
下载掌阅APP,畅读海量书库
立即打开



1)熟练判断数控机床坐标系的坐标轴位置和方向。
2)掌握机床坐标系、机床原点、机床参考点、工件坐标系、工件坐标系原点的含义。
3)熟练掌握数控编程的步骤及内容。
4)熟悉数控加工程序的结构与格式。
5)了解数控车床的编程方式。
6)了解数控编程的方法。

1.3.1 坐标系
(1)机床坐标系 在数控机床上,机床的动作是由数控装置来控制的,为了确定机床上的成形运动和辅助运动,必须先确定机床上运动的方向和移动的距离,这就需要在机床上建立一个坐标系,这个坐标系称为机床坐标系,也叫标准坐标系。机床坐标系是机床固有的坐标系,是用来确定工件坐标系的基本坐标系,是确定刀具(刀架)或工件(工作台)位置的参考系,并建立在机床原点上。
(2)机床原点 机床原点(或称机床零点)即机床坐标系的原点,是机床制造商设置在机床上的一个物理位置,又是数控机床进行加工或部件位置移动的基准点。数控机床经过设计、制造和调整后,这个原点便被确定下来,一般情况下不允许用户更改。机床原点的作用是使机床与控制系统同步,建立测量机床坐标系运动坐标( X 、 Y 、 Z 轴)的起始点。
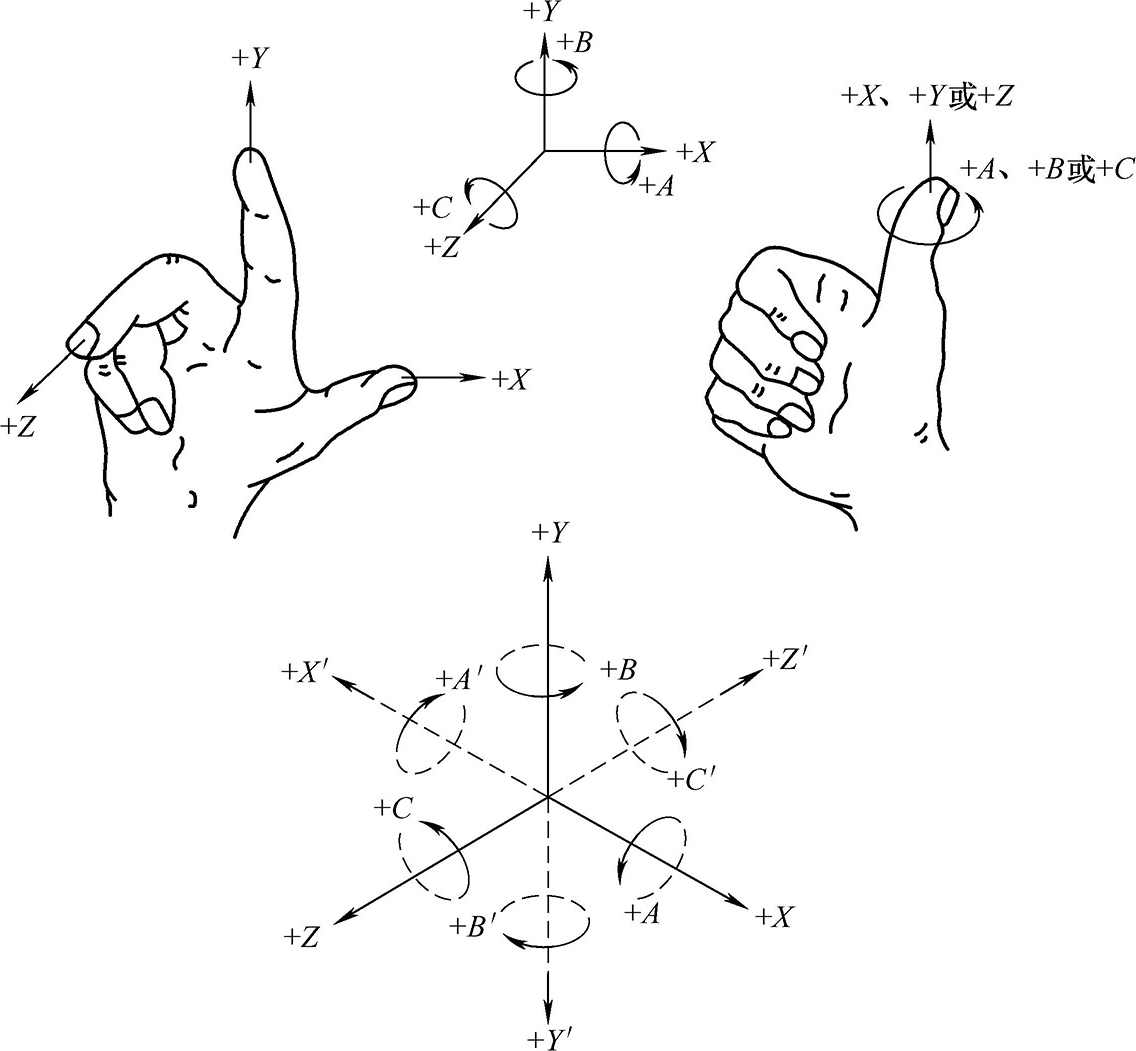
图1-33 右手笛卡儿坐标系
(3)坐标轴及其运动方向 对于数控机床坐标轴名称及其正负方向,我国已制定了《数控机床坐标和运动方向的命名》,与ISO标准相同。标准坐标系采用右手笛卡儿定则,如图1-33所示。在图中,直线进给运动用直角坐标轴 X 、 Y 、 Z 表示,称为基本坐标轴。基本坐标轴平行于机床的主要导轨,它与安装在机床上并按机床的主要直线导轨找正的工件有关;根据右手螺旋定则,围绕 X 、 Y 、 Z 轴旋转的转动轴分别用 A 、 B 、 C 坐标表示。
X 、 Y 、 Z 坐标的相互关系用右手定则确定。伸出右手的拇指、食指和中指,并互为90°,则拇指代表 X 坐标,食指代表 Y 坐标,中指代表 Z 坐标。拇指的指向为 X 坐标的正方向,食指的指向为 Y 坐标的正方向,中指的指向为 Z 坐标的正方向,分别用+ X 、+ Y 、+ Z 表示。 A 、 B 、 C 正向根据右手螺旋定则确定,拇指指向 X 、 Y 、 Z 轴的正方向,四指弯曲的方向为各旋转轴的正方向,并分别用+ A 、+ B 、+ C 来表示。与+ X 、+ Y 、+ Z 、+ A 、+ B 、+ C 相反的方向用带“′”的+ X ′、+ Y ′、+ Z ′、+ A ′、+ B ′、+ C ′表示。
(4)确定机床坐标轴 数控机床的进给运动是相对运动,有的是刀具相对于工件运动,有的是工件相对于刀具运动,为了使编程人员能在不知道刀具相对于工件运动还是工件相对于刀具运动的情况下,按零件图要求编写出加工程序,统一规定永远假定刀具相对于静止的工件而运动,机床某一运动部件的运动正方向为增大工件与刀具间距离的方向。确定机床各坐标轴的方法和步骤如下。
1) Z 轴。 Z 坐标的运动由主要传递切削动力的主轴决定,即平行于主轴轴线的坐标轴为 Z 轴, Z 坐标的正向为刀具离开工件的方向。对于具有旋转主轴的机床,如图1-34所示的卧式车床和如图1-35所示的立式升降台铣床,与主轴轴线平行的标准坐标轴即为 Z 轴;对于没有主轴的机床,如图1-36所示的牛头刨床等,以垂直于装夹面的坐标轴为 Z 轴。若机床有几个主轴,可选择一个垂直于工件装夹面的主要轴作为主轴,并以它确定 Z 坐标。
2) X 轴。 X 坐标运动是水平的,它平行于工件装夹面,是刀具或工件定位平面内运动的主要坐标。对于机床主轴带动工件旋转的机床,如数控车床等, X 坐标方向规定在工件的径向上且平行于机床的横导轨,刀具离开工件旋转中心的方向是 X 轴的正方向,如图1-34所示。对于机床主轴带动刀具旋转的机床,如数控铣床、钻床、刨床等,如果 Z 轴是竖直的,则从刀具(主轴)向立柱看, X 轴的正方向指向右边,如图1-35所示;如果 Z 轴是水平的,则从刀具(主轴)向工件看, X 轴的正方向指向左边,如图1-37所示;对于无主轴的机床,如刨床等,则选定主要切削方向为 X 轴正方向,如图1-36所示。
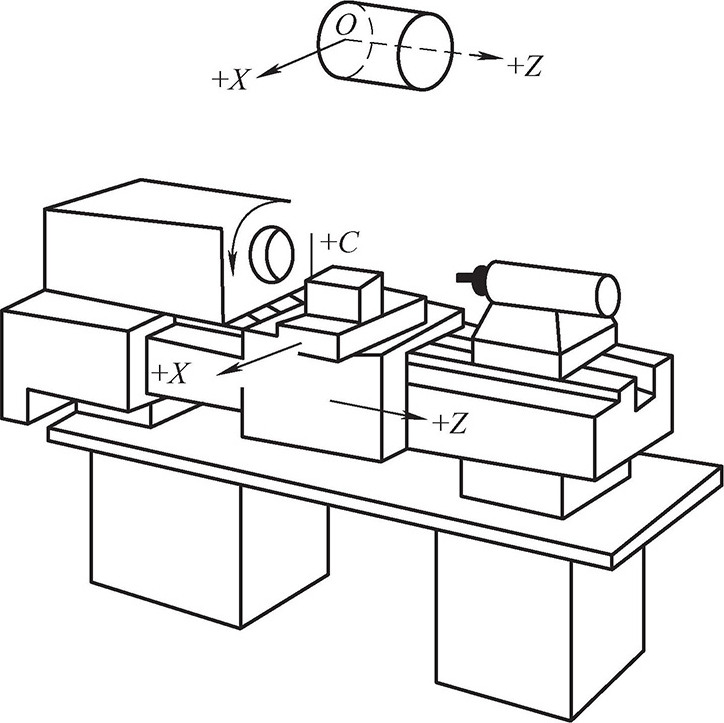
图1-34 卧式车床
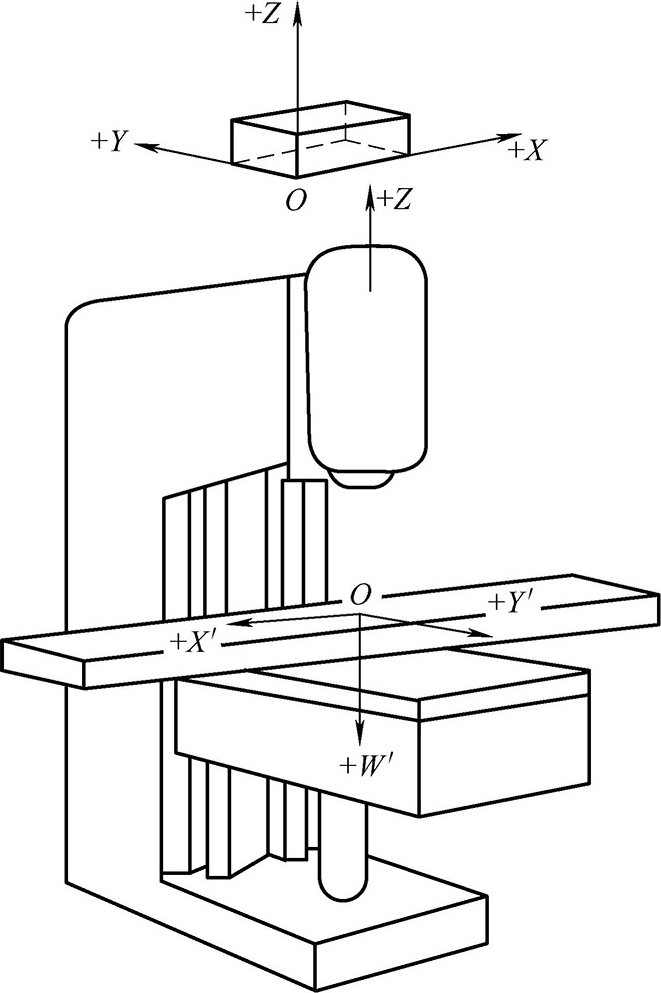
图1-35 立式升降台铣床
3) Y 轴。 Y 坐标垂直于 X 、 Z 坐标轴,并按照右手笛卡儿坐标系来确定。
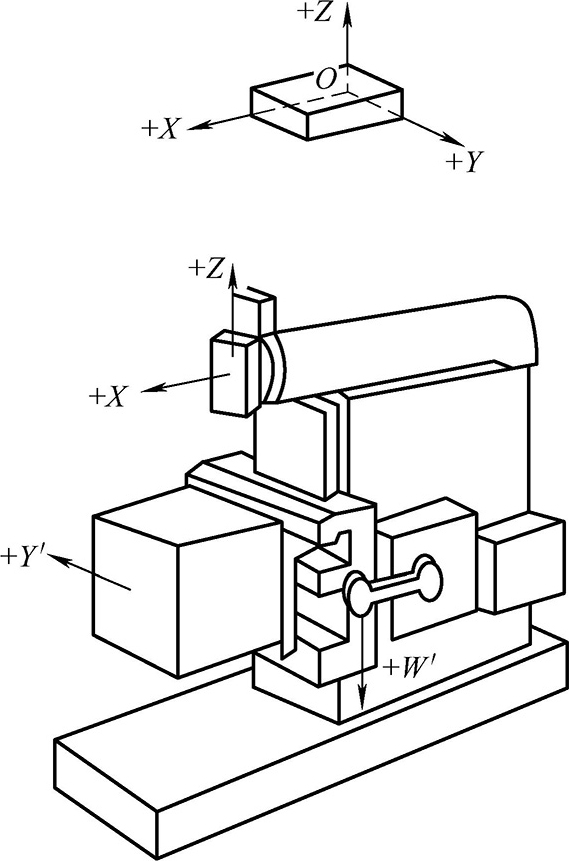
图1-36 牛头刨床
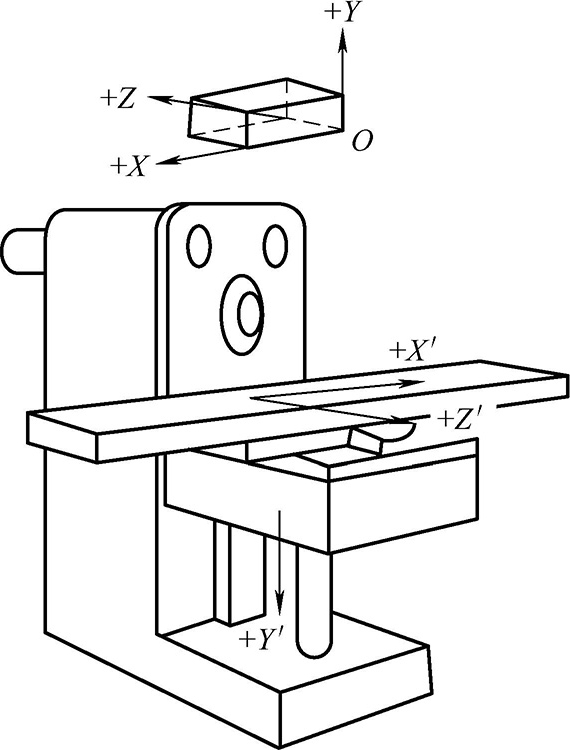
图1-37 卧式升降台铣床
4)旋转运动 A 、 B 、 C 轴。在确定了 X 、 Y 、 Z 坐标的正方向后,可按右手螺旋定则确定 A 、 B 、 C 坐标的正方向。
工件坐标系是编程人员在编程时使用的坐标系,也称编程坐标系或加工坐标系,它是编程人员根据零件图样及加工工艺等建立的坐标系。为了方便编程,首先在零件图上适当选定一个编程原点,该点应尽量设置在零件的工艺基准与设计基准上,并作为原点再建立一个新的坐标系,称为工件坐标系,该编程原点称为工件坐标系原点。数控车床的机床坐标系、工件坐标系关系如图1-38所示,数控铣床的机床坐标系、工件坐标系关系如图1-39所示。
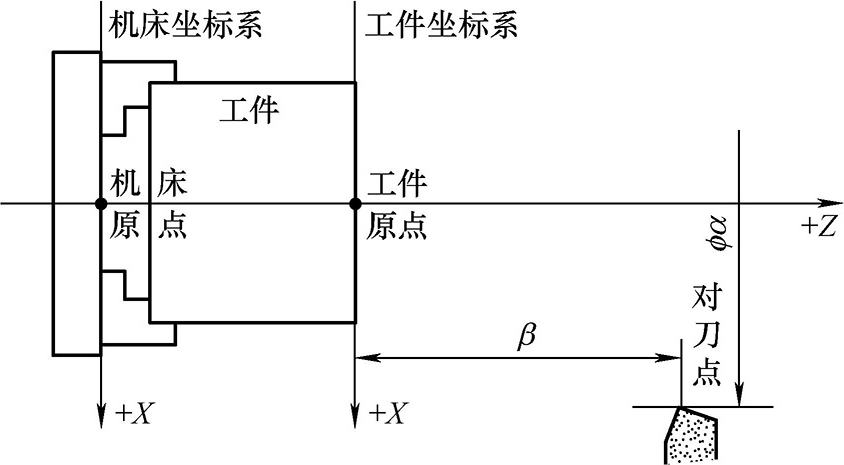
图1-38 数控车床的坐标系
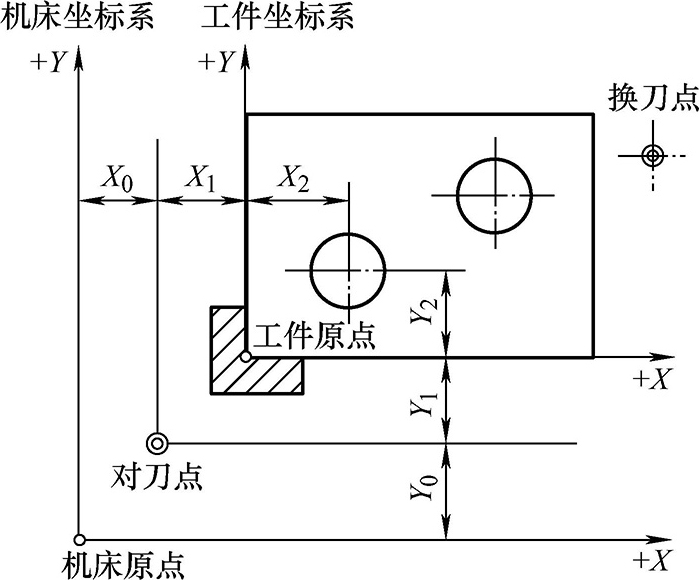
图1-39 数控铣床的坐标系
工件坐标系用来确定编程与刀具的起点,确定时不必考虑工件毛坯在机床上的实际装夹位置。设定工件坐标系时应遵循的原则如下。
1)工件原点应尽量选在零件图的尺寸基准上,这样可以直接用图样标注的尺寸作为编程点的坐标值,减少数据换算的工作量。
2)工件原点应尽量选在尺寸精度高、粗糙度值低的工件表面上,以提高工件的加工精度。
3)对于对称的工件,最好将工件原点设在工件的对称中心上。
4)工件原点的选择要便于装夹、测量和检验工件。
机床工作时,为了建立机床坐标系,通常在每个坐标轴的移动范围内(一般在 X 轴和 Z 轴的正方向最大行程处)设置一个机床参考点(测量起点)。机床启动时,通常要机动或手动运行返回参考点,以建立机床参考点到机床零点的距离。机床回了参考点,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点。CNC就建立了机床坐标系。
机床参考点是数控机床上一个特殊位置的点,它的位置由设置在机床 X 轴方向、 Z 轴方向滑板的机械挡块的位置确定。当刀架返回机床参考点时,装在 X 轴方向和 Z 轴方向滑板上的两挡块分别压下对应的开关,向数控系统发出信号,停止刀架滑板运动,即完成了回参考点的操作。
机床参考点与机床的原点在其进给轴方向上的距离在出厂时已确定,利用系统指定的自动返回参考点G28指令,可以使指令的轴自动回到机床上的参考点。在机床通电后,刀架返回参考点之前,无论刀架处于什么位置,此时屏幕上显示的 X 、 Z 轴坐标值均为0。当完成了返回机床参考点的操作后,屏幕上立即显示刀架中心点(对刀参考点)在机床坐标系中的坐标值,即建立了机床坐标系。数控车床的参考点如图1-40所示;数控铣床的参考点如图1-41所示。
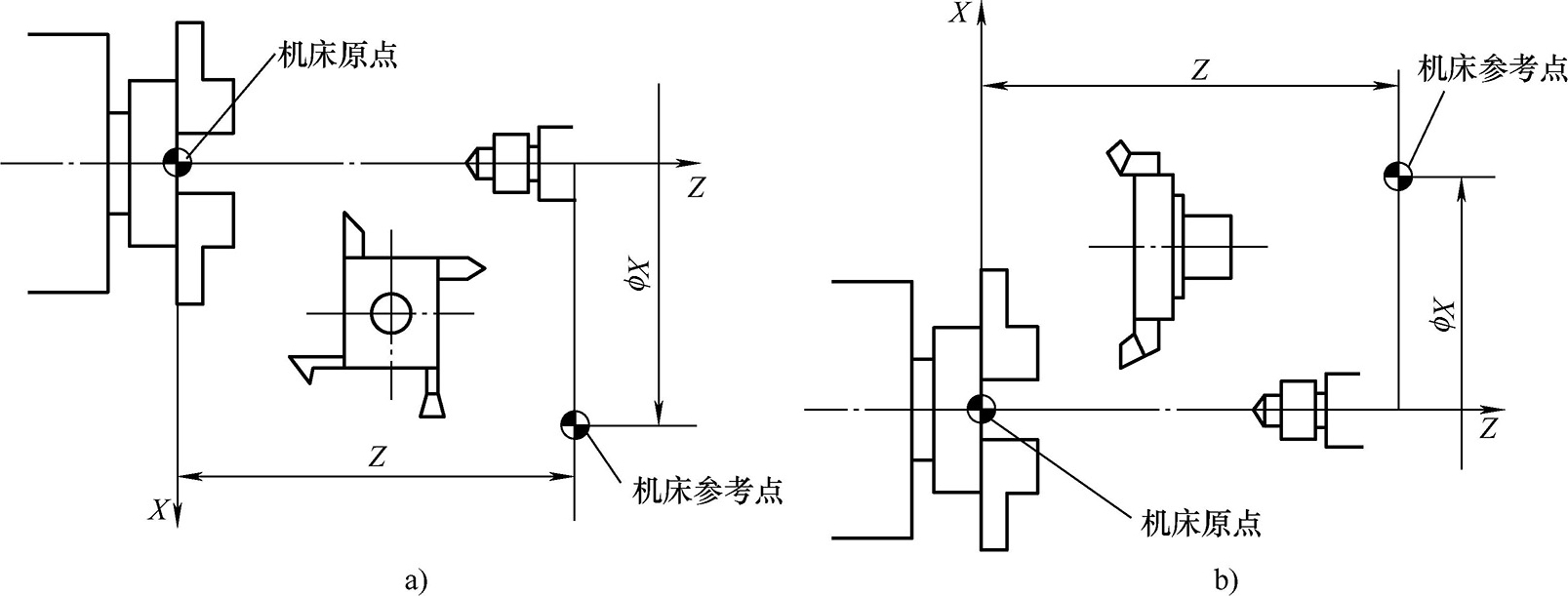
图1-40 数控车床的参考点
a)刀架前置的机床参考点 b)刀架后置的机床参考点
在数控车床上,工件坐标系原点一般设在右端面与主轴回转中心线的交点 O 上。坐标系以机床主轴线方向为 Z 轴方向,刀具远离零件的方向为 Z 轴的正方向,接近零件的方向为负方向。 X 轴位于水平面且垂直于零件旋转轴线,刀具远离主轴线的方向为 X 轴正方向。前置刀架卧式数控车床的坐标系与方向如图1-42所示。
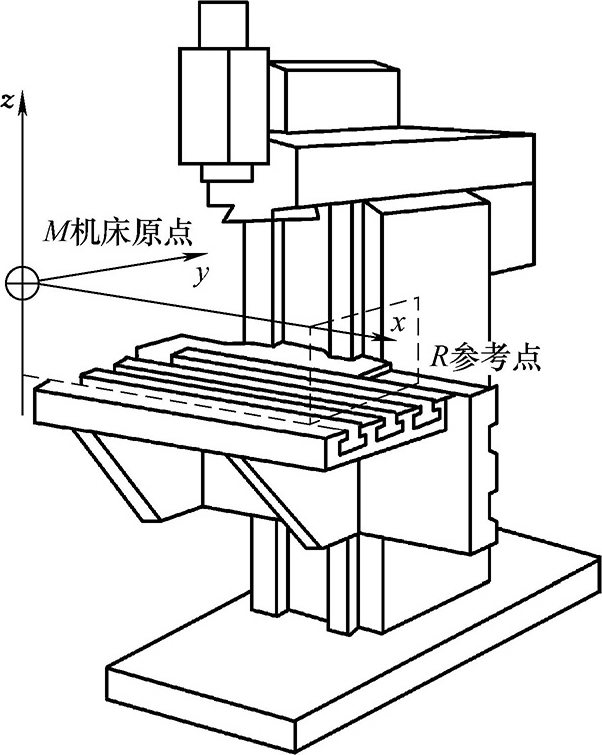
图1-41 数控铣床的参考点
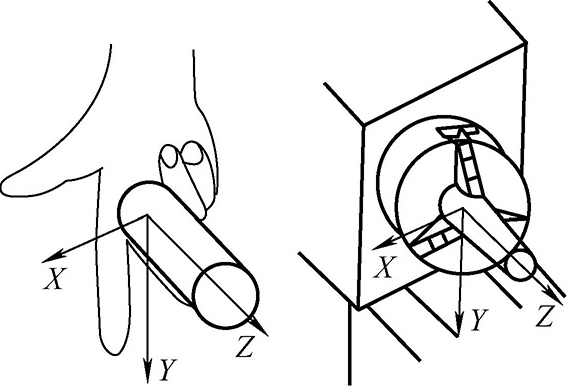
图1-42 前置刀架卧式数控车床坐标系与方向示意图

1.3.2 数控编程的步骤和主要内容
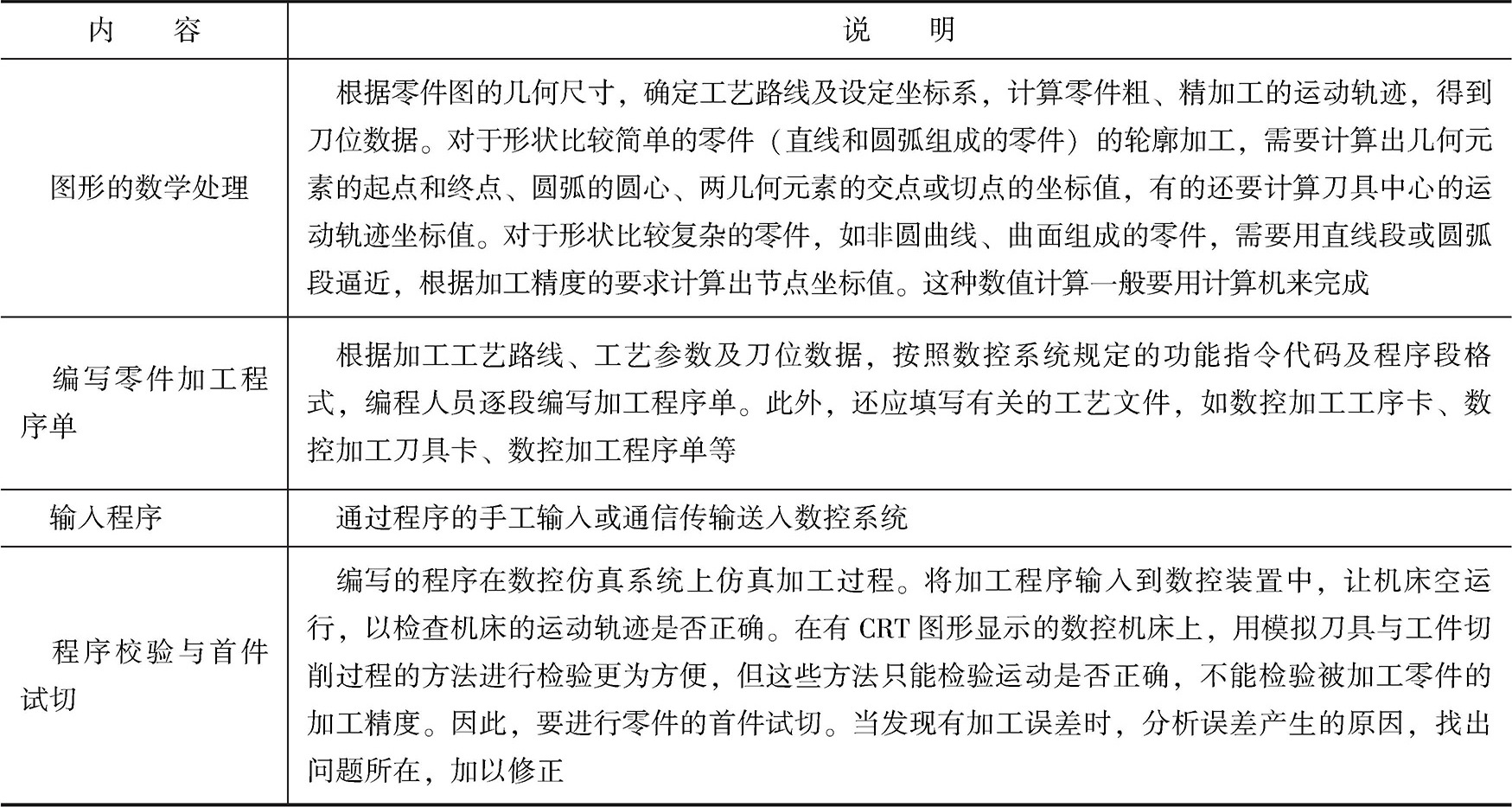
数控编程是指从零件图到获得数控加工程序的全部工作过程。数控编程的步骤一般如图1-43所示,其内容和说明见表1-7。
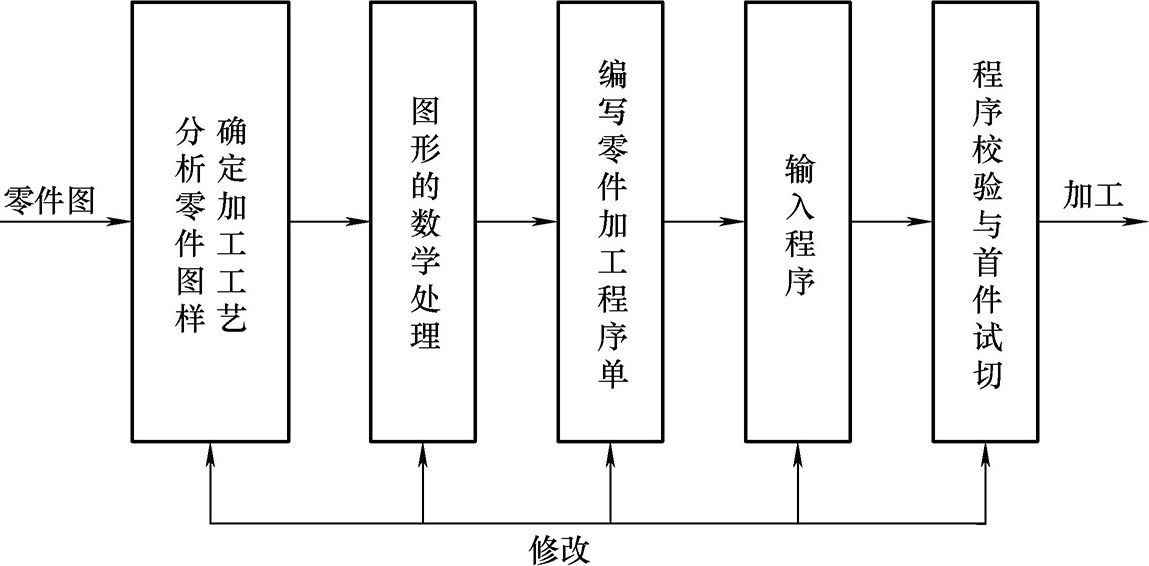
图1-43 数控编程的步骤
表1-7 数控编程的内容和说明

(续)

1.3.3 数控加工程序的结构与格式
数控加工中,为使机床运行而送到CNC的一组指令称为程序。每一个程序都由程序名(程序号)、程序主体(程序内容)和程序结束三部分组成。
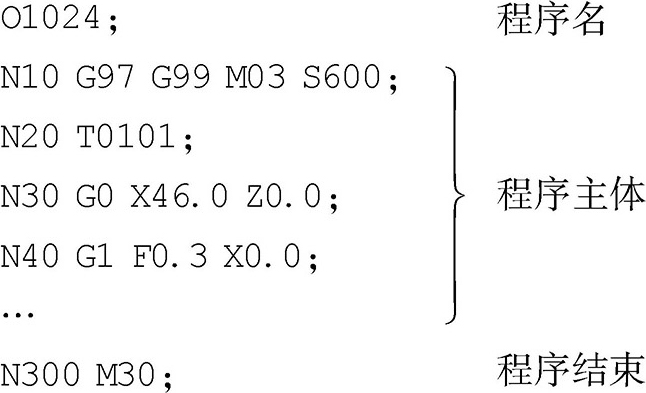
(1)程序名(程序号) 每一个独立的程序都应有程序名。程序名位于程序的开始部分,为程序的开始标记,供其在数控装置存储器中的程序目录中被查找和调用。程序名由地址符和1~9999范围内的任意数字(最多4位,数字没有具体含义)组成,在FANUC系统中一般地址符为英文字母“O”,其他系统用“P”或“%”等。
(2)程序主体(程序内容) 程序主体是整个程序的核心,由若干程序段组成,表示数控机床要完成的全部动作。每个程序段由若干个字组成,字即指令字,也称为功能字,由地址符和数字组成,是组成数控程序的最基本单元。不同的地址符及其后续数字组成了不同的指令字及含义。常用程序段号表示程序段的顺序,程序段号也叫程序段序号或顺序号,位于程序段之首,它的地址符是N,后续数字一般2~4位。可以在程序段前任意设置程序段号,也可以不写或不按顺序编号,或只在重要程序段前按顺序编号,以便检索。程序段号可以用在主程序、子程序和宏程序中。
(3)程序结束 程序结束一般用辅助功能代码M02(程序结束)或M30(程序结束,返回起点)等来表示,作为整个程序结束的标志,一般要求单列一段。
程序段格式是指一个程序段中字、字符和数据的书写规则。程序段的格式可分为地址格式、分割顺序格式、固定程序段格式和可变程序段格式等。最常用的是可变程序段格式。
所谓可变程序段格式,就是程序段的长短、字数和字长都是可变的。它由程序段号字、数据字、程序段结束符组成。该格式的特点是对一个程序段中字的排列顺序要求不严格,数据的位数可多可少。
字地址可变程序段格式如下:

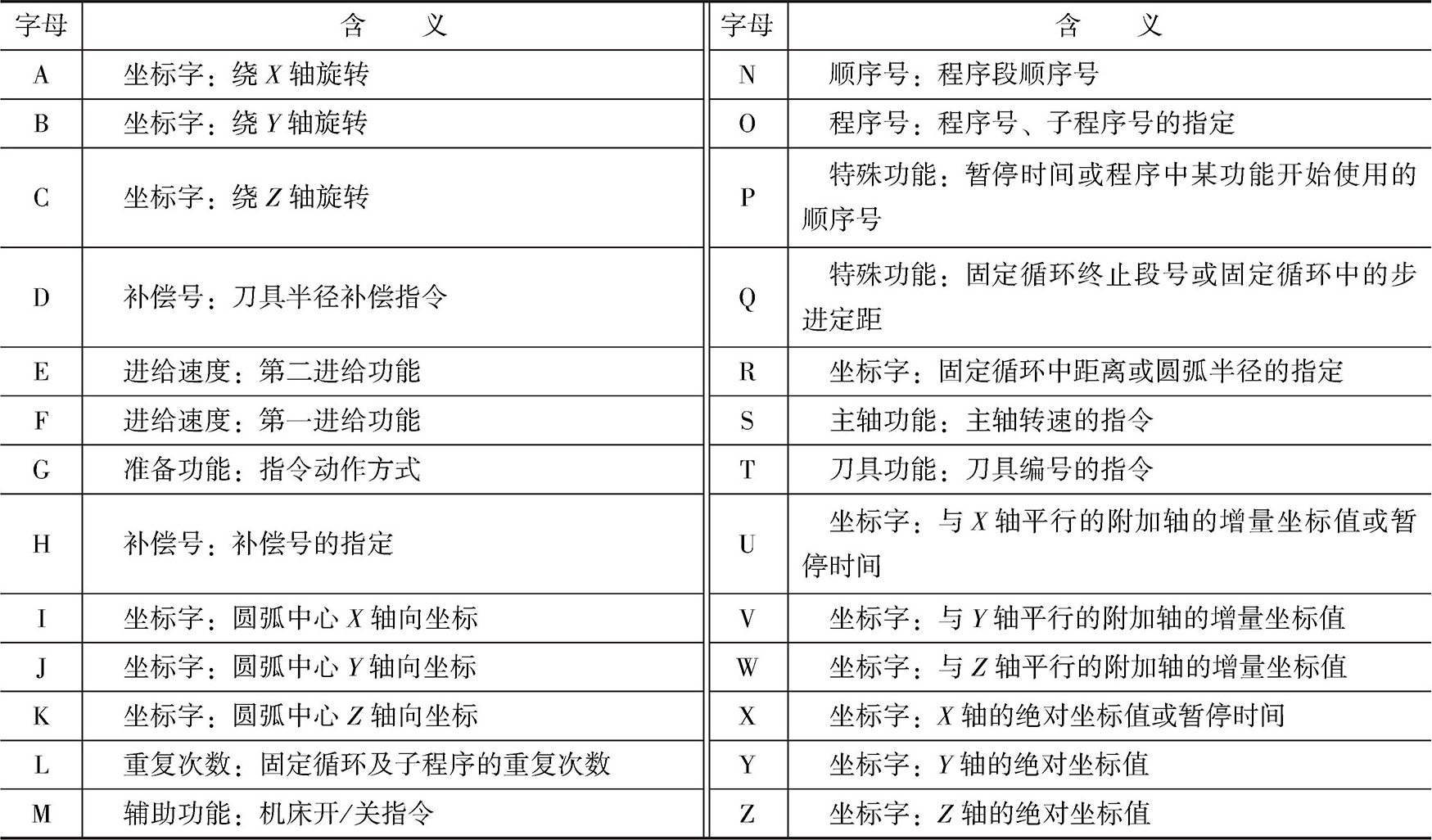
在程序段中表示地址的英文字母可分为尺寸字地址和非尺寸字地址两种。表示尺寸字地址的英文字母有X、Y、Z、U、V、W、P、Q、I、J、K、A、B、C、D、E、R、H共18个字母;表示非尺寸字地址的有N、G、F、S、T、M、L、O 8个字母,其含义见表1-8。
表1-8 程序段中各字母的含义
(1)绝对坐标编程方式与增量(相对)坐标编程方式 在数控车削程序编制过程中,有两种编程方式控制刀具的移动:
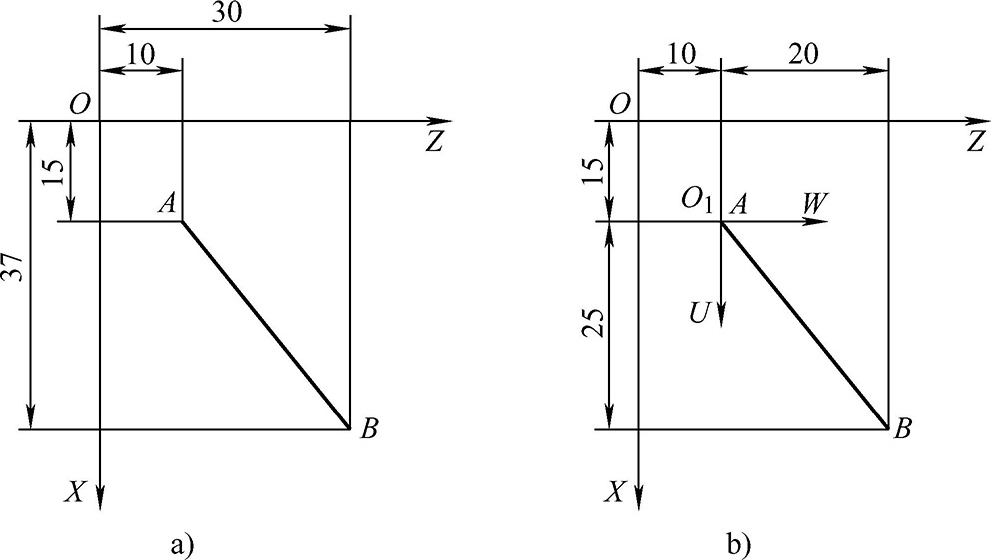
图1-44 绝对坐标与相对(增量)坐标
a)绝对坐标 b)相对(增量)坐标
一种是绝对坐标编程方式,另一种是增量(相对)坐标编程方式。在绝对坐标编程方式中,编程终点的坐标值和运动位置的坐标值是相对于固定坐标原点给出的;在增量(相对)坐标编程方式中,编程移动距离和运动位置的坐标值是相对于前一位置计算的。所有坐标点的坐标值均从编程原点计算的坐标系,称为绝对坐标系。绝对坐标常用 X 、 Z 表示,如图1-44a所示。坐标系中的坐标值是相对刀具前一位置(或起点)来计算的,称为相对(增量)坐标系。增量坐标常用 U 、 W 表示,与 X 、 Z 轴平行且同向,如图1-44b所示。
编程中可根据图样尺寸的标注方式及精度要求进行选用,在一个程序段中可采用绝对坐标方式或增量坐标方式编程,也可采用两者混合编程。
在FANUC 0i数控系统中,当系统参数No.3402#3的值设为0时,开机默认使用绝对坐标编程,值设为1时,开机默认使用增量坐标编程。
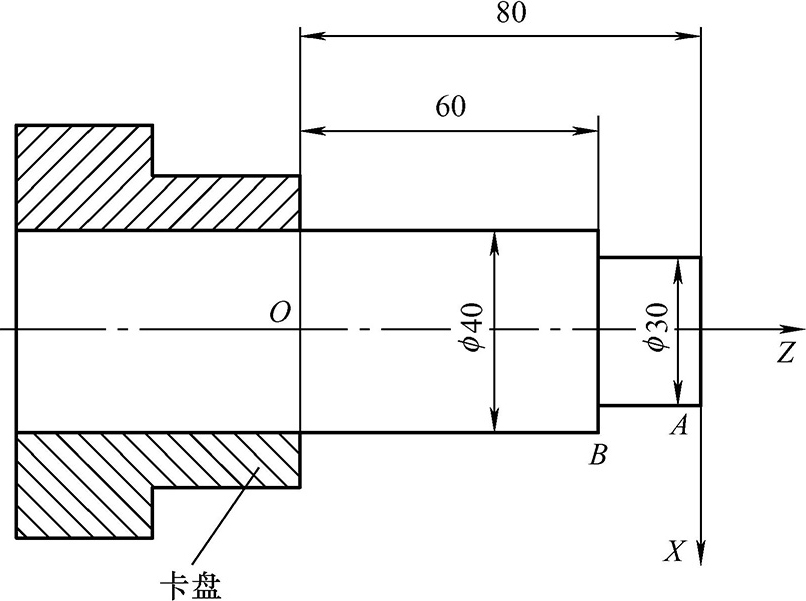
图1-45 直径编程
(2)直径编程与半径编程 在数控车削编程中, X 坐标值有两种表示方法,即直径编程和半径编程。由于零件在图样上的标注及测量多为直径表示,所以大多数数控车削系统采用直径编程。采用直径编程,在绝对坐标方式编程中, X 值为零件的直径值;在增量坐标方式编程中, X 为刀具径向实际位移量的两倍,如图1-45所示。采用半径编程,即 X 值为零件半径值或刀具实际位移量。
(3)小数点编程 数字单位以公制为例分两种,一种是以mm为单位,另一种是以脉冲当量即机床的最小输入单元为单位,现在大多数机床常用的脉冲当量为0.001mm,坐标值的单位默认为μm,所以在编程时坐标值的整数值后面需要加“.”或“.0”。如:
X40.0;(40mm)
X40;(40μm)
在FANUC 0i系统中,坐标值是否需要使用小数点编程由系统参数No.3401#0来决定:当值设为0时,设为最小单位,需要使用小数点来编程;当值设为1时,设为mm、inch、sec,整数值可以省略小数点。
依据零件图及加工要求,将零件全部加工工艺过程及其他辅助动作,按动作顺序,用规定的标准指令、格式,编写成数控机床的加工程序,并进行检验和修改,该过程称为数控加工的程序编制,简称数控编程。数控编程分为手工编程和自动编程两种。
手工编程是指主要由人工来完成数控编程中各个阶段的工作,包括分析零件图、确定工艺过程、数值计算、编写加工程序单、程序输入、程序校验等。
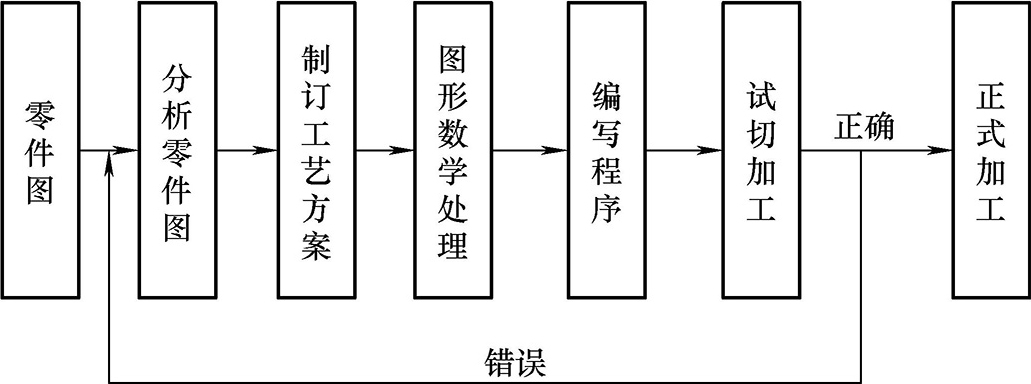
图1-46 手工编程的方法与步骤
对于形状简单的零件加工,手工编程比较简单,程序不复杂,而且经济、及时。因此,在点定位加工及由直线与圆弧组成的轮廓加工中,手工编程仍广泛应用。手工编程的方法与步骤如图1-46所示。
自动编程就是用计算机及相应编程软件编制数控加工程序的过程,也称为计算机辅助编程。常见软件有MasterCAM、UG NX、Creo、CAXA制造工程师、CAXA数控车等。自动编程的优点是效率高,程序正确性好,可以解决许多手工编程无法完成的复杂零件编程难题;缺点是必须具备自动编程系统或编程软件。自动编程较适合编制形状复杂零件的加工程序,如模具加工、多轴联动加工等场合。
根据输入方式的不同,自动编程可分为图形数控自动编程、语言数控自动编程和语音数控自动编程等。图形数控自动编程是指将零件的图形信息直接输入计算机,通过自动编程软件的处理得到数控加工程序,其方法与步骤如图1-47所示。目前,图形数控自动编程是使用最为广泛的自动编程方式。语言数控自动编程指将加工零件的几何尺寸、工艺要求、切削参数及辅助信息等用数控语言编写成源程序后,输入到计算机中,再由计算机进一步处理得到零件加工程序。语音数控自动编程是采用语音识别器,将编程人员发出的加工指令声音转变为加工程序。
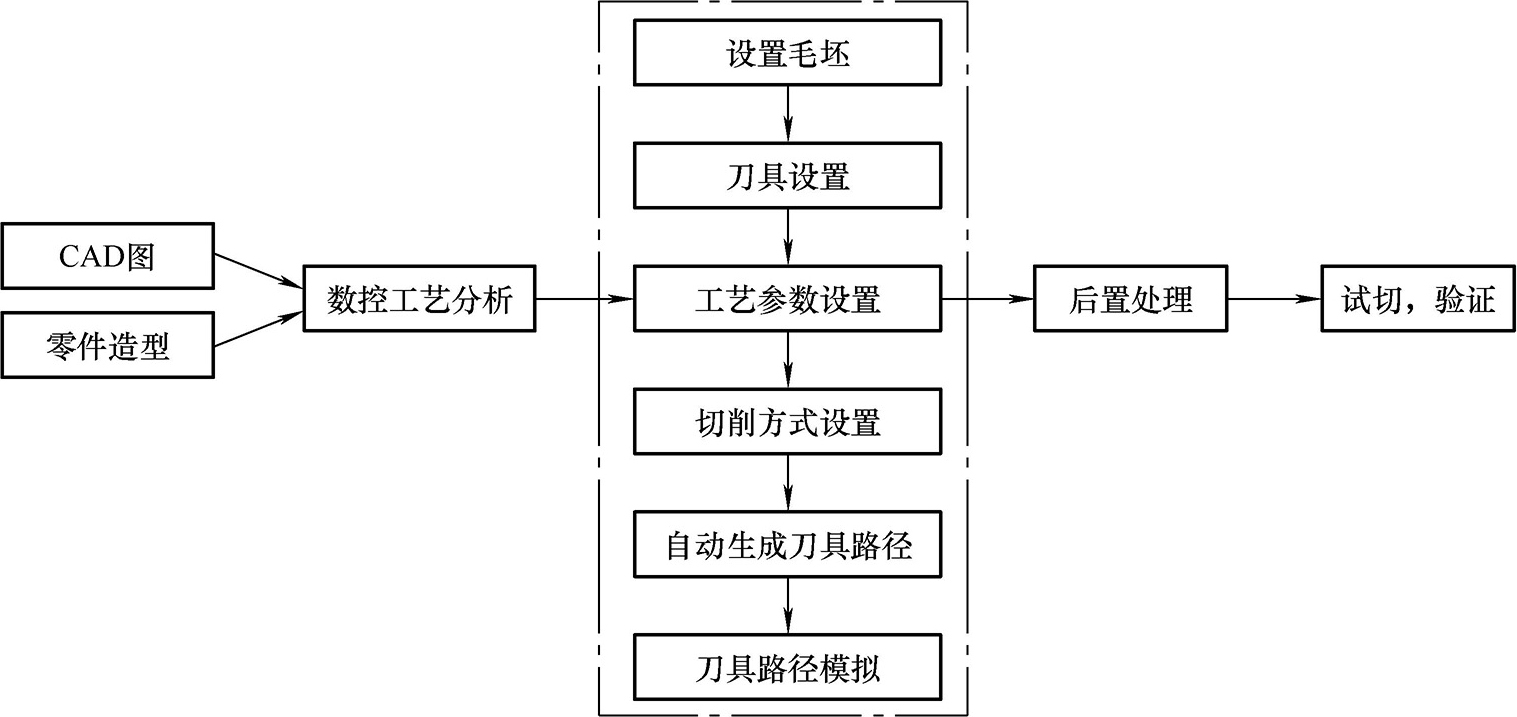
图1-47 自动编程的方法与步骤
当数控系统的种类规格很多,目前在我国使用比较广泛的数控系统有日本的发那科(FANUC)数控系统和三菱数控系统、德国的西门子(SIEMENS)数控系统;国产系统的代表产品有广州数控、华中数控、凯恩帝数控、科德数控系统等。从2022年我国数控系统市场份额占比来看,前四位分别为FANUC数控、三菱数控、广州数控、西门子数控,前四大数控系统的市场占有率近80%。
日本富士通公司研制开发的FANUC数控系统主要面向我国的中端制造市场,具有高加工性能、高运转率、易用性、功能全等特点,适用于各种机床和生产机械,市场占有率远远超过其他数控系统,数控装置(CNC)产品阵容强大,覆盖面广,涵盖适用于从普通数控机床到复杂构造的复合加工机床及产业机械的产品类别,主要产品包括16i/18i/21i/30i系列和300i/310i/320i系列。
三菱公司推出的M800/M80/E80系列数控系统,提出了数控装置和机器人联动解决方案,机器人可以用机床数控装置的G代码编程,通过Ethernet实现数控装置与机器人的简单连接,该系列数控系统无需机器人专用人机交互界面(HMI),没有机器人语言的知识,但可以交互地生成G代码程序,也可以在机器人示教的同时创建加工程序,能够根据系统间等待执行同期操作(无需梯形图设定即可执行等待)。
广州数控设备有限公司成立于1991年,是我国南方数控产业的基地,其为国家科技重大专项、国家863科技计划项目、国家智能制造专项承担单位,拥有优良的生产设备和工艺流程,以及科学规范的质量控制体系,是我国数控系统行业龙头企业。
德国西门子公司研制开发的SIEMENS数控系统发展了很多代,目前广泛使用的主要有802、810、840等几种类型。西门子的数控装置采用模块化结构,在一种标准硬件上,配置多种软件,使它具有多种工艺类型,满足各种机床的需要,并成为系列产品。西门子的高档型数控装置主要包括SINUMERIK840系列,其中SINUMERIK840Dsl具有模块化、开放、灵活而又统一的结构,为使用者提供了最佳的可视化界面和操作编程体验,以及最优的网络集成功能。
各种数控系统指令各不相同,同一系统不同型号,其数控指令也略有差别,使用时应以数控系统说明书为准。
1.数控机床坐标系中,坐标轴位置和方向的判定方法分别是什么?
2.机床坐标系和工件坐标系的区别是什么?
3.什么是机床原点、机床参考点、工件坐标系原点?
4.数控编程的步骤与内容分别是什么?
5.简述数控加工程序的结构与格式。