
下载掌阅APP,畅读海量书库
立即打开



深冷处理是将被处理对象置于特定的、可控的低温环境中,使材料的微观组织结构产生变化而改善材料性能的一种技术。自美国于1965年发现深冷处理可以对工模具的耐磨性产生影响以来,日本、德国、俄罗斯等国的诸多学者也相继开展了深冷处理技术的研究工作,在国内,刀具深冷处理研究目前仍处于探索阶段。由于深冷处理加工装置的研制与不同刀具材料具体深冷处理机理及其工艺,一直是限制深冷处理技术进入实用领域的瓶颈,因此目前深冷处理技术研究的重点就是开发具体刀具的深冷处理工艺,分析刀具深冷处理后的力学性能的变化机理,探索深冷处理与常规处理及机加工的关系。以下就对W12Mo3Cr4V3钢车刀的深冷处理进行分析研究。
(1)深冷处理试验装置 试验系统主要包括三部分:工具材料处理室、低温液体盛放容器和计算机处理系统。该系统可根据不同的被处理材料和工艺要求设计温度变化参数并将其输入计算机,由计算机自动控制降温、升温速率和整个处理加工过程。在计算机的控制下,冷处理室内的温度可根据设定的处理工艺在规定的时间内实现降温→保温→升温的过程,以满足不同成品刀具或待加工材料的深冷处理要求。
(2)深冷处理工艺 将12mm×12mm×200mm的W12Mo3Cr4V3钢制标准车刀从中间截成两节,形成两组四把车刀,分别标号为1、2、3、4号。其中第2、4号用于深冷处理。深冷处理工艺曲线如图2-3所示。
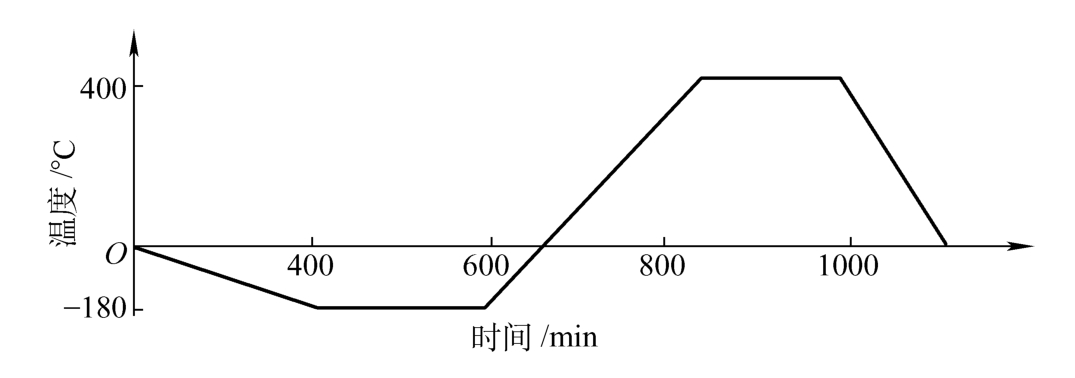
图2-3 深冷处理工艺曲线
(3)深冷处理后效果
1)硬度提高。经深冷处理后,车刀硬度由65.1HRC提高到66.2HRC。
2)耐磨损。将两种状态的车刀做切削试验,车削退火态45钢40min,未深冷处理者后刀面磨损0.30mm,而深冷处理者只有0.15mm。
3)金相组织对比。未经深冷处理的车刀显微组织中,黑色片状或灰色针状马氏体组织数量相对较少;白色的残留奥氏体或碳化物呈块状或颗粒状,数量较多且分布不太均匀。经过深冷处理的车刀显微组织中,黑色针状马氏体增多,分布趋于均匀;白色的块状残留奥氏体在一定程度上减少了,白色的碳化物颗粒增多了,且分布趋于均匀。
(4)结论。在深冷状态下,W12Mo3Cr4V3钢组织中残留奥氏体向马氏体转变的过冷度增大,相变驱动力增强,使得深冷处理后残留奥氏体进一步转变为马氏体。
高速钢经深冷处理后,其显微组织中会析出细小碳化物颗粒。细小碳化物本身有很高的热硬性和耐磨性,而且细小碳化物颗粒和马氏体的增多,会在高速钢基体中产生细晶强化。这些综合作用使得刀具寿命提高。