
下载掌阅APP,畅读海量书库
立即打开



(一)对接焊缝
主要用于板件的对接接头或T型接头,又可分为:
1.全焊透对接焊缝(图3.2-2)。焊缝沿板厚为熔透焊(焊缝质量为一、二级),可与母材等强,故一般不再验算焊缝强度,其施焊时需加引弧板。对稍厚( t >8 mm)的板,在焊口处应作剖口加工。
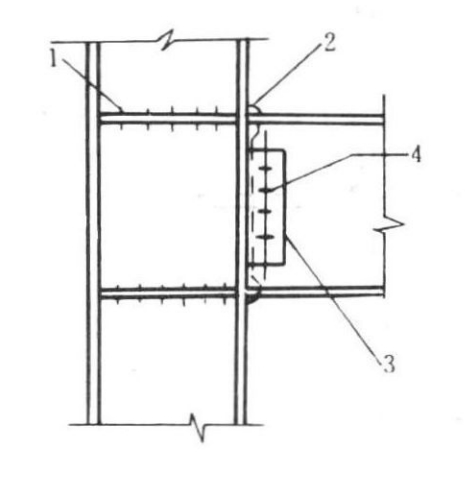
图3.2-1 H型钢梁柱焊接节点焊缝示意
1—工厂角焊缝;2—现场熔透对接焊缝;
3—现场角焊缝;4—安装螺栓
2.不焊透对接焊缝。
(1)对一般厚度的板,焊缝质量为三级的对接焊缝。
(2)对厚度较大的板,其坡口深度有限(图3.23),焊接后不能沿板厚焊透,其焊缝的强度按角焊缝计算。
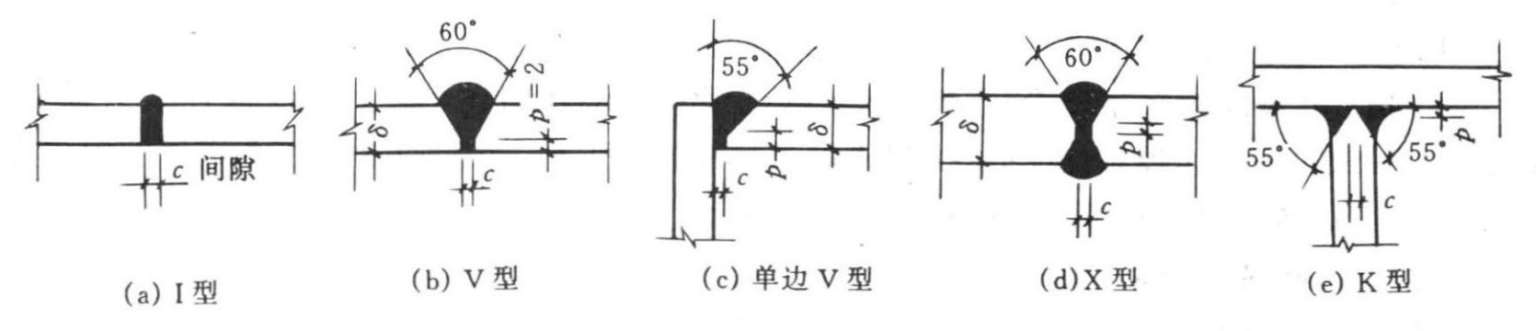
图 3.2-2 全焊透对接截面
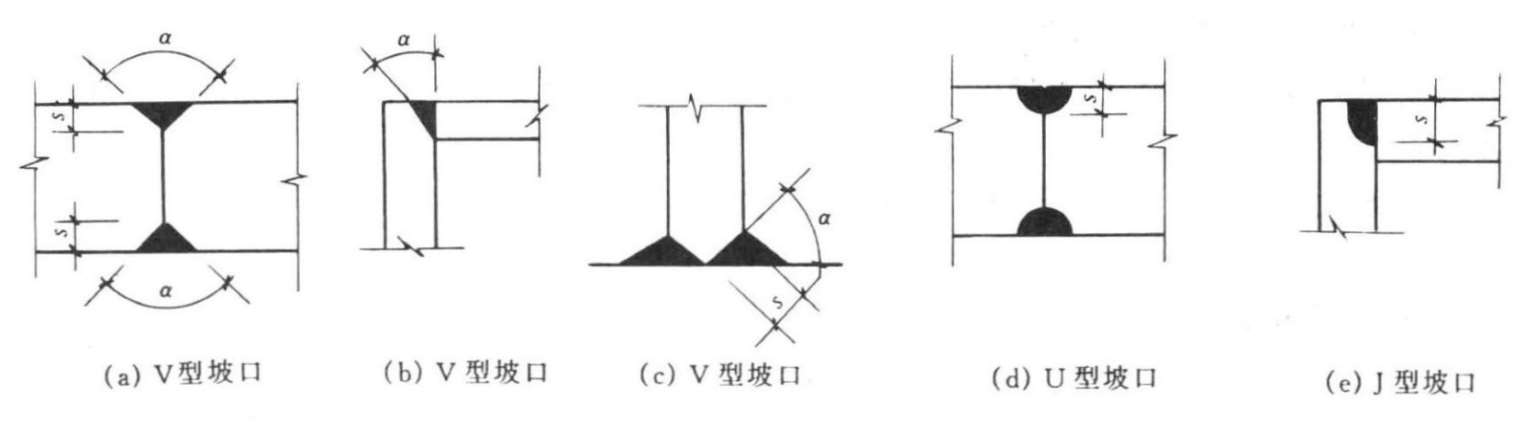
图 3.2-3 不焊透对接焊缝截面
(二)角焊缝
一般用于板件的搭接或T型接头,又可分为:
1.直角焊缝(图 3.2-4(a)、(b)、(c))。按焊缝部位可分为端面角焊缝与侧面角焊缝,前者刚度及强度均大于后者。
2.斜角焊缝(图 3.2-4(d))。当焊件位置斜交或不规则时采用。
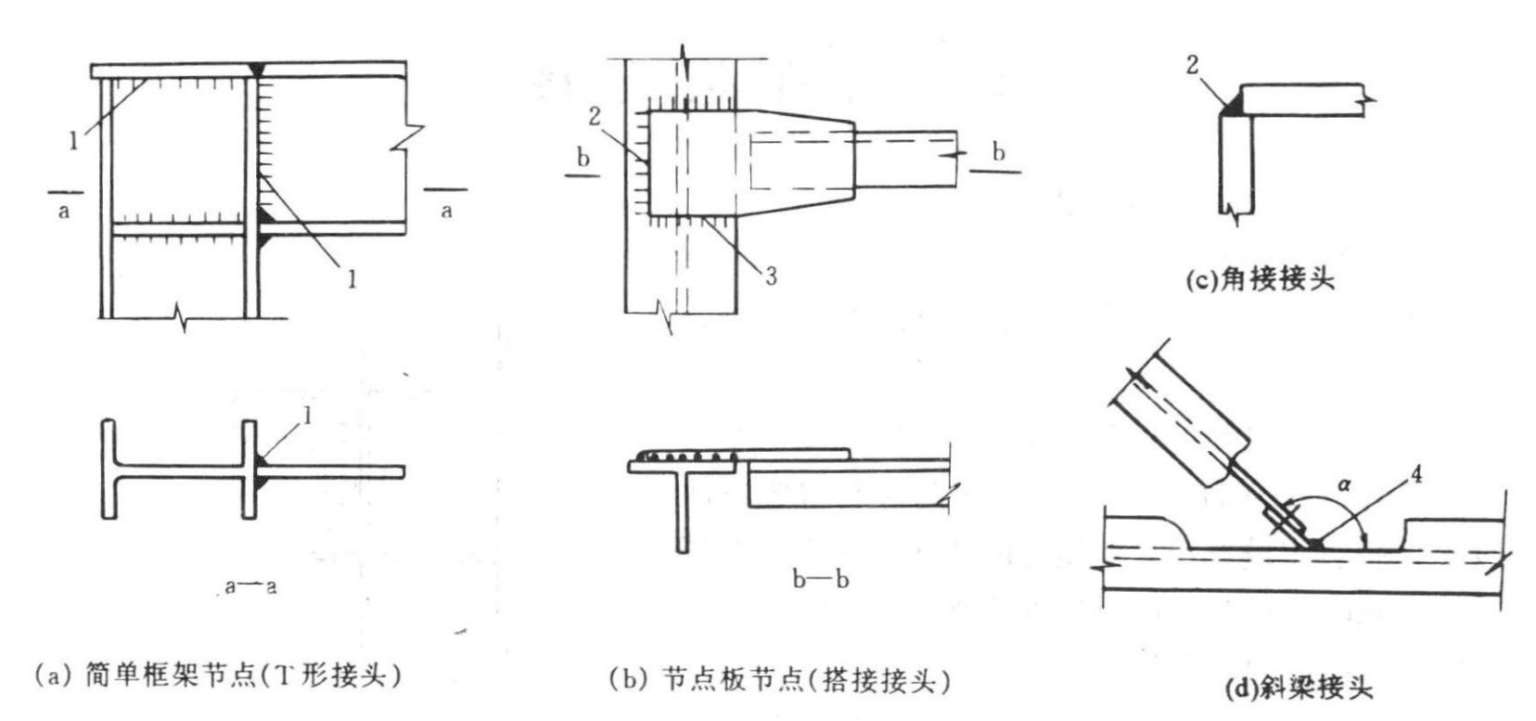
图 3.2-4 角焊缝1—T型接头角焊缝;2—端角焊缝;3—侧角焊缝;4—斜角焊缝
1.焊缝金属的性能应与焊件金属母材相适应,当两种不同强度的钢材焊接时,宜采用与低强度钢材相适应的焊接材料。
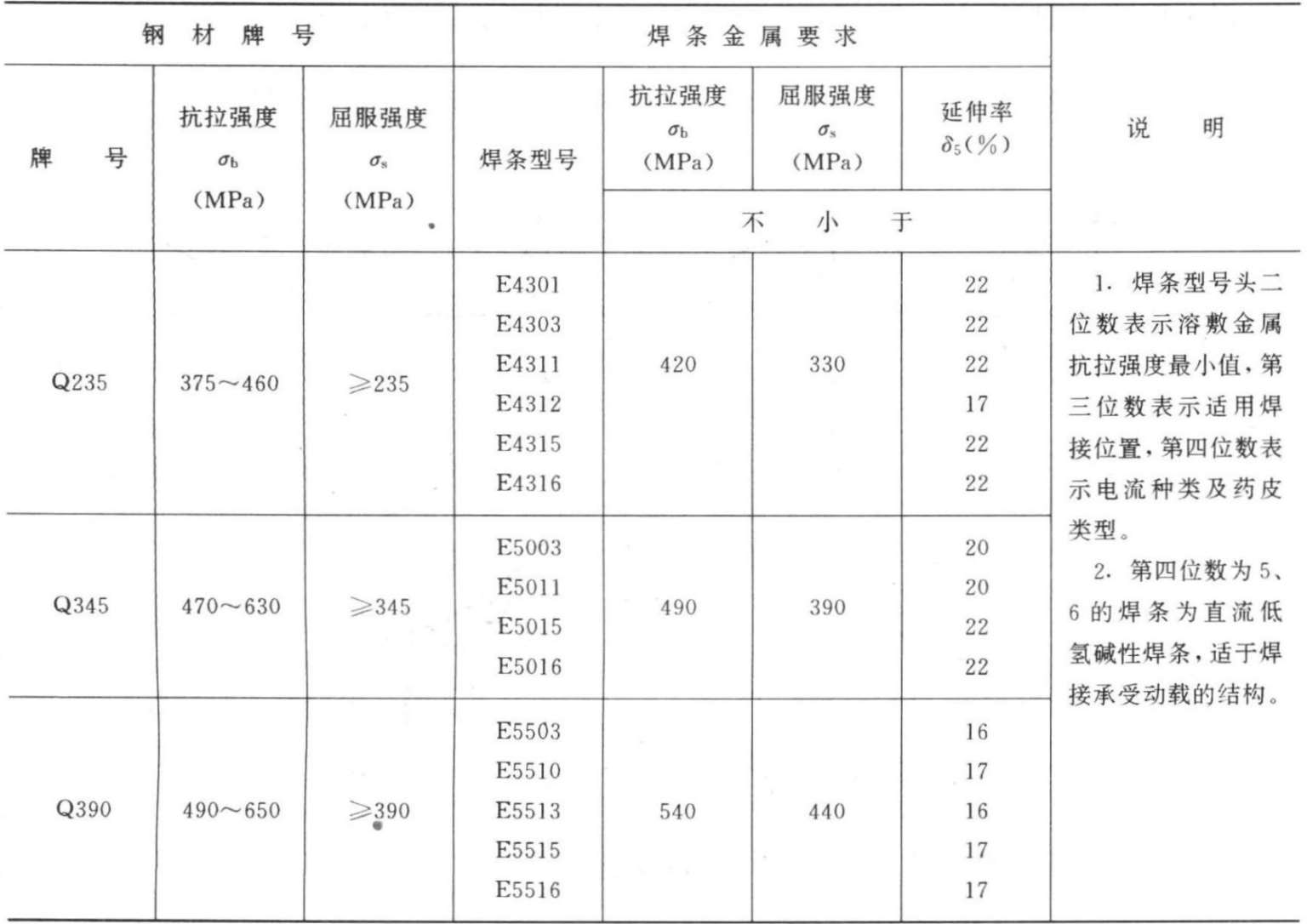
2.手工电弧焊应采用符合国家标准《碳钢焊条》(GB5117—85)或《低合金钢焊条》(GB5118—85)规定的焊条。对Q235级钢的焊接应选用E43型焊条,对Q345级钢的焊接应选用E50型焊条。钢材与焊条的匹配可参照表3.2-1选用。
计算对接焊缝及角焊缝时,其强度设计值可按表3.2-2取用。
(一)对接焊缝的有效厚度
全焊透对接焊缝的有效厚度 h e 可按与母材厚度相同考虑;不焊透对接焊缝的有效厚度 h e 可如下确定:
V型坡口(图 3.2-3(a)、(b)、(c))

S 为坡口根部至焊缝表面(不考虑余高)的最短距离,同时 h e 取值尚应满足下式要求:
式中 t 为开坡口焊件的较大厚度。
(二)角焊缝的有效厚度
钢材焊接常用焊条的选配 表3.2-1
焊缝的强度设计值(N/mm 2 ) 表3.2-2
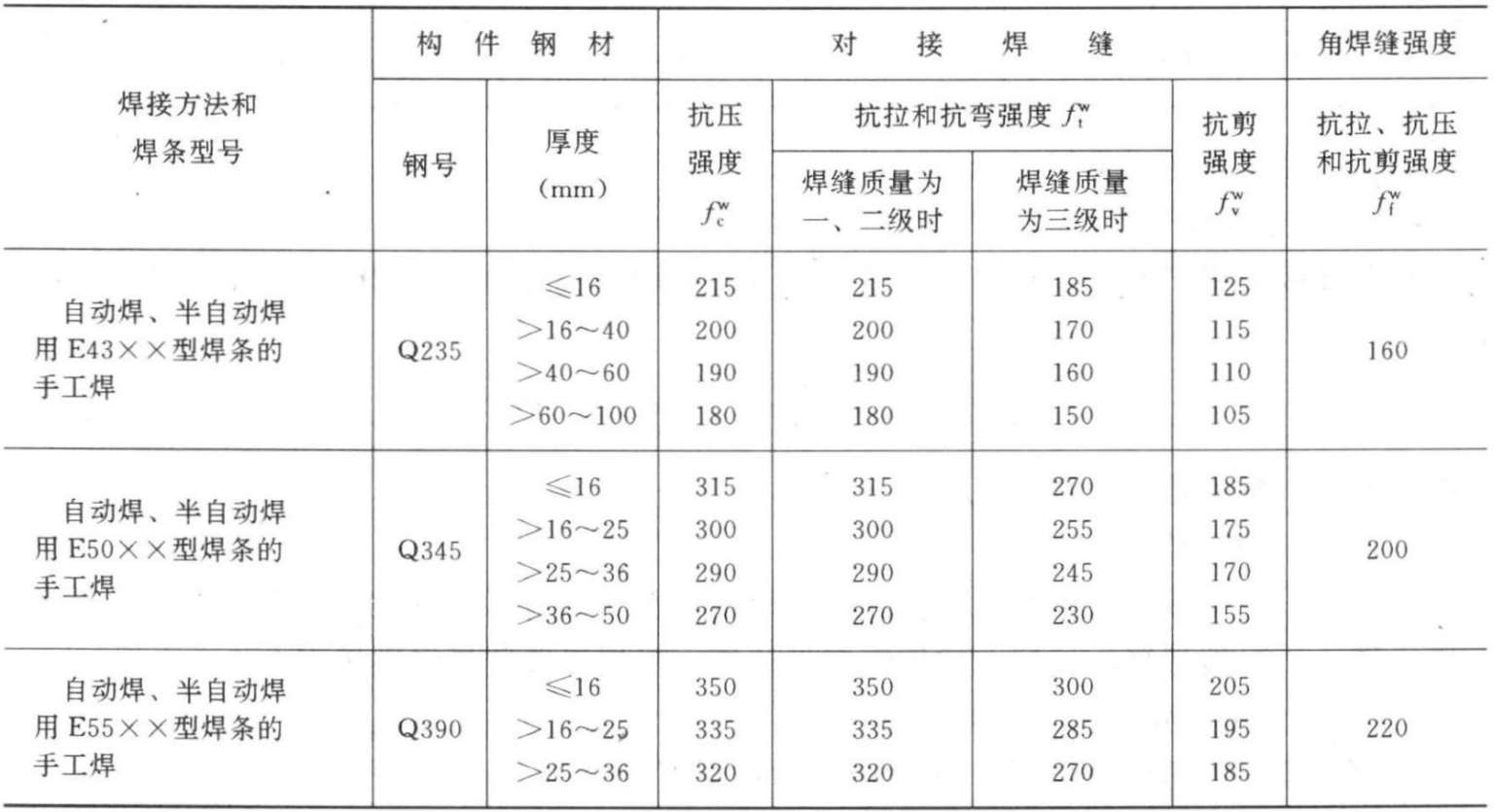
注:①自动焊和半自动焊所采用的焊丝和焊剂,应保证其熔敷金属抗拉强度不低于相应手工焊焊条的数值。
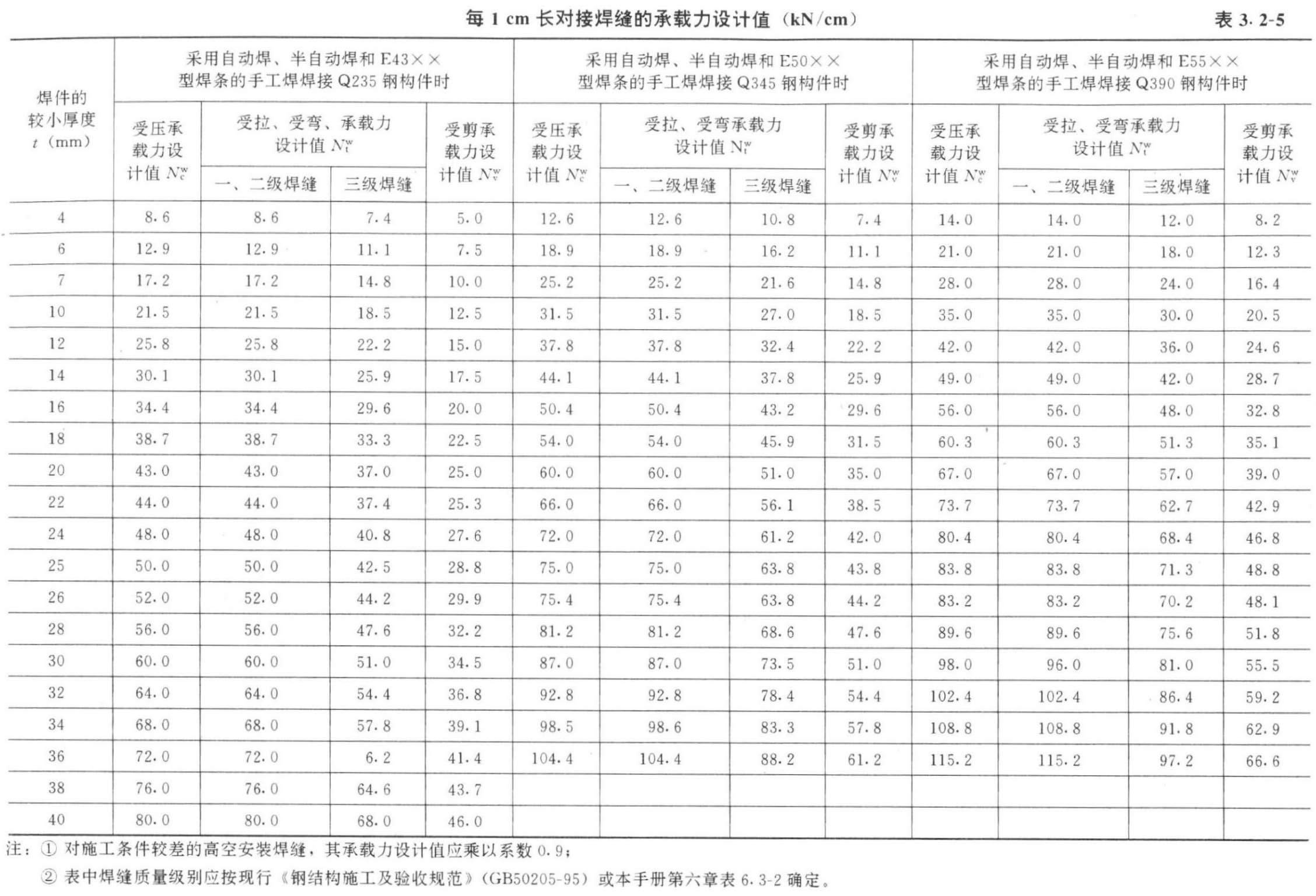
②对接焊缝质量级别(一级、二级、三级)应按标准《钢结构工程施工及验收规范》(GB50205—95)的规定或表6.3-2 采用。
直角角焊缝(图 3.2-5(a)、(b)、(c) h e =0.7 h f

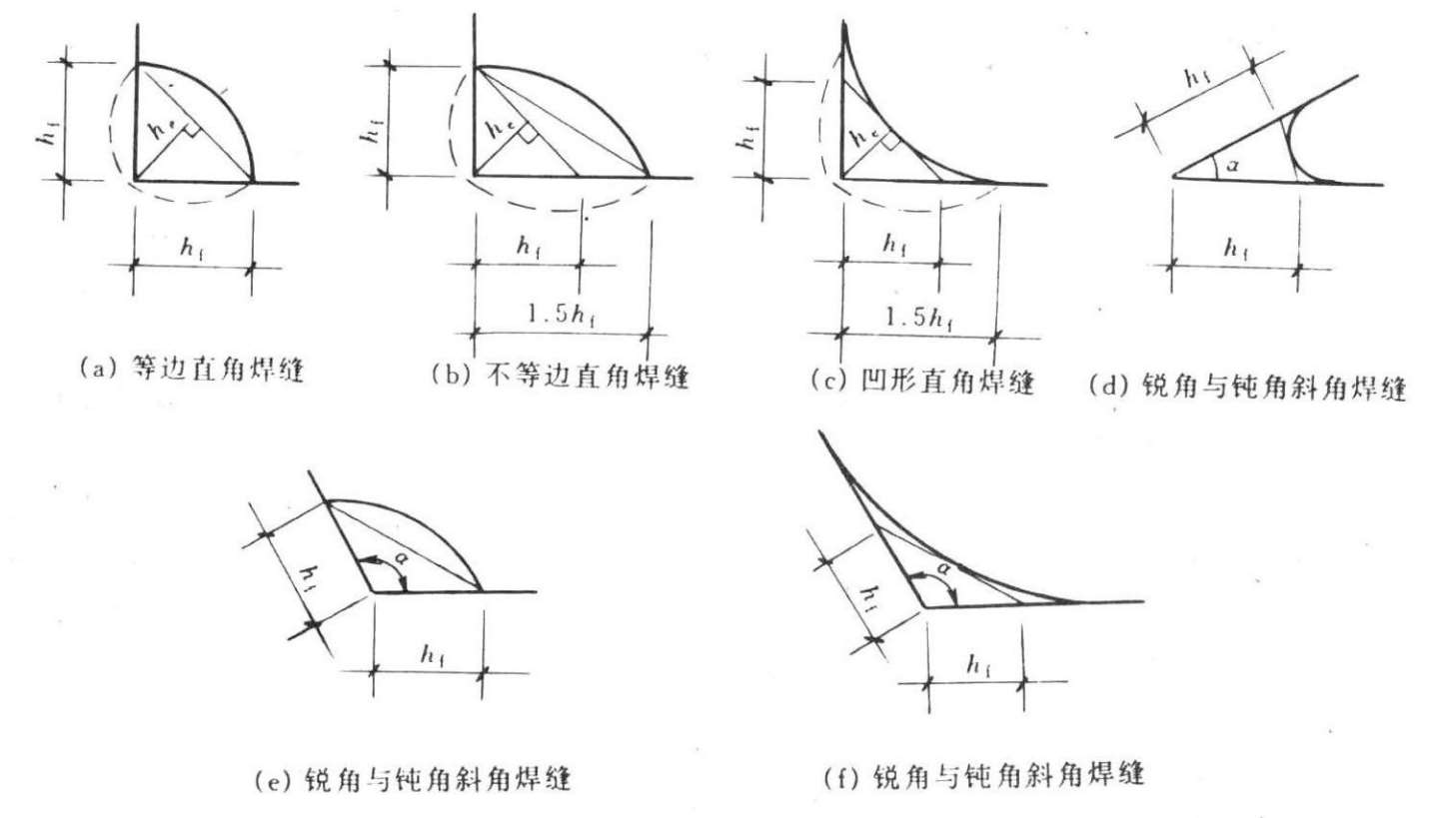
图 3.2-5 角焊缝的有效厚度
斜角焊缝的有效厚度 h e 表3.2-3

(一)对接焊缝
在对接接头和T型接头中,垂直于轴心拉力或轴心压力的对接焊缝,其强度应按下式计算:

式中 N ——轴心拉力或轴心压力;
l w ——焊缝长度;
t ——在对接接头中为连接件的较小厚度;在T型接头中为腹板的厚度;
 ——对接焊缝的抗拉、抗压强度设计值。根据焊缝质量级别按表3.2-2采用。
——对接焊缝的抗拉、抗压强度设计值。根据焊缝质量级别按表3.2-2采用。
(二)直角角焊缝(图 3.2-5(a)、(b)、(c))
1.在通过焊缝形心的拉力、压力或剪力作用下:
当力垂直于焊缝长度方向时,

当力平行于焊缝长度方向时,

2.在其它力或各种力综合作用下, σ f 和 τ f 共同作用处:

式中 σ f ——按焊缝有效截面( h e l w )计算,垂直于焊缝长度方向的应力;
τ f ——按焊缝有效截面计算,沿焊缝长度方向的剪应力;
h e ——角焊缝的有效厚度,对直角角焊缝等于 0.7 h f , h f 为较小焊脚尺寸;
l w ——角焊缝的计算长度,对每条焊缝取其实际长度减去10 mm;
 ——角焊缝的强度设计值;
——角焊缝的强度设计值;
β f ——正面角焊缝的强度设计值增大系数:对承受静力荷载和间接承受动力荷载的结构, β f =1.22 ;对直接承受动力荷载的结构, β f =1.0 。
(三)斜角角焊缝
斜角角焊缝(图 3.2-5(d)、(e)、(f))的强度按公式(3.2-2)、(3.2-3)、(3.2-4)计算,但取 β f =1.0 ,其有效厚度按表3.2-3 确定。
(四)不焊透的对接焊逢(图3.2-3),应按角焊缝的计算公式(3.2-2)、(3.2-3)、(3.24)计算,取 β f =1.0。但在垂直于焊缝长度方向的压力作用时,强度设计仍采用 β f =1.22。当熔合线处焊缝截面边长等于或接近于最短距离 s 时(3.2-3(b)、(c)、(e)),抗剪强度设计值应按角焊缝的强度设计值乘以 0.9 。
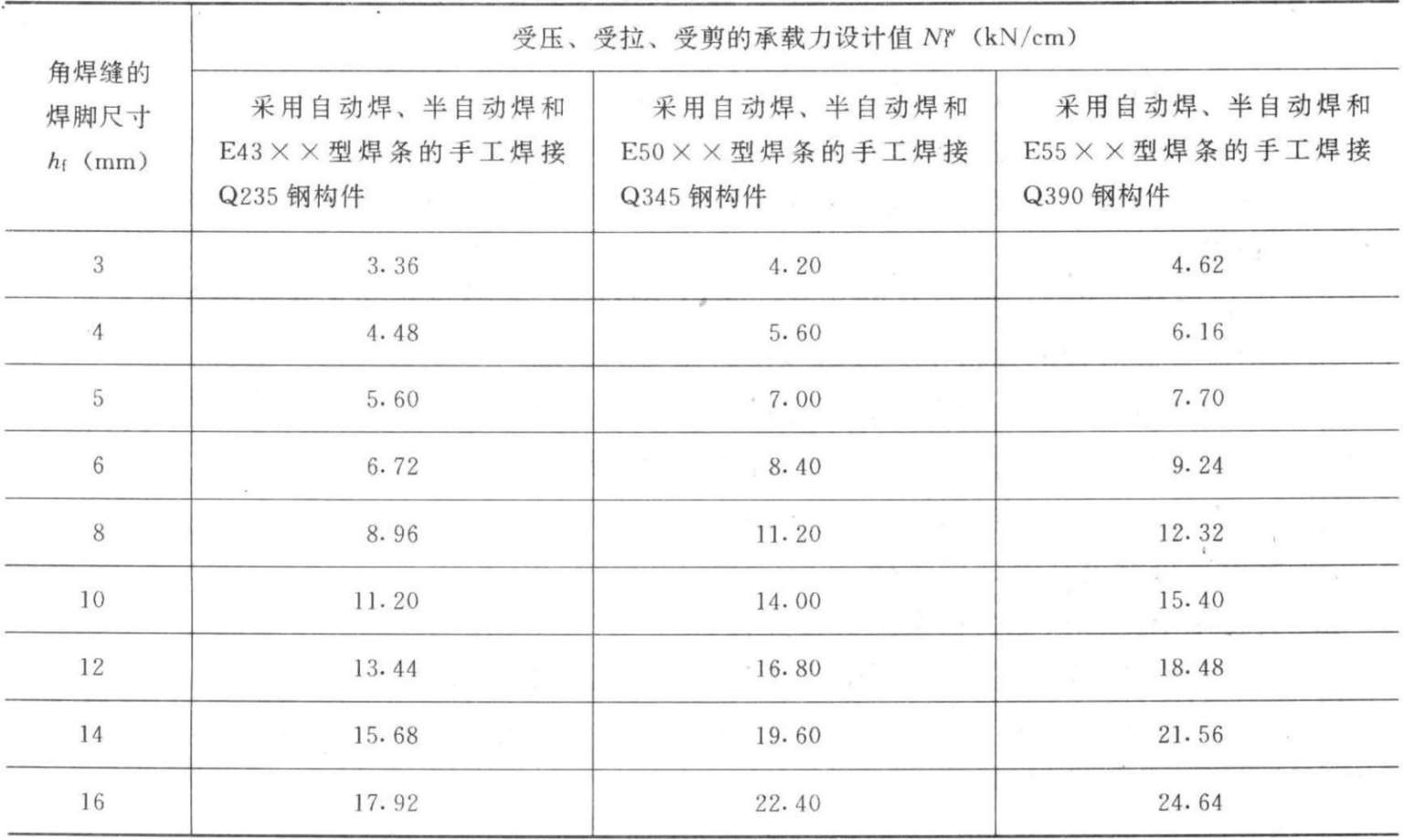
为方便运算,单位长度焊缝的承载力(设计值)亦可按表3.2-4、3.2-5直接查用。
每1 cm长直角角焊缝的承载力(设计值) 表3.2-4
续表3.2-4
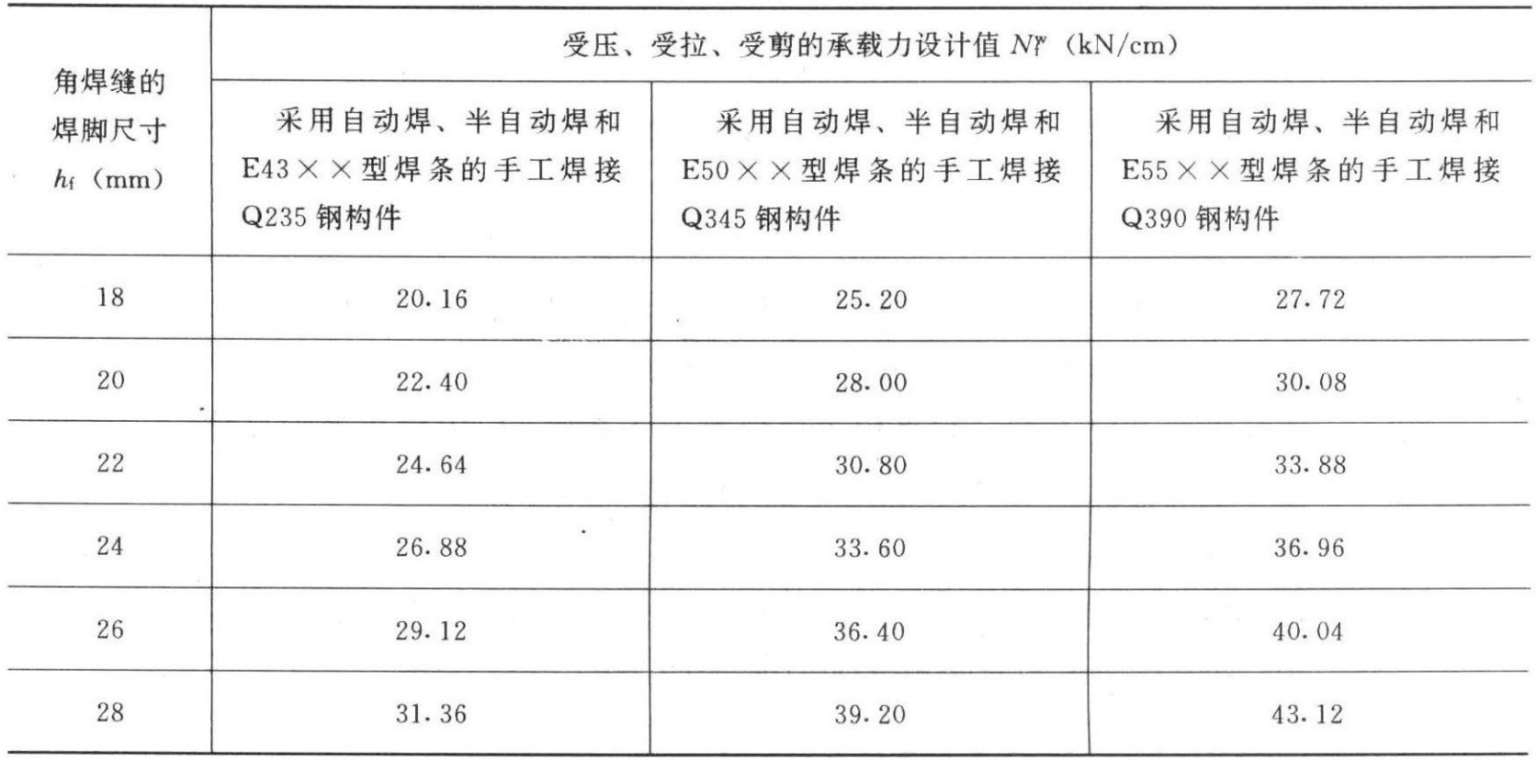
注:①表中的焊缝承载力(设计值)按式
 =0.7
=0.7
 计算;
计算;
②对施工条件较差的高空安装焊缝,表中承载力设计值应乘以系数0.9;
③单角钢单面连接等连接偏心较大的直角角焊缝,表中承载力设计值应乘以系数0.85。
进行焊接连接的强度计算时,一般采用应力表达式,各类焊接连接的焊缝应力强度计算公式可按表3.2-6、3.2-7中各式采用。
1.焊接连接的设计构造应符合以下要求:
(1)宜尽量减少零部件焊接加工的工作量,如刨边、坡口、打磨等。
(2)应便于焊接操作,尽量选用平焊或横焊的焊接位置,并有合理的施焊空间;手工焊接操作时焊接结构的参考极限构造尺寸见表6.3-3。
(3)焊缝的布置应尽量对称于构件或节点板截面中和轴,避免连接偏心传力。
(4)采用刚性较小的接头形式,应避免焊缝密集的小面积围焊或三向焊缝相交,以减少焊接应力和应力集中。
(5)对较厚的板件(一般大于36 mm),在T型接头、角接接头和十字形接头等重要受拉焊接接头中应采取合理的焊接工艺以减少层状撕裂的影响。
(6)在满足设计承载的情况下,尽量减少焊缝的数量和尺寸,焊缝长度和焊脚尺寸应由计算确定,不应随意增大增厚,尽量少用环形封闭焊缝。
(7)以下部位的焊接连接,应采用全熔透焊缝:
a .要求与母材等强的焊接连接;
b.直接承受或传递动力荷载的焊接连接;
c.按抗震设计的高(多)层框架梁柱节点塑性区段的焊接连接。
2.选用焊接材料材质应与主体金属相适应。当焊接两种不同强度的钢材时,宜采用与低强度钢材相适应的焊接材料。
对接连接的强度计算公式 表3.2-6
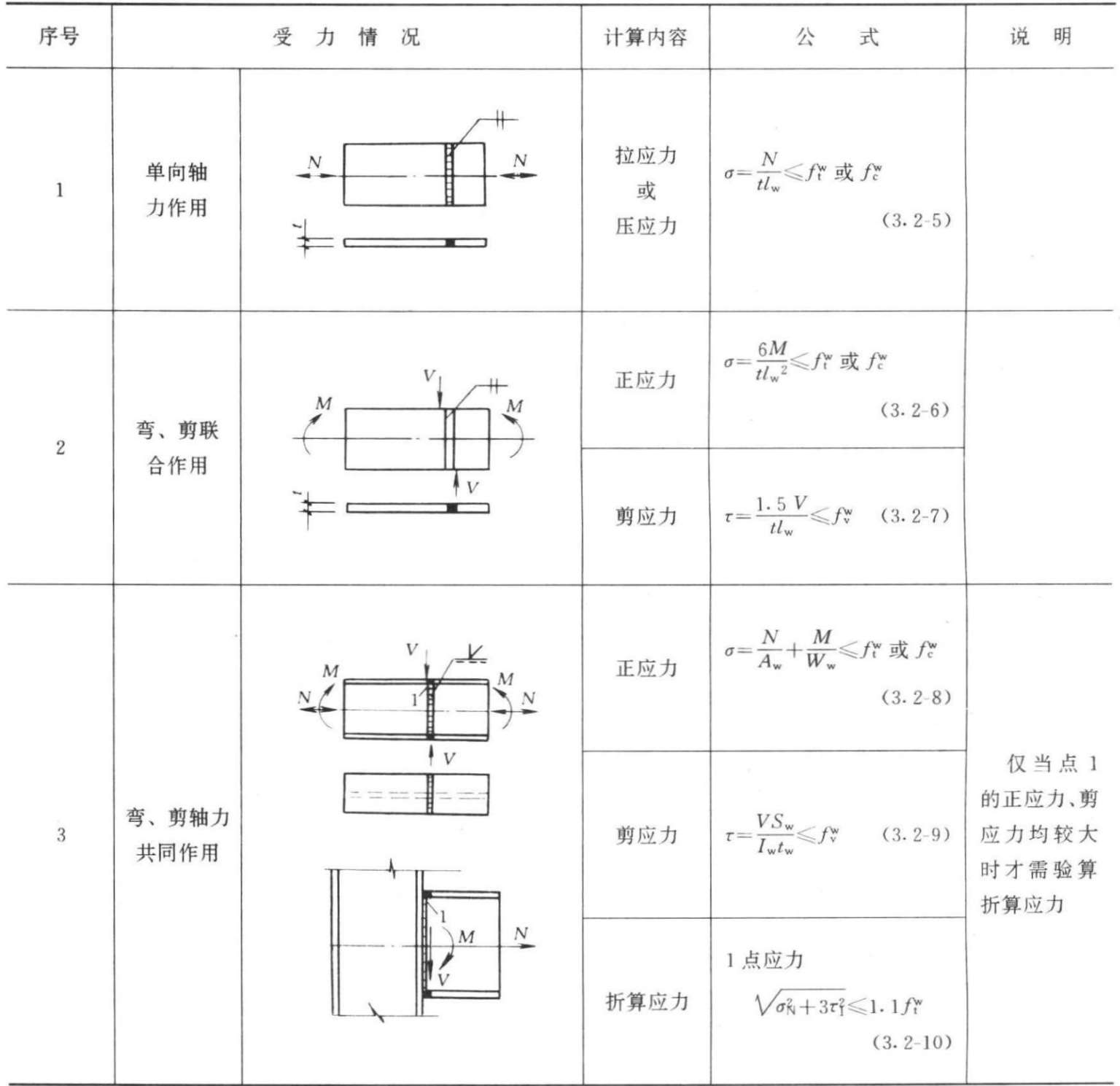
注:①表中符号定义如下:
M 、 N 、 V ——作用于连接处的弯矩、轴心力和剪力设计值;
t ——在对接连接中为连接件的较小厚度,在T型连接中为腹板的厚度;
t w ——腹板的厚度;
A w 、 W w ——焊缝截面的面积和截面抵抗矩;
S w ——所求剪应力处以上的焊缝截面对中和轴的面积矩;
I w ——焊缝截面对其中和轴的惯性矩;
l w ——焊缝的计算长度,当未采用引弧板施焊时,取实际焊缝长度减去10 mm;当采用引弧板施焊时,取焊缝实际长度;
 ——对接焊缝的抗拉、抗压和抗剪强度设计值。
——对接焊缝的抗拉、抗压和抗剪强度设计值。
②计算上述焊缝截面特性值时,均应采用焊缝的有效厚度 h e 。
③当对接焊缝采用引弧板并为熔透焊(质量等级为一、二)时,与母材等强焊缝的强度可不计算。
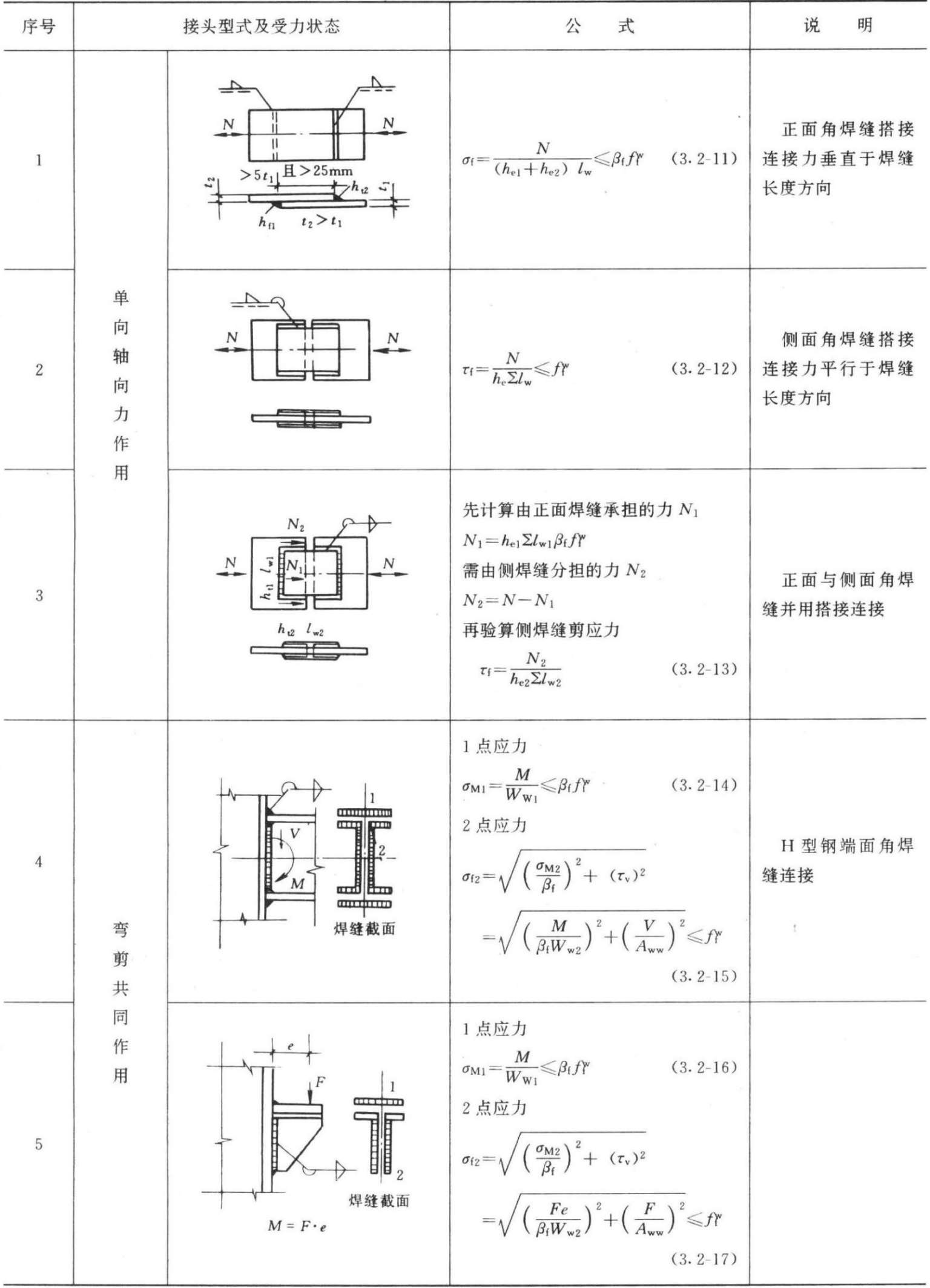
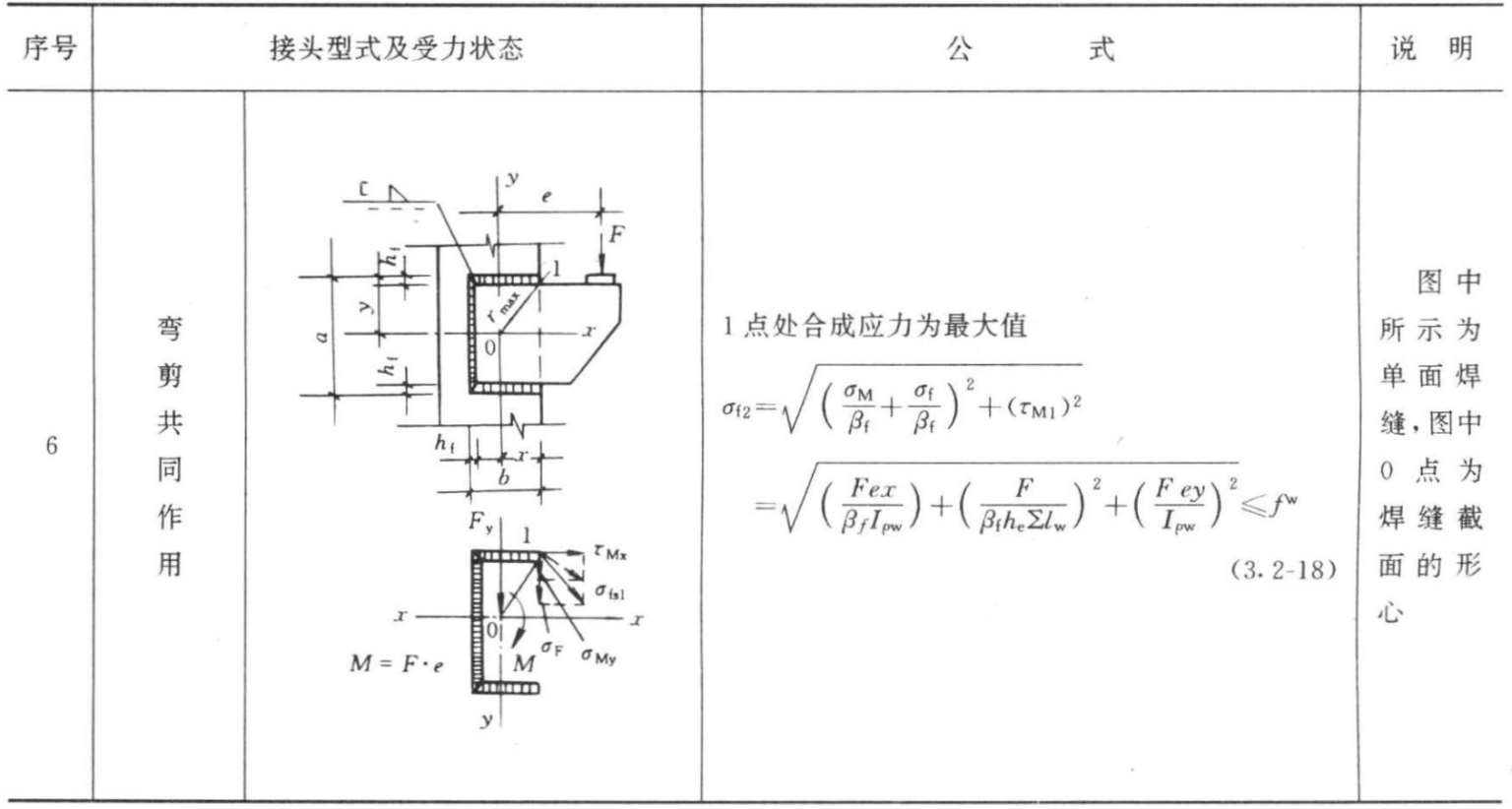
角焊缝连接的强度计算公式 表3.2-7
续表3.2—7
注: h e ( h e 1 、 h e 2 )——角焊缝有效厚度;
∑ l w (∑ l w1 、∑ l w 2 )——拼接连接一侧或两焊件间的焊缝计算长度总和;计算时,对不加引弧板的每一焊段 l w 应减去10mm的起灭弧的无效长度。
σ M ( σ M1 、 σ M2 )——角焊缝在弯矩 M (或 F · e )作用下所产生的垂直于焊缝长度方向的应力;
σ f 、 σ F ——角焊缝在轴心力 N 或外力 F 作用下所产生的垂直于焊缝长度方向的应力;
τ v 、 τ F 、 τ M ——角焊缝在剪力 V 、外力 F 和弯矩 F · e 作用下所产生的沿焊缝长度方向的剪应力;
I ρw ——角焊缝有效截面对其形心0的极惯性矩,按下式计算; I ρ w = I x + I y
I x 、 I y ——角焊缝有效截面对其 X 轴和 Y 轴的惯性矩;
A w w ——腹板连接焊缝的有效截面面积;
W w ——焊缝的截面抵抗矩;
x 、 y ——焊缝1点处至焊缝中和轴的水平和垂直距离。
3.对重要构件的厚板焊接,宜要求采取必要的、专门的措施,如预热、缓冷、选用优质焊接材料及合理的焊接方法与焊接工艺等,以保证焊接质量。
4.对接焊缝的坡口型式,可根据板厚和施工条件参照国际《手工电弧焊焊接接头的基本型式与尺寸》(GB985-88)和国标《埋弧焊焊接接头的基本型式与尺寸》(GB986-88),并结合加工厂的经验选用,建筑钢结构常用接头坡口型式亦可参照6.3-1采用。
5.采用对接焊缝的板材拼接中,其纵横两方向的对接焊缝宜采用十字型交叉布置,也可采用T型交叉布置,交叉点的间距不得小于200 mm(图 3.2-6)。
6.在对接焊缝的连接处,当焊件的宽度不同或厚度相差超过4 mm时,应分别在宽度方向或厚度方向从一侧或两侧作成坡度不大于1/4的斜角(图3.2-7),厚度不同处对接焊缝的坡口型式应根据较薄焊件厚度确定。
7.当板件采用搭接接头(图3.2-3(b))时,其沿受力方向的搭接长度不应小于5 t 1 ( t 1 为较薄焊件的厚度)及25 mm。
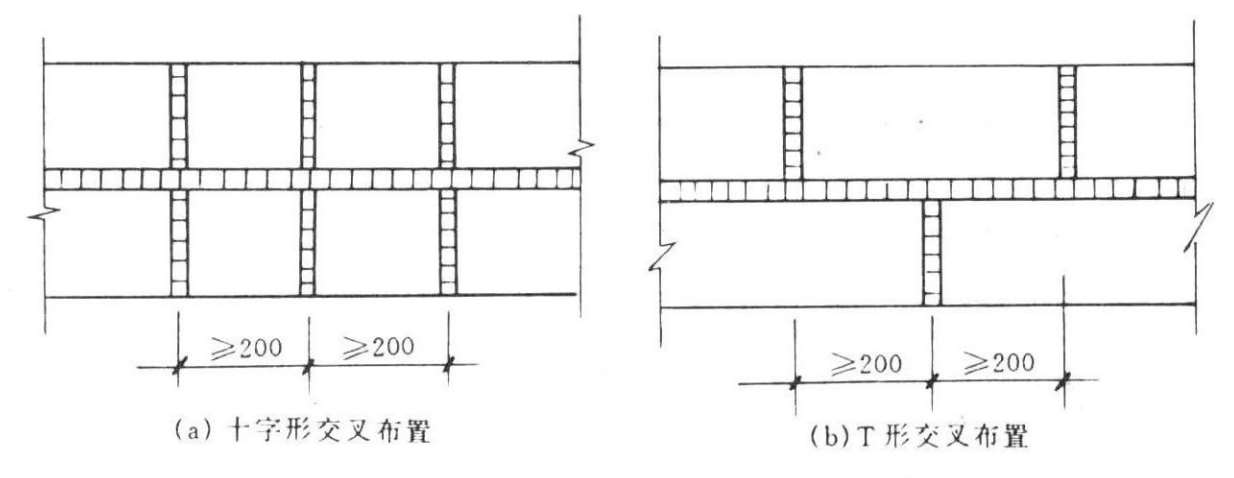
图 3.2-6 板件的对接拼接
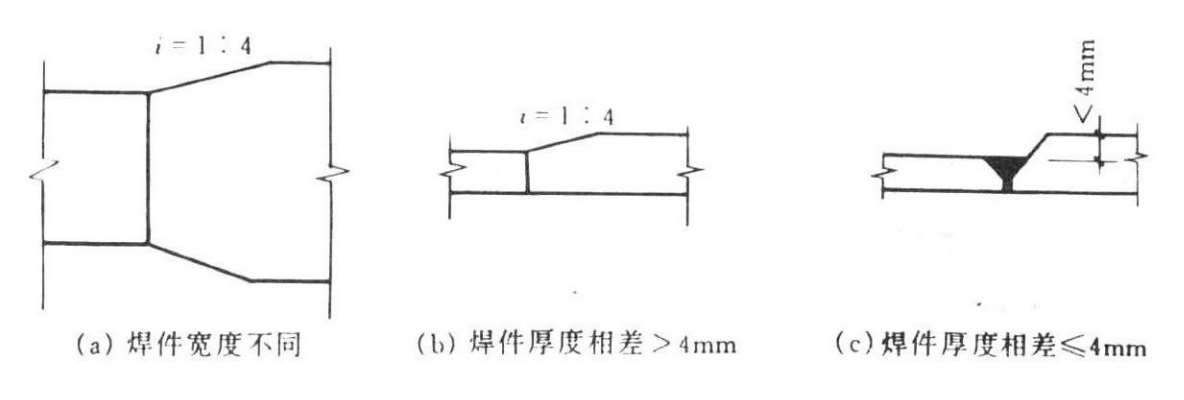
图 3.2-7 不同宽度和厚度的焊件对接拼接构造
8.角焊缝的尺寸应符合以下要求:
(1)角焊缝一般应采用等焊脚的直角角焊缝,当采用斜角角焊缝传力时,两焊脚边的夹角 α 宜在60°~120°间选用,并不应小于 45°及大于135° 。
(2)角焊缝的最小焊脚尺寸
h
fmin
不应小于1.5
 (
t
为较厚焊件的厚度),但采用自动焊时,可减去1 mm考虑;同时当焊件
t
≤4 mm时最小焊脚尺寸应与
t
相同,符合本条要求的
h
fmin
值列于表3.2-8,可供直接查用。
(
t
为较厚焊件的厚度),但采用自动焊时,可减去1 mm考虑;同时当焊件
t
≤4 mm时最小焊脚尺寸应与
t
相同,符合本条要求的
h
fmin
值列于表3.2-8,可供直接查用。
角焊缝最小焊脚尺寸 表3.2-8

注:当焊件为Q345或Q390钢并板厚稍厚时,最小焊脚尺寸宜较表列值增大一级。
(3)角焊缝的最大焊脚尺寸 h f max 一般不大于焊件厚度 t ,当确有必要加大时亦不应大于较薄焊件厚度的1.2倍;对板件(厚度为 t )边缘的角焊缝最大焊脚尺寸,尚应符合以下要求:
当 t ≤6 mm时, h fma x ≤ t ;
当 t >6 mm时, h fma x ≤ t -(1~2)mm ;
对圆孔或槽孔内的角焊缝的焊脚尺寸,尚不宜大于圆孔直径或槽孔短径的1/3。
(4)当焊件的厚度相差较大,可采用不等焊脚尺寸的角焊缝,此时,与较薄焊件熔焊的焊脚边应符合本条第(3)项的要求;而与较厚焊件熔焊的焊脚边应符合本条第(2)项的要求。
(5)侧面角焊缝或正面角焊缝的最小有效计算长度不得小于8 h f 或40 mm,设计时宜尽量避免采用短而厚的焊缝段。
(6)侧面角焊缝的最大有效计算长度,不宜大于60 h f (对承受静力荷载或间接承受动力荷载的连接)及40 h f (对承受动力荷载的连接),当大于上述数值时,其超过部分在计算中亦不宜考虑。但若内力系沿侧面角焊缝全长分布传递时(如突缘支座梁其腹板与支座端板的竖向传力角焊缝),其计算长度不受此限。
(7)在直接承受动力荷载作用的连接中,角焊缝表面应为平面或凹面形状,其焊脚尺寸的比例,对侧面角焊缝为1 ∶ 1 ;对正面角焊缝宜为1 ∶ 1.5(长边沿内力方向)。
(8)在次要构件或次要焊缝连接中,可采用断续角焊缝,其长度及间距应按传力计算确定,但其间最大净距对受压构件不应大于15 t ,对受拉构件不应大于30 t ( t 为较薄焊件的厚度)。
(9)当板件的端部仅有侧面角焊缝连接时,每条侧面角焊缝长度 L f 不宜小于两道侧面角焊缝之间的距离 b (即板件宽度)。同时,间距 b 尚应符合以下要求:
当 t >12 mm时, b ≤16 t ;
当 t <12 mm时, b ≤200 mm 。
t 为较薄焊件厚度。
当受力较大并当 b 亦较大不能满足以上要求时,可采用(图3.2-8)所示的托板焊接传力构造。
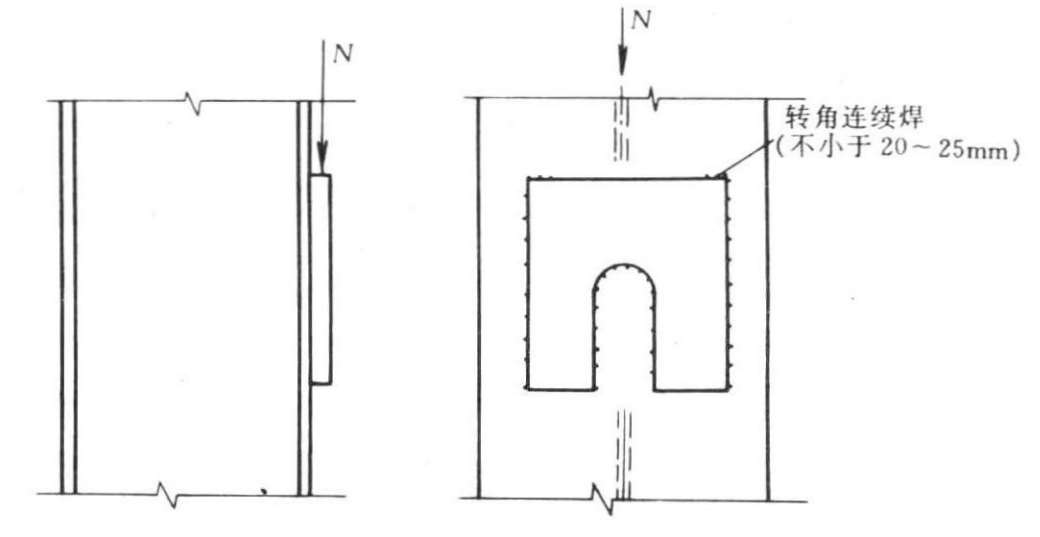
图 3.2-8 托板焊接构造
1—转角连续焊(不小于 20~25 mm)
9.设计图纸应注明对接焊缝的等级要求,按现行《钢结构施工及验收规范》的规定,焊缝质量分为三级(见本手册表6.3-2),要求熔透的焊缝为一级和二级,不焊透的对接焊缝和角焊缝为三级。