
下载掌阅APP,畅读海量书库
立即打开



在数控线切割加工中,由于数控装置所控制的是电极丝中心的行走轨迹,而实际加工轮廓却是由丝径外围和被切金属间产生电蚀作用而形成的。也就是说,实际加工得到的轮廓轨迹和电极丝中心的轨迹是有一定偏移的,这一偏移就是编程加工中必须考虑的线径补偿量,也可以称其为电极丝偏移量。偏移量可以通过计算得到。电火花线切割加工中偏移量的计算比较简单,偏移量为电极丝半径与单边放电间隙之和,如图3-1所示。其计算公式为
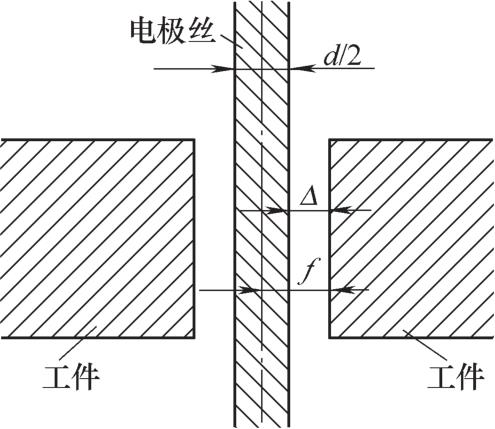
图3-1 偏移量的计算
式中 f ——偏移量(mm);
d ——电极丝直径(mm);
Δ——单边放电间隙(mm)。
电极丝直径的选择应根据工件厚度和拐角尺寸大小来选择。若加工大厚度工件或大电流切割时应选较粗的电极丝,若加工带尖角、窄缝的小零件宜选用较细的电极丝。
放电间隙的大小与加工条件参数有关,可以通过查表(机床生产厂家提供的加工条件参数表)再计算得到。一般快速走丝线切割加工时,取单边放电间隙 Δ =0.01~0.02mm。
正式加工前,按照确定的加工条件,切割一个与工件相同材料、相同厚度的正方形,测量尺寸,以确定丝径偏移量。这项工作对第一次进行线切割加工的操作者来说是必须要做的,但是当操作工人积累了很多的工艺数据或者生产厂家提供了有关工艺参数时,只要查数据即可。
进行多次切割时,要考虑工件的尺寸公差,并估计每次切割后的工件尺寸变化,合理分配每次切割时的偏移量。偏移量的方向,按切割凸模或凹模类零件以及切割路线的不同而定。偏移量确定后,要按偏移后的路径进行加工。
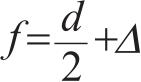
电火花线切割在加工凹模类零件时,电极丝中心应沿着工件内沿(轮廓)再减去(缩小)正确的偏移量所形成的路径运动;电火花线切割加工凸模类零件时,电极丝中心应沿着工件外沿(轮廓)再加上(扩大)正确的偏移量所形成的路径运动。加工凸模、凹模类零件电极丝中心运动轨迹如图3-2所示。
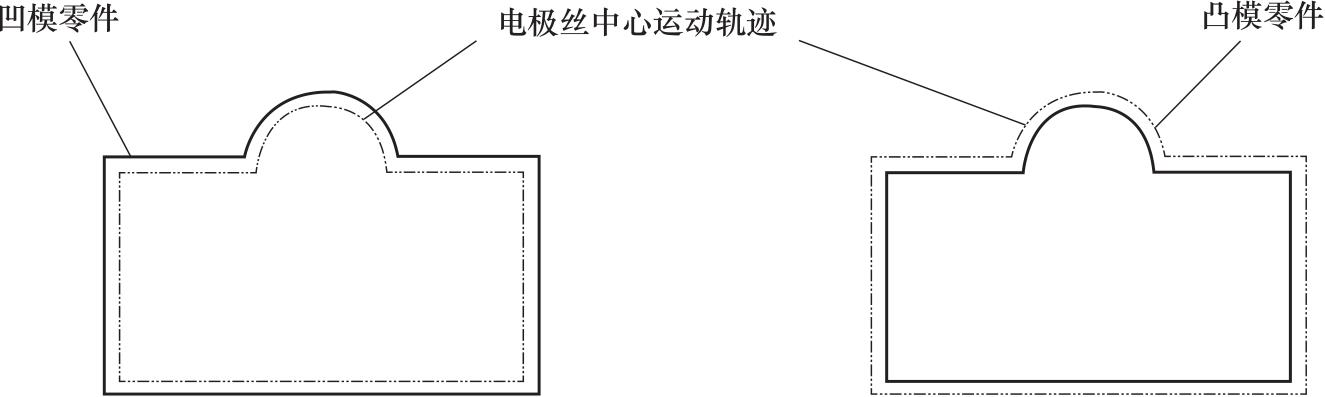
图3-2 加工凹模、凸模类零件电极丝中心运动轨迹
在实际生产加工中,为防止工件毛坯内部的残余应力变形及放电产生的热应力变形,无论加工凹模类封闭形工件,还是凸模类工件,都应首先在合适的位置加工好一定直径的穿丝孔进行封闭式切割,尽量避免开放式切割。
当切割带有封闭型孔的凹模工件时,穿丝孔位于凹形的中间某处临近加工起点的位置操作最为方便,如图3-3所示。因为这既便于穿丝孔加工位置准确,又便于控制坐标轨迹的计算。
当切割凸模外形时,穿丝孔应设置在轮廓外部加工起始点附近,这样可以大大缩短无用切割行程。穿丝孔的位置,最好选在已知坐标点或便于计算的坐标点上,以简化有关轨迹控制的运算,如图3-4所示。
穿丝孔的直径不宜过小或太大,以钻孔或镗孔工艺方便为宜,一般选在5~10mm范围内。孔径最好选取整数值或较完整数值,以简化用其作为加工基准的运算。
图3-3 凹模类零件穿丝孔位置
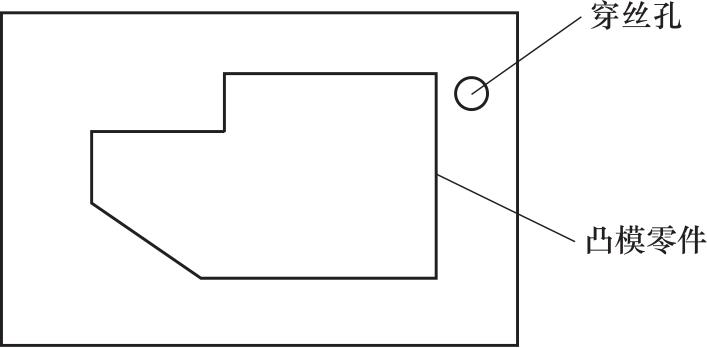
图3-4 凸模类零件穿丝孔位置
切割的起点一般也是切割的终点,但电极丝返回到起点时常常由于机床的重复定位误差而产生加工误差,影响了切割精度和表面质量。穿丝孔既是电极丝相对于零件运动的起点,也是线切割程序执行的起点(或称为程序“零点”),在切割起点确定后,可以确定穿丝孔的位置,一般穿丝孔设定在切割起点附近、轨迹交点或便于计算的坐标点上。
电火花线切割加工路径的合理与否关系到工件变形的大小,因此,优化加工路径有利于提高切割加工质量和加工效率。
1.加工起点的确定
1)应在表面粗糙度值要求较小的表面上选择切割起点。
2)应尽量在切割图形的交点上选择切割起点。
3)对于无切割交点的工件,切割起点应尽量选择在便于钳工修复的部位,如外轮廓的平面、半径大的弧面,要避免选择在凹入部分的表面上。
2.进刀点的确定
在线切割加工中,进刀点通常与工件切割起点不重合,这就需要一段从进刀点到切割起点的引入切割段。当切割起点选在切割图形的交点上时,引入切割段通常采用直线方式;当切割起点选在切割图形的表面上时,对于无补偿的切割,引入切割段通常采用圆弧方式,并与切割起始段相切;对于带补偿的切割,一般引入切割段在圆弧方式引入前需增加用于建立补偿的直线段,如图3-5所示。
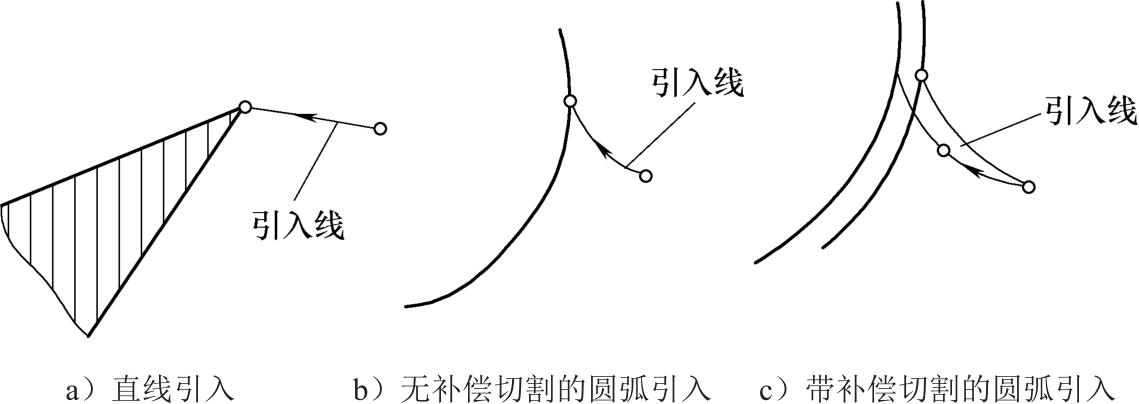
图3-5 引入方式
3.加工路径的选择
在加工中,工件内部应力的释放要引起工件的变形,所以在选择加工路线时,必须注意以下几点:
1)避免从工件端面开始加工,应从穿丝孔开始加工。
2)加工的路线距离端面(侧面)应大于5mm。
3)加工路线开始应从离开工件夹具的方向进行加工,最后转向工件夹具的方向。如图3-6所示由1段至2、3、4段。
4)在一块毛坯上要切出两个以上零件时,不应连续一次切割出来,而应从不同预孔开始加工,如图3-7所示。
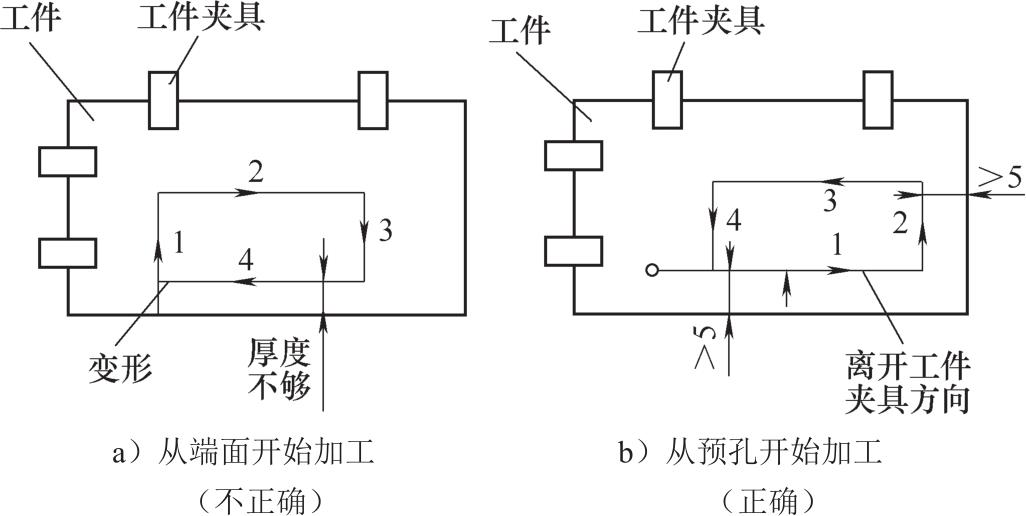
图3-6 加工路线的选择方法
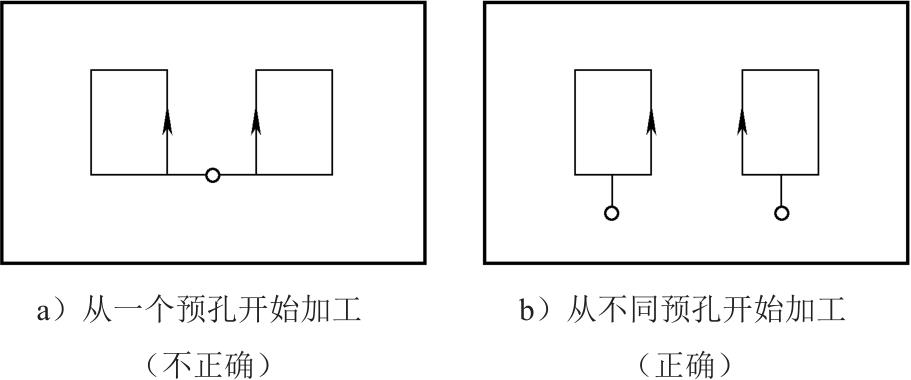
图3-7 在一块毛坯上加工两个以上零件的加工路线