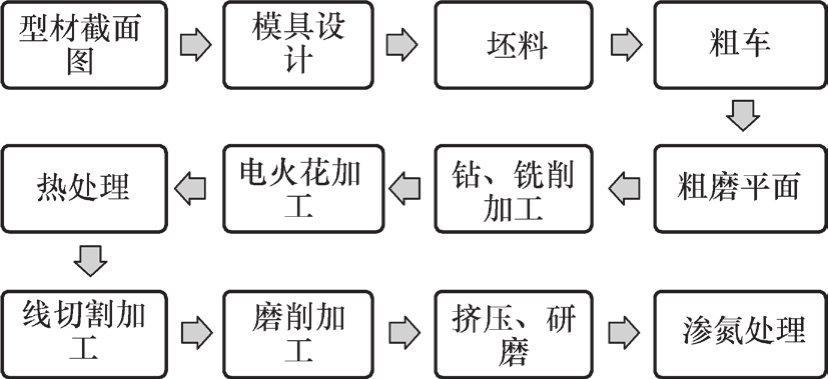
图2-17 型材挤压模具制模工艺流程图
在铝挤压工艺过程中,常遇到的几种模具失效和零件质量缺陷的问题如下:
(1)分流桥断裂 由于铝棒材料强度过高、分流桥支撑强度不足等原因,导致分流桥出现断裂的现象,一般出现在结构薄弱应力集中的地方。产生失效的主要形式和原因有:
1)疲劳裂纹。由于交变应力的反复冲击和交变的温度冲击,导致模具材料出现微小裂纹进而加速拓展。
2)磨损。模具型腔在金属流的长时间剧烈摩擦下,不可避免地会产生磨损。
3)塑性变形。模具型腔在高温和交变载荷下产生软化和塑性变形。
(2)焊合不良 焊缝位于分流桥的下方,是金属分流后重新焊合形成的结合面。经扩口试验等手段可以看出一般扩口撕裂出现在焊合线的位置,也表明该区域是零件的薄弱之处。如果焊合不良,则可能出现肉眼可见的缝隙。主要原因有金属流供应不足,在焊合室没有充分焊合就流出模口。
(3)型材弯曲和扭拧 由于零件截面不对称或厚度不均匀,引起型材各部位金属流速不一致;或者由于模芯较多,挤压力较大时,模芯发生弹性形变。
(4)型材力学性能不均匀 比较常见的一是型材横截面上的力学性能差异,主要是截面上不同位置的温度不一,最终导致不同位置的抗拉强度、屈服强度和伸长率的差异;二是挤压长度方面上的力学性能差异,一方面是由于挤压过程中的挤压速度影响,金属流通过模口的温度有波动,另一方面是在开始挤压时,铝合金坯料变形不充分,挤压出的型材件金属组织不均匀,在挤压结束时,容易产生缩尾现象,因此去头切尾也是常用的减少挤压长度上力学性能差异的方法。
(5)起皮、表面粗糙等表面缺陷 原因有挤压筒杂质残留、清洁度不高、铝棒内部杂质以及出口温度过高等。
而在挤压模具设计和挤压工艺生产过程中,就是要尽量避免以上的失效情况和质量缺陷问题,延长模具的寿命,获得尺寸精度高、力学性能均匀的型材零件。在模具设计过程中,会通过CAE数值仿真的手段来分析模具的强度和零件的成型情况。孙雪梅在论文《复杂铝合金型材挤压过程数值建模与模具优化设计方法研究》中提到,通过建立基于HyperXtrude的铝合金型材挤压过程的数值模型来研究材料变形规律,可以揭示工艺与模具参数的影响规律,探讨复杂截面型材的模具结构优化设计方法。
(1)模具结构设计合理 保证有足够的强度,改善各区域受力的均匀性,避免应力集中。
(2)模具钢选材和热处理合理 选择合适的热作模具钢,如4Cr5MoSiV1,同时进行淬火和回火处理以提升性能。
(3)工作带的寿命延长 工作带是铝金属成型的关键因素,任何引起工作带失效的因素都可能导致模具过早失效。可以通过各种方法来延长工作带和模具寿命,其中一种方法是氮化。渗氮是一种表面处理工艺,可使工作带表面变得极为光滑和坚固。
(4)保证模具表面粗糙度和关键尺寸精度符合要求 要求在机加工过程中必须满足表面粗糙度和尺寸精度的要求,各成型面连接处光滑连接。
(5)设备操作和工艺过程严格管控 设备操作熟练、模具预热充分、铝棒均匀化处理、合理的保温温度和时间。