下载掌阅APP,畅读海量书库
立即打开



由于镁合金多属于共晶合金,具有线膨胀系数大、热导率高、比热容大、熔点低等特点,在采用传统的熔化焊接方法焊接时容易产生热裂纹、气孔、合金元素烧损和焊接区软化等问题,导致接头性能整体降低,难以获得与母材性能相匹配的焊接接头。对于一些镁合金的焊接性能进行分级,见表2-1。
表2-1 镁合金焊接性能的分级
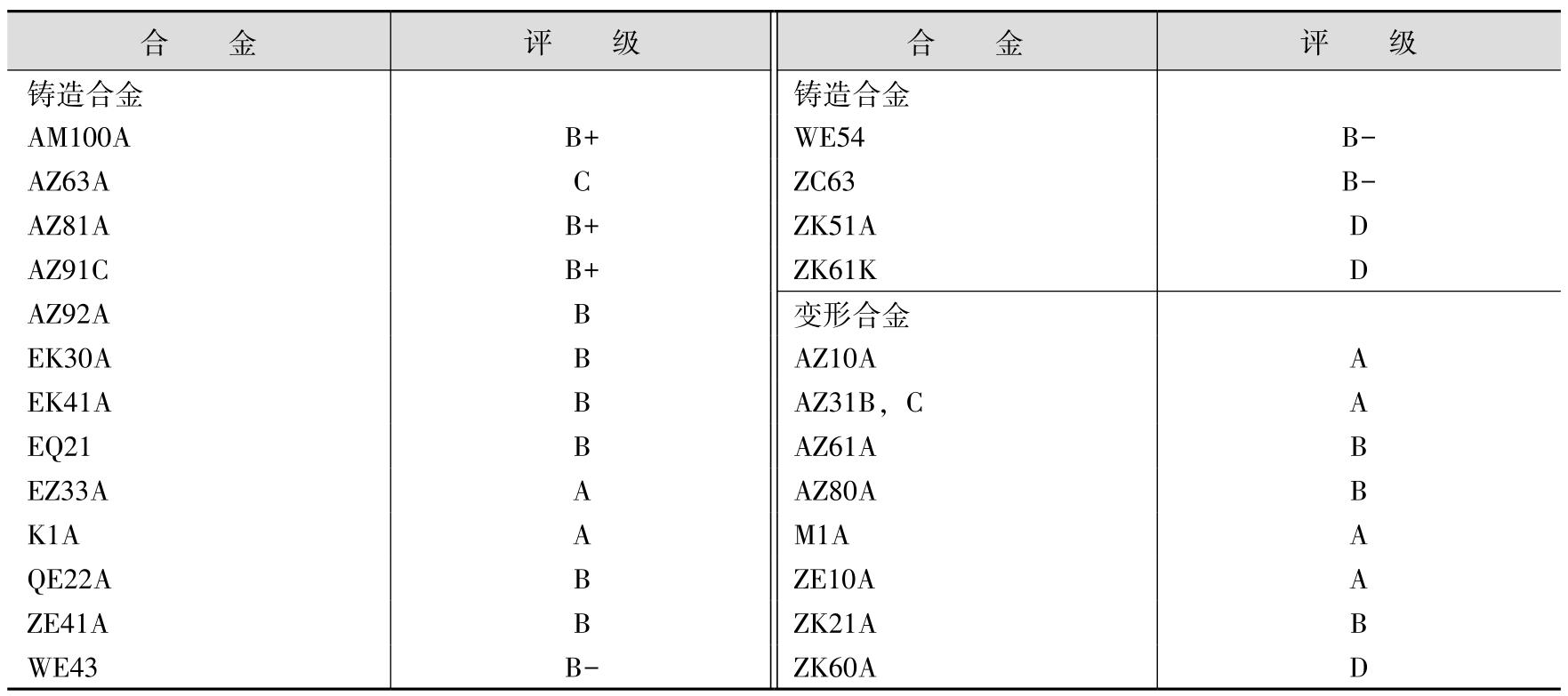
注:A—极好;B—好;C—尚好;D—有限。
1.氧化、氮化和蒸发
镁易与氧结合,在镁合金表面生成MgO薄膜,会严重阻碍焊缝成形,因此在焊前需要采用化学方法或机械方法对其表面进行清理。在焊接的高温下,熔池中易形成氧化膜,其熔点高,密度大,在熔池中易形成细小片状的固态夹渣,这些夹渣不仅严重阻碍焊缝成形,也会降低焊缝性能。这些氧化膜可借助于溶剂或电弧的阴极破碎方法去除。当焊接保护不足时,在焊接高温下镁还易与空气中的氮生成氮化镁Mg 3 N 2 。氧化镁夹渣会导致焊缝金属的塑性降低,接头变脆。空气中氧的侵入还易引起镁的燃烧。由于镁的沸点不高(1100℃),在电弧高温下易产生蒸发,造成环境污染,也是造成焊缝下塌的主要原因。因此焊接镁时,需要采取更加严格的保护措施。
2.热裂纹倾向
(1)焊缝金属的结晶裂纹 镁合金焊缝具有高的裂纹敏感性。焊缝裂纹主要出现在焊缝中心线处和焊缝末端的弧坑处。镁与一些合金元素(如Cu、Al、Ni等)极易形成低熔点共晶体,如Mg-Cu共晶(熔点480℃)、Mg-Al共晶(熔点430℃)及Mg-Ni共晶(熔点508℃)等,在脆性温度区间内极易形成热裂纹。镁的熔点低,热导率高,焊接时较大的焊接热输入会导致焊缝及近缝区金属产生粗晶现象(过热、晶粒长大)、偏析等,降低接头的性能。粗晶也是引起接头热裂倾向的原因。而由于镁的线膨胀系数大,约为铝的1.2倍,因此焊接时易产生较大的热应力和变形,会加剧接头热裂纹的产生。
在焊缝表面的裂纹沿着焊缝中心线发展。焊接电流和焊缝化学成分对结晶裂纹具有明显的影响。焊接电流增大,裂纹敏感性增大;采用AZ31B焊丝焊接AZ31B母材时,焊缝中心处未出现裂纹。与AZ31B相比,AZ91D具有更高的裂纹敏感性。
(2)焊接热影响区液化裂纹 热影响区液化裂纹也是冶金因素和力学因素共同作用的结果,也与晶间液态膜和拉伸应力有关。在焊接热的作用下,热影响区晶界处的低熔点共晶被重新熔化,金属的塑性和强度急剧下降,在拉伸应力的作用下沿着晶界开裂,形成热影响区液化裂纹。
与焊缝结晶裂纹的低熔点液态膜不同,热影响区液化裂纹的液态膜是焊接过程中沿晶界重新熔化的产物。一般认为,热影响区晶界熔化主要有两种机制:晶界组分的液化和由于元素偏析而形成的低熔共晶。
焊接结束时,由于焊接熔池和热影响区快速冷却,在焊接热影响区产生较大的拉伸应力,它是冷却过程中热影响区液化裂纹萌生与扩展的直接因素。晶界形成的低熔点液态膜降低了晶界的强度,当拉伸应力超过低熔点液态膜的强度时,在热影响区将产生液化裂纹。由于镁合金热影响区的冷却速度快,应变速率高,因此,在热影响区冷却过程中很容易出现液化裂纹。
3.气孔
镁合金焊缝具有高的产生气孔的敏感性。根据焊缝气孔的特征,可分为孤立气孔、密集气孔、链状气孔、弥散气孔和熔合区气孔。
镁合金焊缝金属中产生气孔的气体来源主要是氢气,主要来源于焊接材料(内部的气体、表面水分和有机物)和空气。
铸造镁合金在压铸过程中各种气体容易溶入,尚未逸出的气体就会残留在镁合金内部,在焊接过程中氢气就容易进入熔池,结晶时形成气孔。
铸造镁合金比变形镁合金的气孔敏感性高,所以铸造镁合金更容易产生熔合区气孔。
焊缝金属的铝含量较低时,焊缝更易产生气孔,这可能是由于焊缝铝含量较低时,固-液态温度区间减小,不利于气泡的上浮。
当焊接热输入较小时,坡口附近的氧化膜未能完全熔化而残存下来,这样氧化膜中水分受热分解出氢气,并在氧化膜上萌生气泡,由于气泡是在残存的氧化膜上,不容易脱离浮出,因而导致形成气孔。此外,焊接热输入较小时,焊接熔池的冷却速度和结晶速度提高,也是促使焊缝气孔形成的原因之一。
4.缩孔
镁合金焊缝不仅具有高的产生气孔的敏感性,而且易产生缩孔缺陷。缩孔的形状与气孔不同,呈不规则的多边形,有些缩孔无裂纹伴生,有些缩孔则有裂纹伴生。这是因为在缩孔的尖端处由于应力集中经常会成为裂纹源,导致裂纹的产生。
5.过热组织
镁合金导热性能良好,所以在焊接过程中需较大热输入,从而容易在焊缝及热影响区产生过热组织。镁合金的熔点低,热导率高,电阻率低,在焊接镁合金时要采用大功率热源,因而容易造成焊缝和近缝区金属过热,晶粒长大,结晶偏析,造成接头性能降低,这是镁合金焊接时的显著特点之一。
6.夹渣
镁合金化学性质活泼,在焊接高温下极易形成熔点高(2500℃)、密度大的MgO。它不易从密度较小的合金熔液中排出,从而形成片状的夹渣。
7.燃烧
镁的性质活泼,沸点低,容易在空气中燃烧,所以进行镁合金电弧焊时,镁的燃烧危险性系数显著增大。
8.应力和变形
镁合金的线膨胀系数大,约为钢的2倍,铝的1.2倍,热导率高,弹性模量较小,在焊接过程中镁合金变形较大、冷却速度快、熔池结晶速度快,凝固时体积收缩率达4.6%,易引起较大的内应力,焊件易产生较大的焊接变形。
1.AZ31镁合金焊接接头的软化
在AZ31镁合金不同的焊接方法中,都能够得到良好的焊接接头,表面成形光滑,内部没有裂纹、气孔,焊缝组织细小均匀,微组织特征显示接头分区明显,焊缝中心生成等轴细晶,没有明显的热影响区。但是,接头强度都低于母材,见表2-2。
表2-2 常用焊接方法的AZ31镁合金焊接接头的抗拉强度
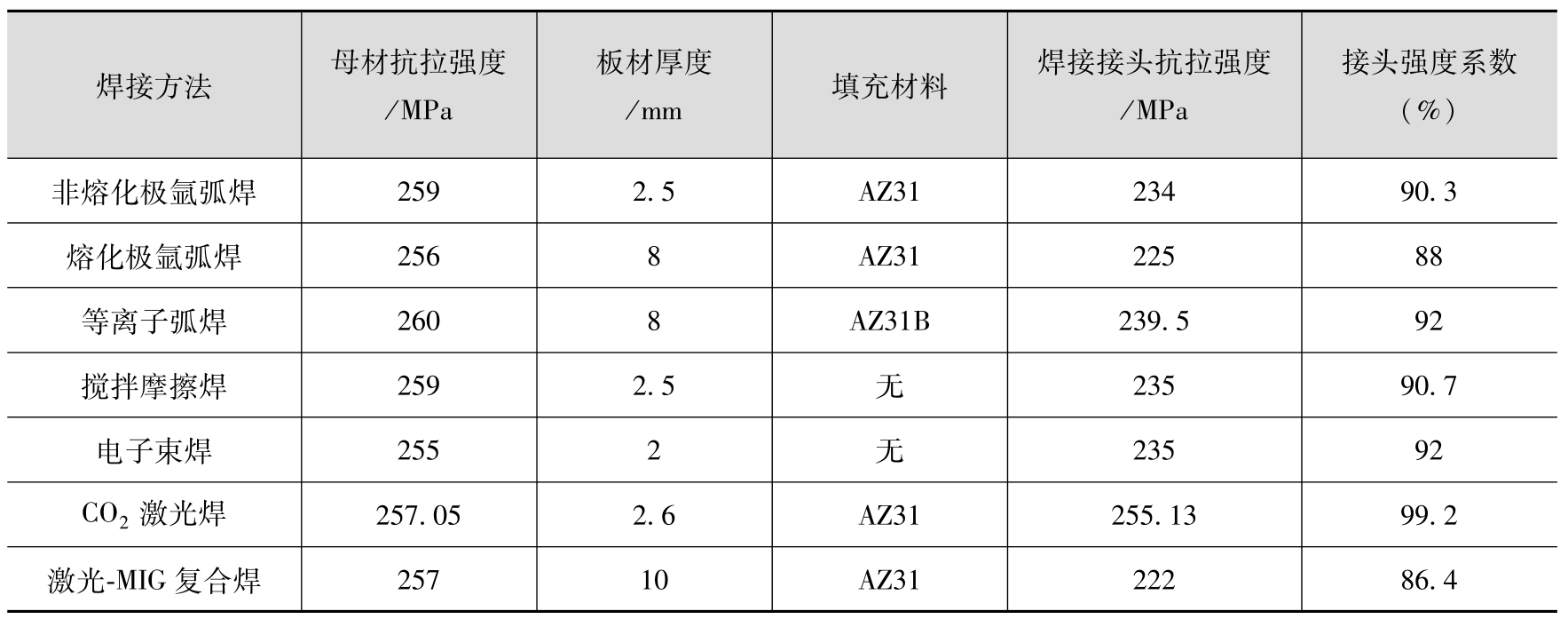
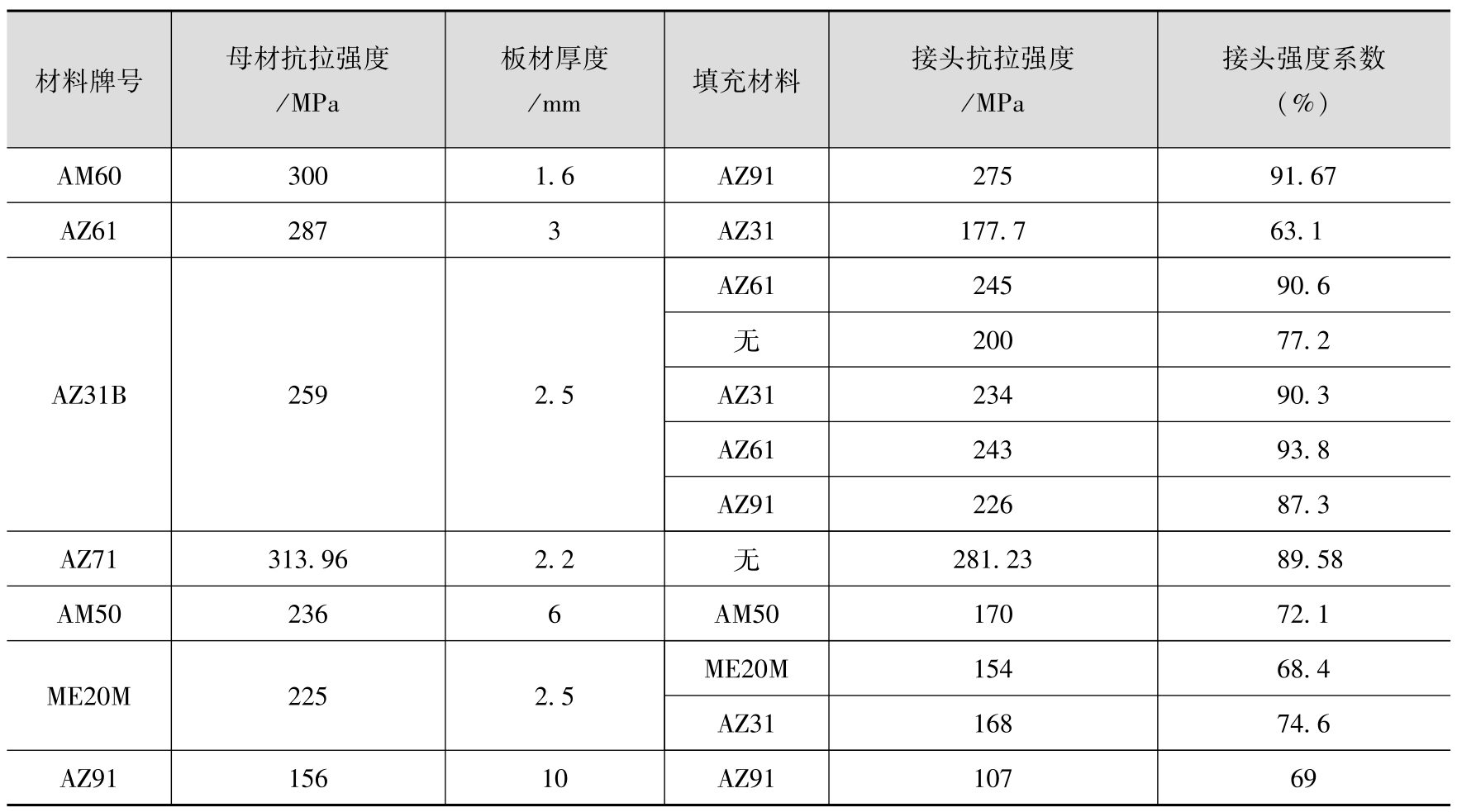
TIG焊是最为适合焊接镁合金的焊接方法,其焊缝成形良好,接头力学性能优良,拉伸断裂位置多发生在热影响区;焊缝区的组织为细小的等轴晶,室温时组织由α-Mg和β-Al 12 Mg 17 组成,析出相β-Al 12 Mg 17 主要在晶界连续分布。焊接电流、焊接速度和气体流量对焊接接头的表面成形和力学性能有影响。不同镁合金的TIG焊接接头强度见表2-3。由此看出,不同的镁合金在TIG焊时,焊接接头强度系数也不相同,即使同种镁合金的TIG焊的接头强度系数也会因填充材料的不同而有所不同。适当降低焊接热输入有利于改善焊接接头的力学性能。
表2-3 不同镁合金的TIG焊接接头强度
镁合金的线膨胀系数大,导热快,弹性模量小,熔池凝固结晶后分析发现,焊接电流为80A时,冷却速度快,致使焊接加热和冷却过程中产生较大的热应力,造成较大的焊件变形,导致在脆性温度区间内产生热裂纹,降低镁合金焊接结构件强度。镁在焊接高温下易形成熔点约为2500℃的氧化膜,与镁的熔点相差很大。镁还能在高温下与空气中的氮发生强烈反应生成氮化物。焊接时生成的氧化物及氮化物密度大,残存在比重较轻的熔融合金液中不易排除,易在焊缝金属中形成细小片状夹渣。镁易与其他金属元素(如Cu、Al、Ni等)形成低熔点共晶体(如Mg-Cu共晶熔点为480℃,Mg-Al共晶熔点为430℃,Mg-Ni共晶熔点为508℃),导致镁合金结晶温度区间变宽。当温度过高时,接头中的低熔点共晶物在晶界处熔化出现空隙,易引起焊接接头热裂纹的产生。镁合金在焊接过程中产生的β相在基体晶界处的不连续析出也会降低镁合金焊接接头强度。
无论是铸造镁合金还是变形镁合金,它本身的物理化学特性及焊接热循环性将降低其接头强度,即产生接头软化,严重影响镁合金结构件的性能,限制其推广应用。
2.改善措施
目前,国内外现有解决焊接接头软化的措施有:焊前准备;预热;焊前热处理,使晶粒细化;局部补强;随焊碾压;超声冲击处理;随焊锤击;随焊旋转挤压及焊后热处理等。
(1)焊前准备 镁合金焊接前需进行表面处理,去除油污、水分和氧化膜等杂物,防止氢气孔、裂纹及夹渣等焊接缺陷的产生。
(2)预热 对于薄板与拘束度较大的接头,焊前预热可防止产生裂纹。
(3)焊前热处理 焊前热处理可使晶粒细化到亚微米甚至纳米级尺寸,从而提高镁合金焊接接头的力学性能。
(4)局部补强 局部补强是指局部加厚焊接部位的母材厚度,使总承载能力达到设计要求,适合于中大型构件。
(5)随焊碾压 随焊碾压是指在焊接过程中对焊缝及近缝区实施碾压,以改善接头性能的方法,仅适合于自动焊,不适合于焊条电弧焊,应用受到很大限制。
(6)超声冲击处理 焊接完成后,在室温下沿焊缝进行全覆盖超声冲击处理。它是利用大功率超声波推动冲击针高频冲击焊接接头表面,使接头金属表层产生塑性变形,从而形成强化层,可有效地改善焊接接头的软化,提高焊接接头的力学性能。在冲击强化层内晶粒尺寸、取向、分布和力学性能的改变会对材料性能产生重要影响。
(7)随焊锤击 随焊锤击是指在焊接的过程中对焊趾和焊缝进行锤击,使得焊缝附近的应力状态由拉应力变为压应力,以强化焊接接头的处理方法。它仅适用于薄板壳结构TIG自动焊,且需要有一套气动随焊锤击装置。该设备附加装置多,控制系统复杂。
(8)随焊旋转挤压 随焊旋转挤压是根据焊接应力和变形产生机理提出。它是通过特定形状的挤压头对冷却过程中的焊缝金属施加适度的旋转挤压作用,其所产生的纵向及横向延展能够减小或消除焊缝及近缝区的弹性拉应力,甚至将其转变为压应力,从而降低了残余应力和变形。挤压头对焊缝金属的挤压同时起到了改善焊缝组织和性能的作用。它适用于薄壁焊接结构件,应用受到较大的限制。
(9)焊后热处理 焊后热处理可使焊接过程中减弱或消失的热处理强化效果得到一定程度的恢复。一般采取与母材本身相应的热处理工艺。它适用于小型焊件,但易造成较大变形,应用时要注意其适用性。
无论是从母材,还是从焊接工艺及焊后热处理等方面采取措施,均能使镁合金焊接接头强度在一定程度上获得提高。但基于操作工艺、适用范围及经济效益等方面考虑,各种方法皆有其局限性。
(10)深冷处理
1)深冷处理原理。深冷处理是将被处理对象置于-130℃以下的低温环境中,使材料显微组织产生变化,从而改善材料性能,这是目前最新强韧化处理工艺之一。深冷处理技术已经在钢铁材料中得到广泛应用,证实了深冷处理可以提高处理金属的硬度、耐磨性及使用寿命等。对镁合金的深冷处理,能使组织细化,析出第二相粒子,使某些晶粒发生了向(0002)晶面取向的偏转及减少残余应力,改善了镁合金的组织和力学性能。深冷处理通常以液氮为冷却介质,根据使用液氮状态的不同,将深冷处理方法分为液体法和气体法。液体法是将工件材料直接浸入液氮中,浸泡一定时间取出。研究证明,液体法具有热冲击性,易引起某些工件材料产生低温脆性断裂。气体法又称为干式深冷法,即先将液氮汽化,利用其对工件进行热传导和辐射作用来缓慢降温,工件在深冷箱保温固定一定时间之后缓慢升温至室温,可有效避免对工件的热冲击。深冷处理工艺的影响因素主要包括升降温速度、保温时间、深冷次数和深冷与回火工艺顺序等。根据镁合金焊接接头的软化问题对AZ31镁合金交流TIG焊焊接接头进行深冷处理,结果发现,深冷处理可以改善镁合金焊接接头的力学性能。
2)深冷处理举例。母材为厚度7mm的AZ31镁合金板材;焊接填充材料选用挤压态AZ61,直径为2.8mm;采用交流TIG对焊,焊接保护气体为纯度99.99%的氩气,焊件坡口形式为V形,坡口角度为60°,留1.5mm钝边。焊前对镁合金板材进行化学清洗以去除油污,用砂布清理坡口及两侧20~30mm范围内的氧化膜,使之露出金属光泽。镁合金板材两端利用夹具固定以防止焊件变形,预留1mm接头间隙,单面焊双面成形。焊接参数:焊接电流为175~185A,焊接电压为23V,焊接速度为186~220mm/min,钨极直径为2.4mm,喷嘴直径为12mm,氩气流量为13L/min。
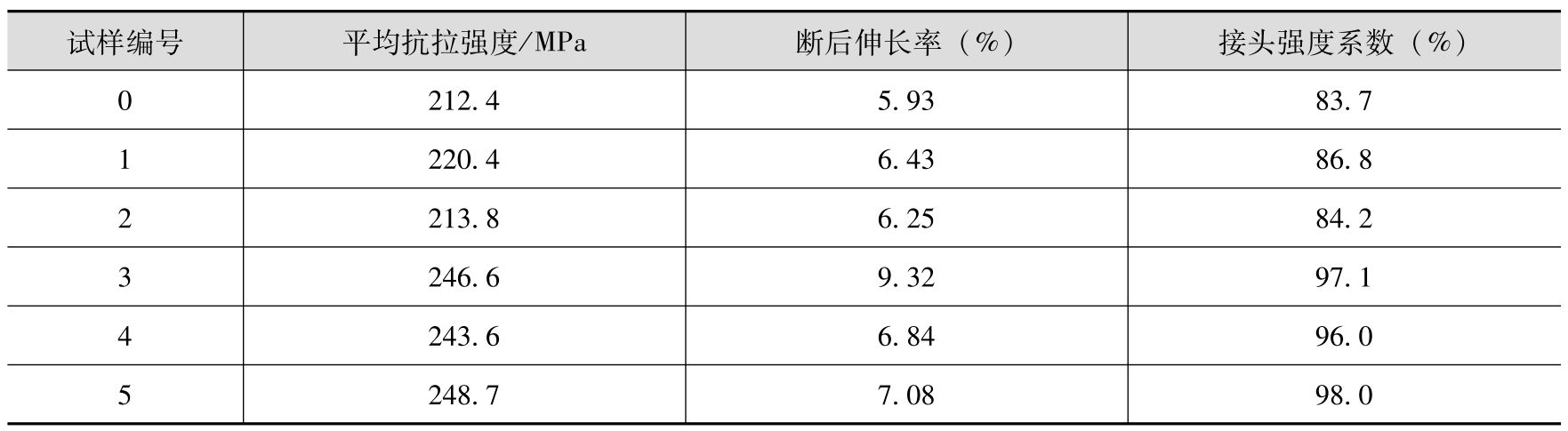
分别将1~5号组焊接接头拉伸试样置于液氮温度下分别保温2h、4h、8h、12h、24h后取出逐渐升至室温,最后进行室温拉伸试验(0组试样没有进行深冷处理),通过焊接接头力学性能测试来研究深冷处理对镁合金焊接接头力学性能的影响,接头拉伸测试结果见表2-4。
表2-4 接头拉伸测试结果