
下载掌阅APP,畅读海量书库
立即打开



汽车在实际服役过程中可能遭受雨水和潮湿大气等典型介质侵蚀。在《2021中国在用车腐蚀研究报告》阶段性研究成果中,发现在中国进行销售的汽车产品很少向消费者提供耐腐蚀质保承诺。根据国家市场监督管理总局缺陷产品管理中心采信的第三方平台的数据显示,2010—2020年汽车腐蚀质量问题投诉案例数量已累计高达13000余宗,截至2022年,已经超过2万宗,涉及的汽车零部件包括车身外观区域零部件、底盘、乘员舱、行李舱及发动机舱区域零部件等。超过60%的腐蚀投诉发生在车辆开始服役后的3年内,超过90%的腐蚀投诉发生在车辆开始服役后的6年内。耐蚀性能是汽车零部件的重要性能之一,改善汽车钢板耐蚀性能是一项重要任务。
20世纪80年代以来,纯锌镀层钢板在汽车车身上获得了成功应用,将汽车车身的腐蚀寿命年限提高到10年以上。进入21世纪,欧洲钢铁企业和汽车企业又在纯锌镀层钢板的基础上开发出了锌铝镁镀层钢板。锌铝镁镀层钢板是在纯锌镀层中添加少量的铝元素和镁元素,镀层的耐蚀性能得到显著提升。在大气腐蚀环境中,锌铝镁镀层的耐蚀性是纯锌镀层耐蚀性的2~4倍。因此在达到相同腐蚀寿命的要求下,锌铝镁镀层的厚度有望比纯锌镀层减少30%以上。
纯锌镀层的显微组织为锌的多晶组织,锌晶粒尺寸通常在300μm以上。而锌铝镁镀层的显微组织中则包含有初始凝固组织以及由锌、铝以及锌镁化合物构成的共晶组织,不同相的尺寸通常都在300μm以下,共晶组织的尺寸通常不超过5μm。其中,初始凝固组织的体积分数范围为80%~95%,其余为共晶组织。根据锌铝镁镀层中合金元素含量的不同,初始凝固组织可以是富锌相,也可以是富铝相。共晶组织又可分为锌与锌镁化合物构成的二元共晶组织和由锌、铝以及锌镁化合物构成的三元共晶组织。共晶组织的体积分数与镀层中铝、镁元素含量、镀层凝固过程以及微量元素含量有关,共晶组织通常以层片状或颗粒状形式存在。二元共晶组织主要以层片状形式出现,而三元共晶组织则大多以颗粒状形式出现。层片共晶组织和颗粒共晶组织的尺寸通常远小于初始凝固组织。
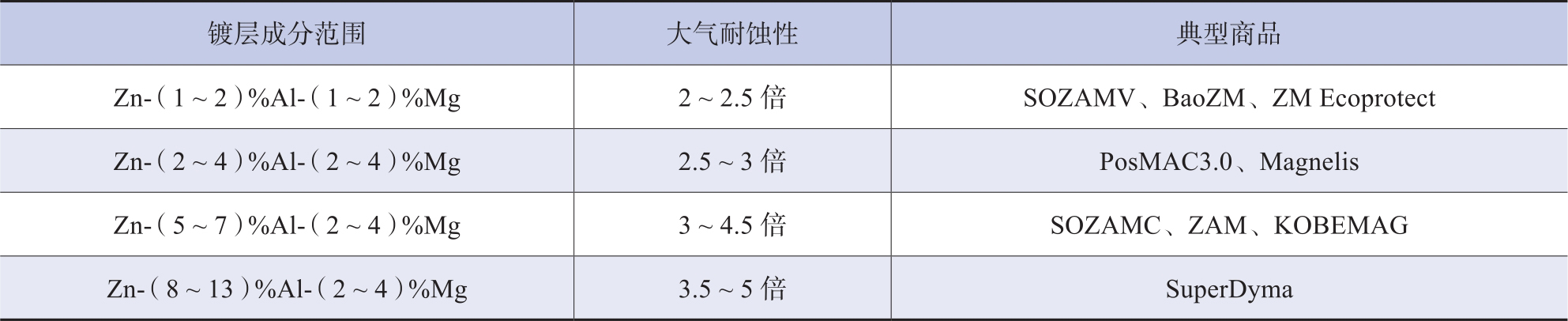
锌铝镁镀层钢板具有特别优异的耐蚀性。根据镀层中铝元素和镁元素含量的不同,锌铝镁镀层钢板的大气耐蚀性是传统纯锌镀层的2~5倍,典型锌铝镁镀层钢板的大气耐蚀性见表1-33。锌铝镁镀层在大气腐蚀条件下,镀层中的Mg元素与Al元素溶解到表面极薄的水膜中,能够抑制水膜pH值的快速上升,从而使得在镀层表面主要形成致密的以氯水锌矿为主的腐蚀产物,而不是疏松不稳定的ZnO。这种致密的腐蚀产物具有很低的电导率和致密的物理结构,从而使得镀层表面的去极化剂难以到达镀层表面,抑制了阴极反应,降低了镀层腐蚀速率。在电泳涂装后,漆膜的膜下耐蚀性也能够达到纯锌镀层的1.5倍以上,原因是镀层表面形成的腐蚀产物更加致密,对漆膜的膨胀应力更低。同时镀层表面的阴极反应受到抑制,延缓了镀层本身的腐蚀,减少了对镀层与漆膜之间化学键的破坏。由于锌铝镁镀层钢板的水膜能够自由流动,因此在锌铝镁镀层钢板的切口位置也能够形成致密的以氯水锌矿为主的腐蚀产物,从而对钢板切口位置形成良好的保护作用。
表1-33典型锌铝镁镀层钢板的大气耐蚀性
锌铝镁镀层钢板的镀层硬度是纯锌镀层的3~4倍,在摩擦测试中表现出低而稳定的摩擦因数,摩擦因数比传统纯锌镀层降低10%~15%,比锌铁合金镀层降低30%以上,与表面润滑处理的电镀锌钢板相当。这是由于锌铝镁镀层中含有一定比例的锌镁金属间化合物,这种化合物具有很高的硬度。除此之外,锌铝镁镀层中无论是初始凝固组织还是共晶凝固组织,尺寸都远小于纯锌镀层,锌铝镁镀层的硬度高于纯锌镀层。因此,锌铝镁镀层钢板在摩擦过程中,镀层本身不容易磨损和剥落,可以一直保持较低的摩擦因数,测试结果如图1-71所示。
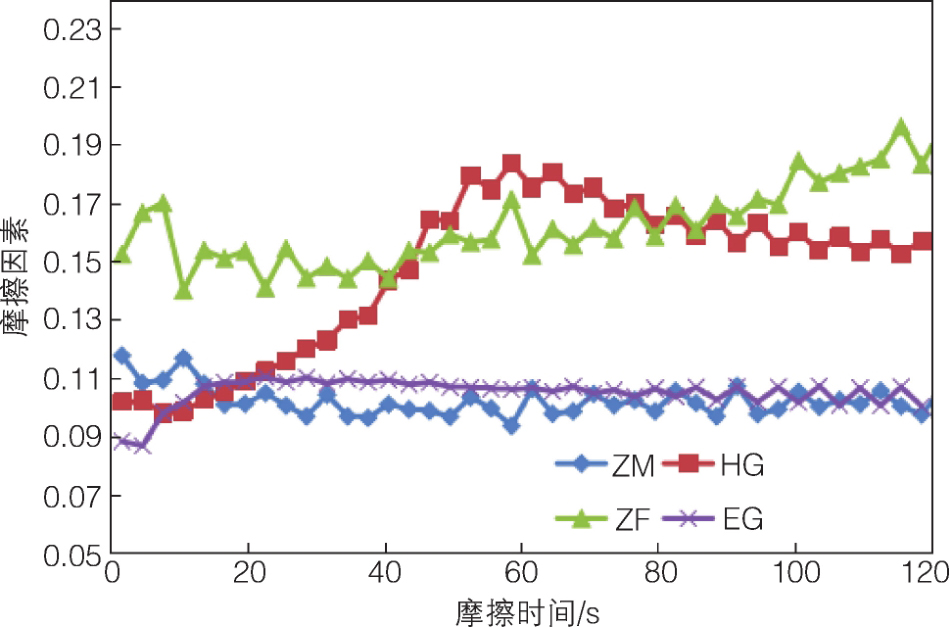
图1-71往复摩擦试验测量的SOZAMVTM锌铝镁镀层(ZM)、传统纯锌镀层(HG)、锌铁合金镀层(ZF)以及电镀锌镀层(EG)的摩擦因数
注:摩擦试验载荷为24N,摩擦副为钢球。
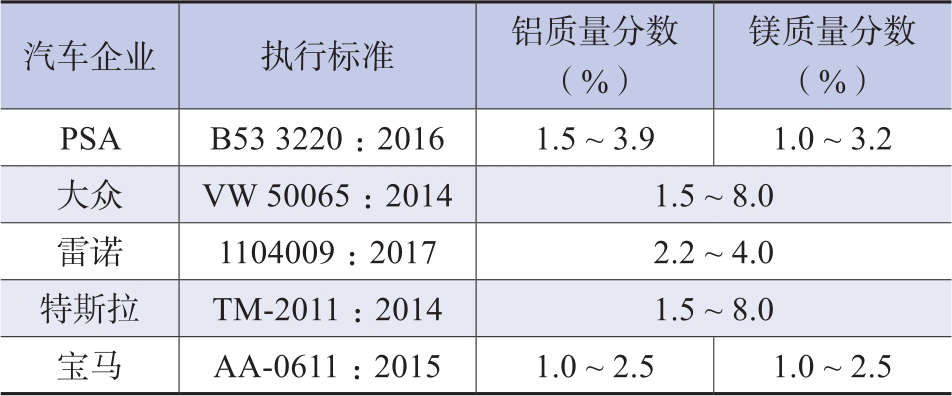
在目前汽车企业应用的锌铝镁镀层中,铝含量和镁含量均不超过4%。不同汽车企业对锌铝镁镀层钢板的镀层成分要求不太一样,具体要求见表1-34。在德国汽车工业协会(VDA)的团体标准VDA 239-100:2016中,要求锌铝镁镀层中铝的质量分数范围为1.0%~3.0%,镁的质量分数范围为1.0%~2.0%。
表1-34汽车企业对锌铝镁镀层钢板成分的要求
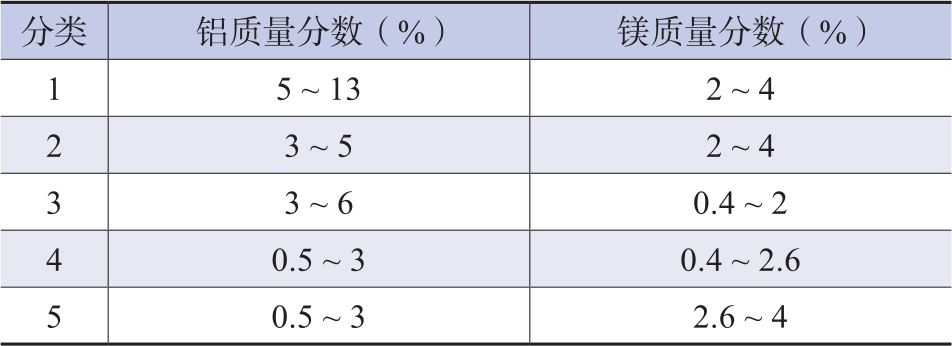
锌铝镁镀层钢板除了在汽车车身应用以外,在对大气耐蚀性要求较高的户外建筑、汽车底盘零件、户外电器外壳等方面也有广泛应用前景。因此,目前存在面对不同需求的锌铝镁镀层钢板。美国材料协会(ASTM)在其标准ASTM A1046M:2017中,将锌铝镁镀层钢板按照镀层成分分为五大类,详见表1-35,用于汽车车身的为第四类锌铝镁镀层钢板。
表1-35 ASTM A1046M:2017对锌铝镁镀层的分类
锌铝镁镀层钢板主要采用传统的连续热浸镀生产技术制备,主要生产步骤包括:开卷—焊接—清洗—退火—热浸镀—冷却—光整—后处理—表面检查—卷取,主要流程如图1-72所示。
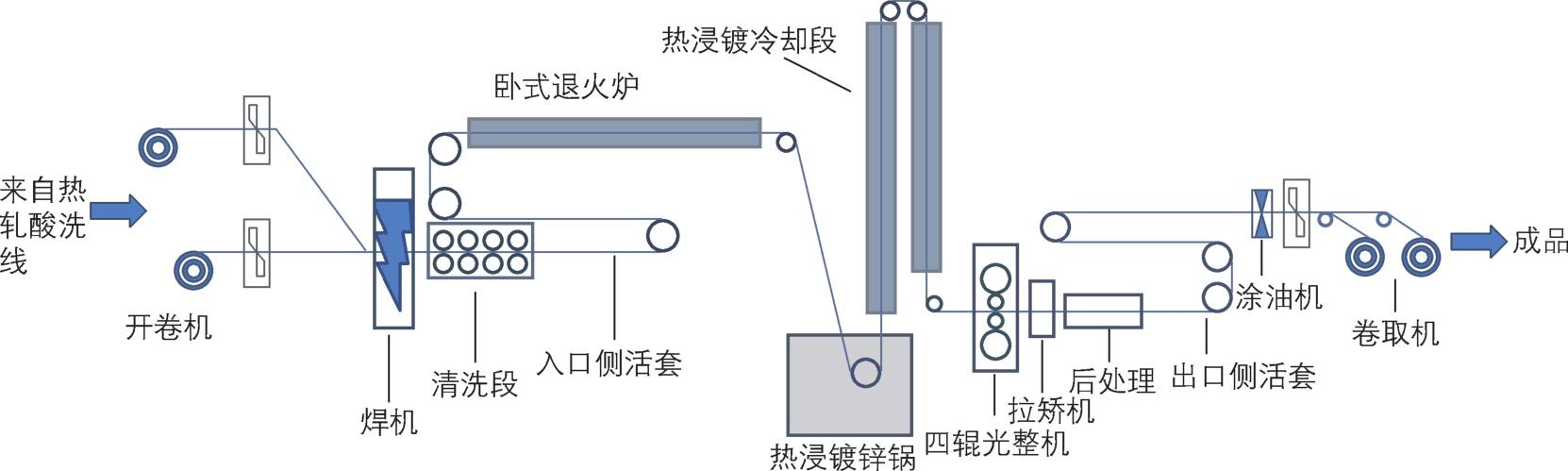
图1-72国内某钢铁企业生产热基锌铝镁镀层钢板的流程图
钢板以钢卷的形式进入产线,通过开卷机后,该钢卷的头部与前一卷钢卷的尾部焊接在一起,形成连续运动的钢带。连续运动的钢带经过多重清洗后,去除掉表面残留的油污等污染物,然后进入退火炉中进行高温退火处理,调控其力学性能。经过高温退火处理的钢带冷却到一定温度后,被浸入锌铝镁合金熔体中进行热浸镀。锌铝镁合金熔体与带钢之间发生快速冶金反应,然后在空气或者氮气气氛中快速凝固,在钢带表面形成致密均匀的锌铝镁合金镀层。完成热浸镀的钢板会进一步进行表面光整处理,主要目的是控制镀层表面的粗糙度,满足下游用户涂装与成形的需求,同时在一定范围内精细调节材料的屈服强度。随后根据目标用户要求进行表面处理,包括表面涂油、表面钝化、表面预磷化等。完成所有制造流程的钢带会经过人工表面缺陷检查和机器自动缺陷识别,满足用户需求的产品才最终进行销售。
与纯锌镀层钢板相比,锌铝镁合金镀层钢板在生产流程上没有明显的区别,主要差异在于使用的热浸镀镀液的成分和温度不同。生产纯锌镀层钢板时,热浸镀镀液的成分通常为Zn-(0.18%~0.25%)Al。生产锌铝镁合金镀层钢板时,热浸镀镀液的成分与锌铝镁合金镀层的成分基本相同,同时会根据产品实物检测结果进行微调。在生产纯锌镀层钢板时,热浸镀镀液的温度一般比纯锌的熔点高30~50℃,也就是在440~460℃之间。如果温度太低,则镀层与钢板之间的合金层生长不完整,导致镀层黏附性较差。而如果温度太高,又会导致镀液中的锌与空气中的氧激烈反应,在镀层中出现大量氧化物类夹杂物。在生产锌铝镁合金镀层钢板时,除了考虑以上两个因素,还需要考虑到镀层本身的凝固生长特性。这是由于锌铝镁镀层与纯锌镀层不同,存在多相先后凝固生产的过程,不同的物相在镀层中起到不同的作用。因此需要根据镀层质量控制目标,综合设计镀液的温度范围。
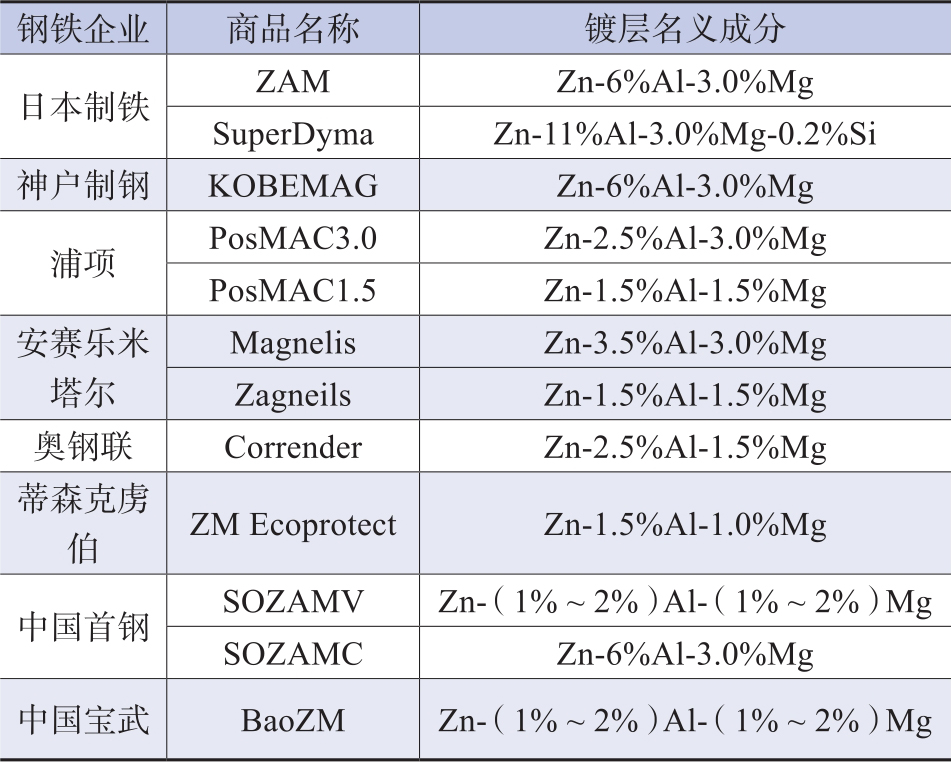
20世纪70年代,美国钢铁公司开始研究各种锌合金镀层钢板材料,发现在纯锌中添加微量的镁能够显著提高锌的耐蚀性。20世纪80年代初,日本钢铁企业在Galfan镀层的基础上,开发了商业化的锌铝镁镀层钢板,当时镀层中添加的镁元素的质量分数不超过0.5%。真正实现商业化开发的锌铝镁合金镀层钢板是日本制钢公司开发的ZAM产品以及新日铁公司开发的Super Dyma产品。这两种锌铝镁镀层产品镀层中的镁元素的质量分数大约为3%,而铝元素的质量分数超过5%,在海洋性大气环境中的耐蚀性能达到纯锌镀层的5倍左右,在汽车零部件上获得了广泛应用。进入21世纪后,欧洲和韩国的钢铁企业开始研究开发了合金元素含量更低的锌铝镁镀层钢板,镀层中铝的质量分数范围为1.0%~3.0%,镁的质量分数范围为1.0%~2.0%,大气中的耐蚀性普遍能达到纯锌镀层的2倍以上,同时具备很好的焊接性能与涂装性能。中国钢铁企业在2015年之后陆续开始跟踪国际前沿,同步开发出了适应于汽车车身和零部件制造的锌铝镁镀层钢板。国内外主要的锌铝镁镀层钢板产品见表1-36。
汽车通常在大气环境下运行,可能受雨水和潮湿空气的侵蚀,耐蚀性是评价汽车零部件性能的重要指标。随着汽车制造业对车身腐蚀寿命要求的提高以及环境保护对表面涂漆限制更加严格,采用高耐蚀性的镀层钢板制造汽车成为必然选择。传统的镀层钢板在不改变镀层成分的情况下,已经难以大幅度提高镀层的耐蚀性。锌铝镁镀层钢板是一种新型的高耐蚀镀层钢板,具有大气耐蚀性能优异、耐磨损能力强等优点,在汽车车身以及零部件制造方面具有广阔的应用前景。
表1-36国内外主要的锌铝镁镀层钢板产品
目前,锌铝镁镀层钢板在汽车上的应用时间还比较短,德国宝马公司在2013年才开始批量使用,我国到2020年开始有应用的案例,因此在全车工艺匹配性上仍然存在一些不足之处。锌铝镁镀层的摩擦因数比纯锌镀层低10%~15%,按照纯锌镀层钢板设计的冲压模具就需要经过一定调整才能用于锌铝镁镀层钢板的零件冲压生产。锌铝镁镀层的熔点温度通常低于纯锌镀层,同时锌铝镁镀层由于耐蚀性好而能够比纯锌镀层更薄,这两方面的因素叠加,会使得按照纯锌镀层设计的焊接参数需要调整后才能用于锌铝镁镀层。锌铝镁镀层钢板作为一种耐蚀性明显优于传统镀层钢板的新型材料,在整车防腐方面具有天然的优势。尤其在节能减排降碳的时代背景下,通过选择更耐腐蚀的金属材料而非有机涂层提高整车耐蚀性,具有明显的环保优势。因此,在未来的新车整车材料设计中,建议将锌铝镁镀层钢板纳入金属材料库中。
为了兼顾车身及零部件的防腐性能,镀锌板高强钢的选用为车身的前舱盖、四门等零件实现减重和防腐的双重目的。镀锌加磷强化钢和镀锌烘烤硬化钢得到了广泛的应用,但是由于镀锌板在冲压过程中模具和材料有接触摩擦,导致锌粉脱落,脱落后的锌粉随模具运动分散或聚集在冲压模具内部或零件表面,聚集的锌粉会压伤零件表面,造成冲压成品零件不合格。
某车厂在高速自动化冲压生产线生产汽车发动机舱盖外板零件,每次停机进行模具保洁的停线时间至少10min以上,造成100~120余件成品件的生产损失,同时也额外增加了主机厂冲压现场的人力资源和物料资源,严重降低冲压生产效率,增加冲压生产成本。宝钢在长城汽车、吉利汽车部分零件均遇到过难以解决的冲压掉锌粉问题,如何改善镀锌板冲压过程掉锌粉已经成为一个行业性的难题。
镀锌钢板在冲压过程中产生锌粉的原因是,冲压过程中模具与材料表面之间互相摩擦导致镀锌板表面锌层剥落。为提高其抗脱锌粉性能,主要从以下两个方面进行改善:一是提高表面锌层的抗剥落性能;二是改善模具与材料之间的摩擦条件。纯锌镀层产品由靠近基板极薄的一层Fe 2 Al 5 抑制层及纯锌层 η 相组成,其性能取决于表层的 η 相。 η 相为Zn含量超过99.9%的纯锌层,性能固定,无法调节,抗脱粉性能只能通过改善模具与材料之间的接触状态来加以提高。改变原材料表面状态,以降低摩擦因数减少模具对软质锌层的刮擦,从而减少锌粉脱落,即在材料表面涂覆具有自润滑功能的膜状物质,对既有镀锌工艺的工序不产生变更。
自润滑产品是在现有的镀锌产品表层涂覆一层具有润滑功能的薄膜所得,薄膜为固态且均匀附着在钢板表面,使得镀锌板具备更好的润滑功能性,减小板料和模具之间的相互摩擦,有效改善冲压脱锌粉问题,同时该层物质不影响后续的涂装、焊接等工序。根据自润滑钢板的不同用途,其基板分为热轧板、冷轧板和镀锌板三类。在现有的应用技术中,主要以镀锌板为主。
自润滑产品生产工艺与现有产品基本一致,于光整、拉矫后,检查、涂油工序前经辊涂工序涂覆一层自润滑原液,经过烘干后,形成自润滑皮膜附着在钢板表面。
涂覆工艺为:将所涂覆的药剂装入托盘中,经取料辊、涂覆辊将药剂涂覆于带钢再经干燥处理。自润滑产品膜厚主要通过药剂浓度及辊涂参数控制,马钢自润滑产品采用原液生产(不兑水稀释),其膜厚主要与辊涂参数有关(取料辊与涂覆辊的转速和压力)。
相比无处理镀锌板,自润滑产品表面摩擦因数下降20%以上,并且采用的药剂经过第三方环保检测,禁用物质检测结果符合GB/T 30512—2014《汽车禁用物质要求》的规定,是一种环境友好型的产品。制备的自润滑镀锌板产品特性如下:
相比普通镀锌板,自润滑镀锌板摩擦因数降低20.38%。普通镀锌板与自润滑镀锌板静摩擦因数对比见表1-37。
表1-37普通镀锌板与自润滑镀锌板静摩擦因数对比

自润滑镀锌板表面涂覆一层有机自润滑膜后,在平面滑动试验过程中载荷波动明显变小,平面润滑性能得到改善,试验结果如图1-73所示。
非自润滑产品表面锌层经摩擦后表面锌层出现明显裂纹并伴有轻微锌层脱落现象,自润滑处理钢板表面锌层仍保持均匀、致密形态,对比结果如图1-74所示。
对比两种钢板的磷化膜结晶状态,自润滑镀锌板磷化膜晶粒细致,与普通镀锌板无差异,结果如图1-75所示。
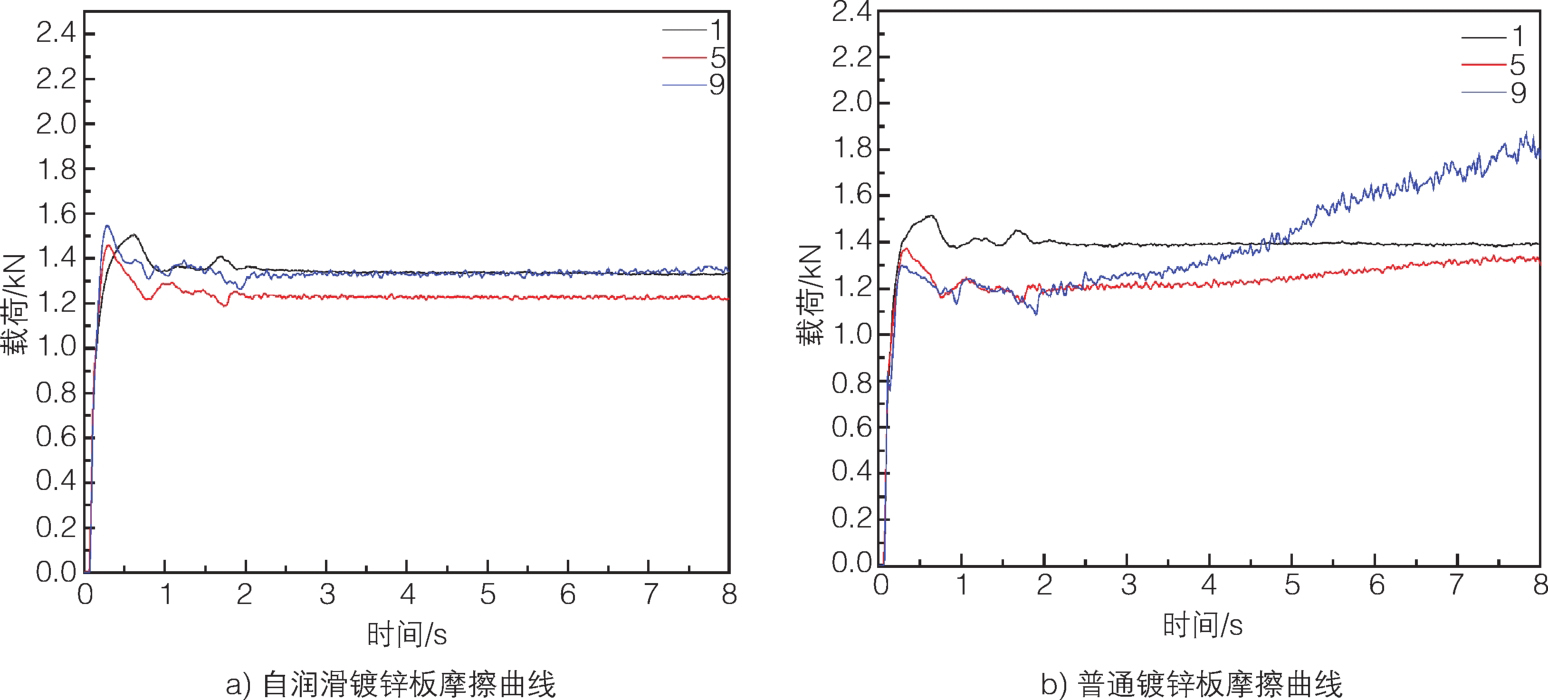
图1-73自润滑与非自润滑卷平面滑动试验对比
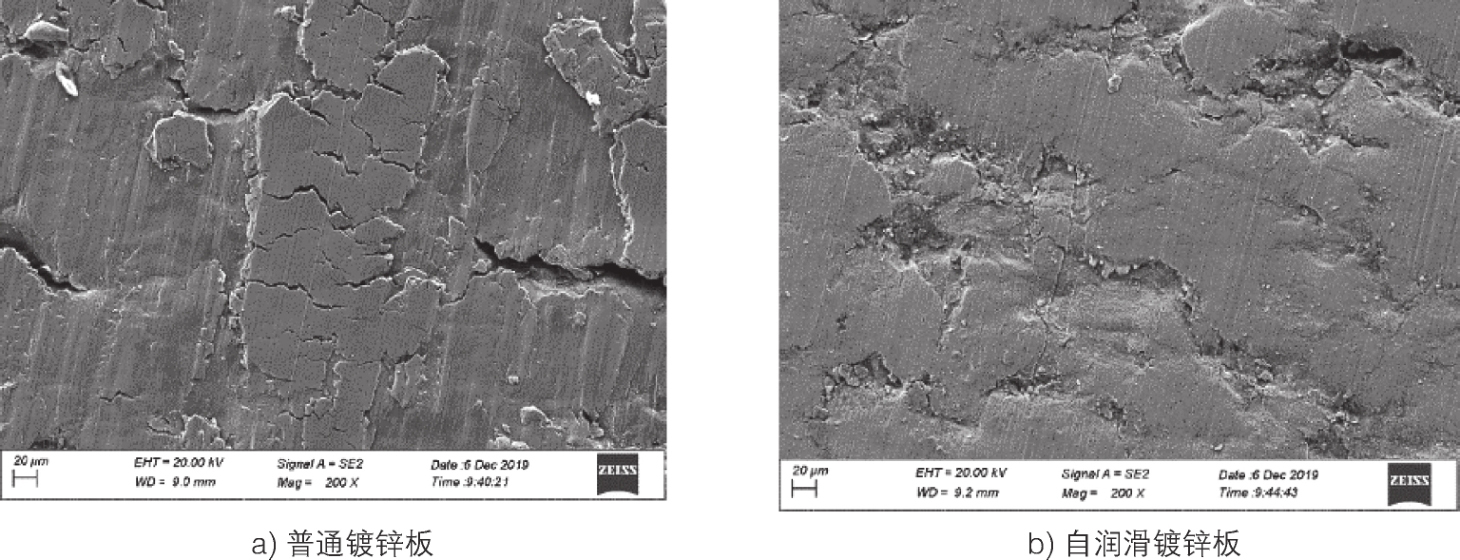
图1-74摩擦后锌层表面微观形貌对比
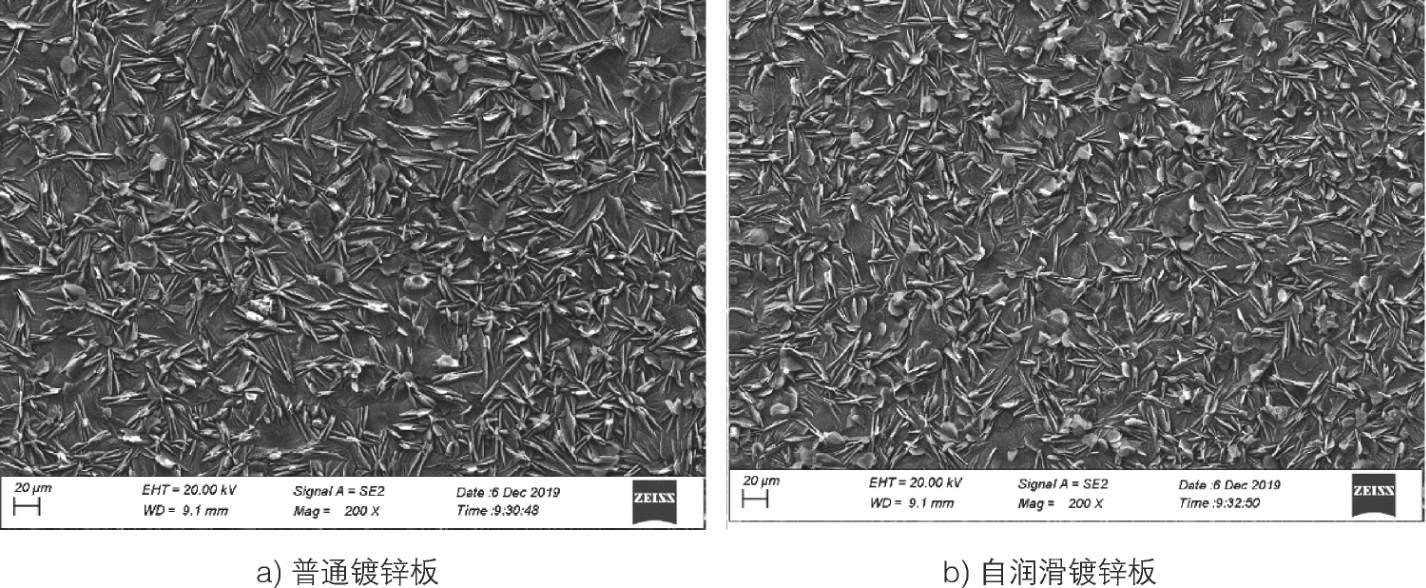
图1-75磷化膜结晶状态对比
相比普通镀锌板,自润滑镀锌板可焊电流范围有一定程度下降,如图1-76所示,但二者可焊电流范围均大于1.2kA,满足一般主机厂要求的大于1.0kA使用要求。
对比两种钢板的胶黏性能(图1-77),自润滑镀锌板胶黏性能稍有降低,剪切强度相差不大。自润滑镀锌板和普通镀锌板整体性能综合对比结果见表1-38。对比发现,自润滑镀锌板综合性能表现更加优异,可以代替普通镀锌板。
现场连续冲压1200件,成品件对比如图1-78所示,自润滑材料经过冲压后,成品件残留锌粉明显比非自润滑产品少,模具表面的锌粉残留情况也得到较大改善。
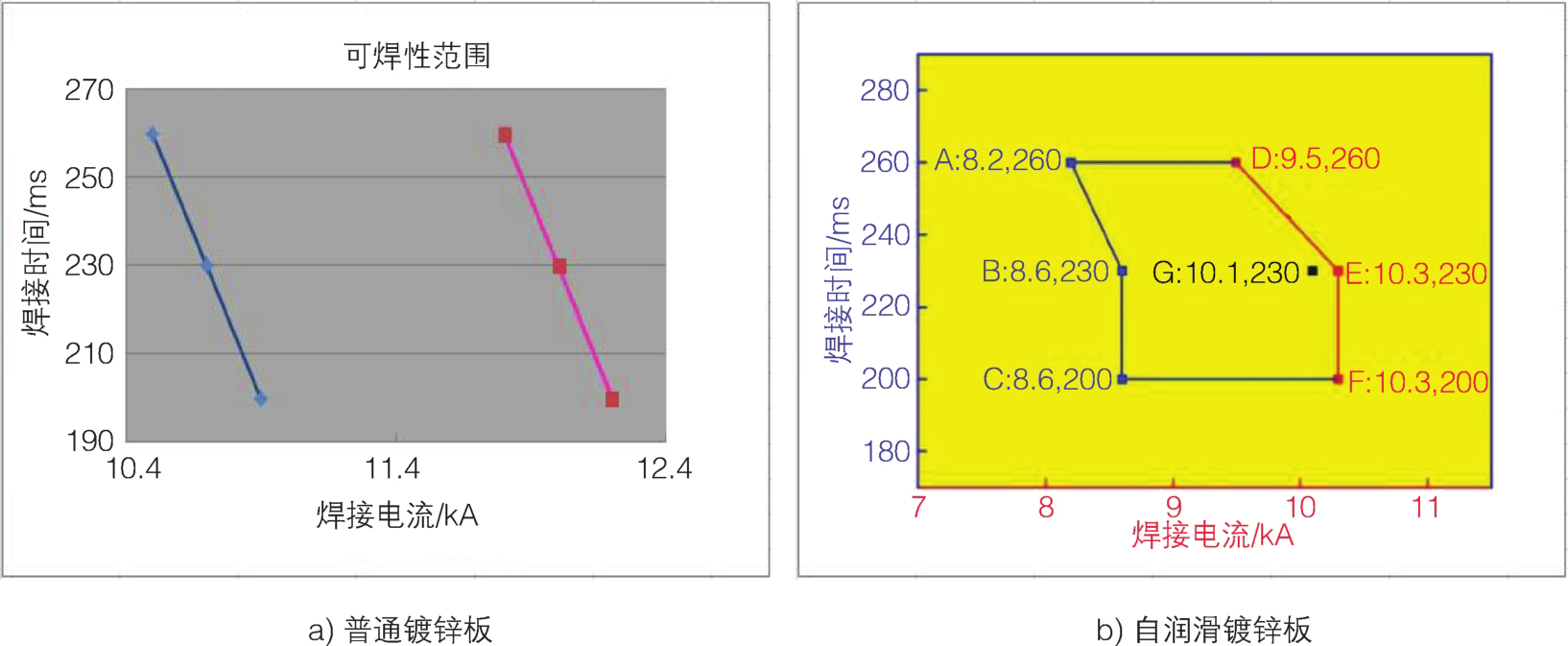
图1-76焊接性能对比
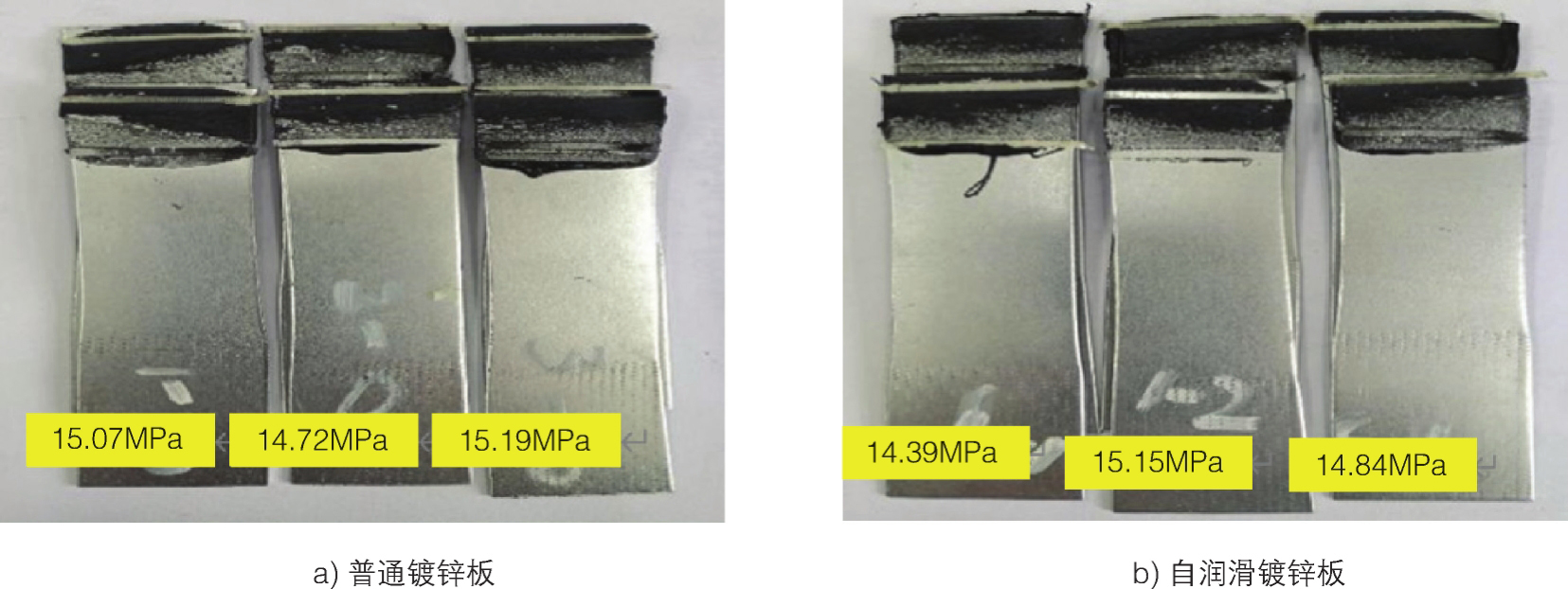
图1-77结构胶胶黏性能对比
表1-38自润滑镀锌板与普通镀锌板整体性能综合对比结果

注:◎—优秀;〇—良好;△—较好;╳—差。
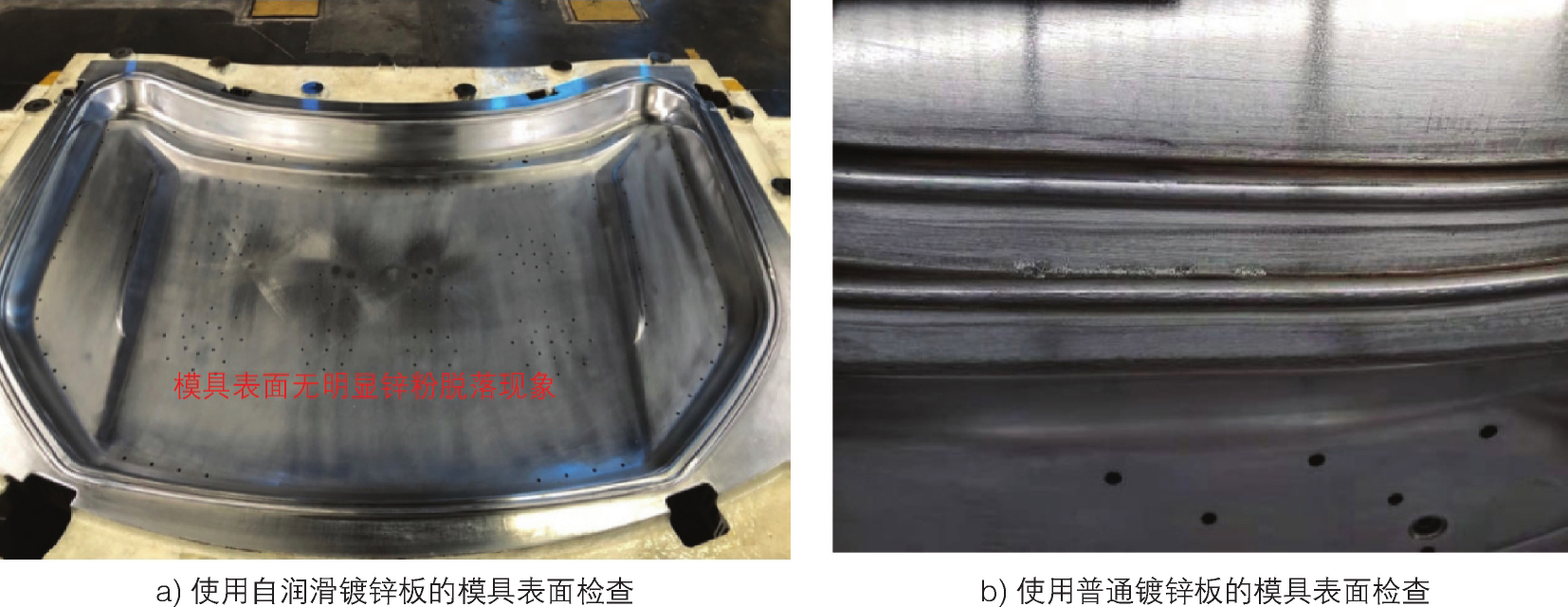
图1-78模具表面锌粉残留情况
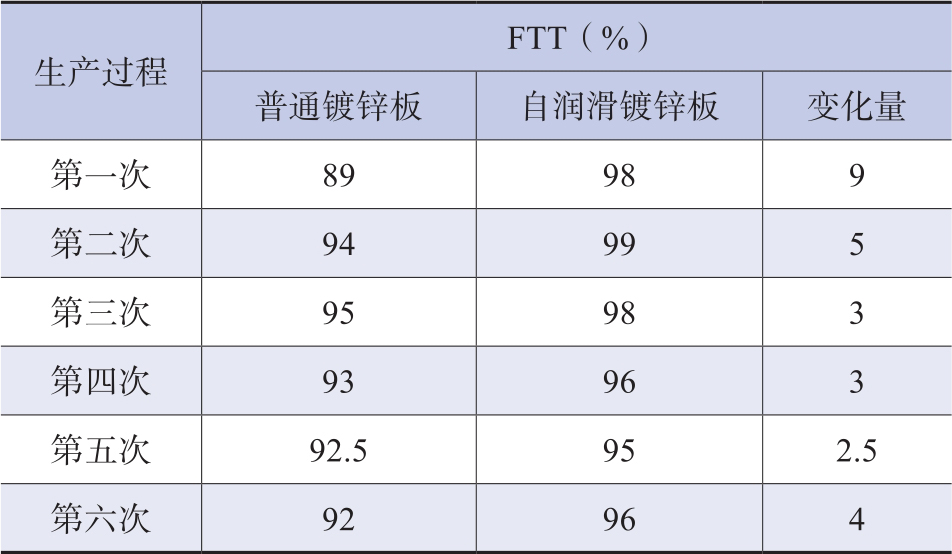
经过批量验证,对比自润滑镀锌板和普通镀锌板的首次合格率(First Time Through,FTT)指标,自润滑镀锌板一次通过率提高较为明显,平均提高4.4%,对比结果见表1-39。
表1-39长安汽车某车型前舱盖外板六次生产过程FTT指标对比
传统的冲压加工采用润滑油减少模具与钢板间的摩擦,成形后采用洗涤剂洗去零件表面的油渍。润滑油和洗涤剂的使用会对环境产生污染,且脱脂工序会增加设备、药剂、人力等费用。同时,在特定环境下使用的镀层钢板还需在成形后再涂装耐腐蚀材料。总之,传统钢板的冲压成形过程工艺程序多,操作不便,产品综合成本较高。
在此背景下,20世纪80年代末日本新日铁等钢厂开发出了适合微电机外壳等冲压成形要求的自润滑电镀锌产品,该产品因具有良好的冲压润滑性能和耐蚀性能,被迅速应用于各种微电机外壳、油罐等冲压成形加工件。由于该产品中所含的Cr 6+ 对环境破坏严重,为应对RoHS指令,从2007年起完全禁止使用Cr 6+ ,国内外钢铁企业相继开发了环保型自润滑产品。这些自润滑钢板均以镀锌板为基板,不仅冲压成形性好,耐蚀性能较普通镀锌板也有很大的提高。例如,新日铁开发出“ZINKOAT-21”电镀锌钢板和“SIVERZINC-21”热浸镀锌钢板,川崎制铁开发了无铬自润滑锌镍预涂钢板,德国Chemetall公司也开发了一系列的自润滑钢板。
我国自润滑涂层钢板起步较晚,但发展迅速,攀钢用二涂二烘的工艺生产以镀锌板为基板,采用自主研发的自润滑处理剂PG-L608A试制了自润滑钢板。宝钢试生产了无铬自润滑电镀锌产品。马钢也研发了环保型无铬钝化自润滑钢板,均符合欧盟RoHS指令等国内外的环保规定。
传统镀锌钢板在冲压过程中表面容易掉脱锌粉,导致零件表面缺陷。自润滑产品在现有的镀锌产品表层涂覆一层具有润滑功能的薄膜,使得镀锌板具备更好的润滑功能性,能减小板料和模具之间的相互摩擦,有效改善冲压脱锌粉问题,同时该层物质不影响后续的涂装、焊接等工序。在倡导绿色节能、可持续发展的背景下,自润滑镀锌钢板对于提高车厂劳动效率、减少锌资源的浪费方面相比传统的无表面处理的镀锌板具有更加广阔的应用前景。
随着汽车行业的高速发展,对车身安全性、节能减排、耐形蚀能力提升等方面的追求已成为必然趋势,高强钢在汽车上的使用量迅速提高。镀锌低合金高强系列钢板具有较高的强度、良好的成形性、焊接性能和耐蚀能力,主要应用于车身结构件和加强件。
一直以来,国内外镀锌低合金高强钢研究与应用的强度级别主要在500MPa以下,屈服强度500MPa以上的镀锌低合金高强钢鲜有研究,已不能满足车身轻量化、安全性的迫切需求。在现有技术中,多采用低温卷取、低温退火工艺获取较高的屈服强度,因组织偏析严重导致力学性能伸长率急剧下降,严重影响后续的加工成形,大大限制了高强度等级镀锌低合金钢种的适用范围。因此,屈服强度级别为550MPa级及以上热镀锌低合金高强钢的成功开发对推动汽车工业的发展具有重要的意义,可满足汽车工业轻量化、安全性、高耐蚀性的发展需求,可广泛应用于车身加强件和结构件。
1)制备流程:炼钢—热轧—冷轧—镀锌。
2)炼钢工艺流程:铁水预处理—转炉冶炼—LF精炼—RH精炼—连铸。
3)热轧工艺流程:板坯加热—粗轧—精轧—卷取。
4)冷轧工艺流程:酸洗—轧制—清洗—退火—镀锌—卷取。
通过低碳及Nb、Ti微合金化成分的合理设计,匹配热轧轧制、冷轧压下率、热浸镀连续退火工艺和一定量的光整机伸长率,强化钢板析出强化作用,获得组织均匀、力学性能稳定、冷弯性能良好、高耐蚀性热镀锌低合金高强钢,成品显微组织为铁素体+珠光体+渗碳体。这种钢板可用于乘用车后梁上下件,如图1-79所示,产品力学性能见表1-40。

图1-79乘用车后梁上下件
表1-40邯钢高强度镀锌低合金高强钢力学性能

国内外500MPa以下的热镀锌低合金高强钢已无法满足汽车行业车身轻量化、安全性、耐蚀性的迫切需求,600MPa级、700MPa级热镀锌低合金亟待开发。目前,GB/T 2518—2019《连续热镀锌和锌合金镀层钢板及钢带》中关于冷基镀锌低合金高强钢最高强度牌号为HX500LAD+Z,因此需补充HX550LAD+Z、HX600LAD+Z等更高等级的牌号。