
下载掌阅APP,畅读海量书库
立即打开




2.6.0 选择评价值的要求
统计尺寸(Rank-Order Size)仅用于GB和ISO标准。
测量步骤如下:
1)按图2-30a所示测量若干两点尺寸值(两点尺寸见2.4.1节)。
2)如图2-31所示,找出最大值 T X 、最小值 T N 、中间值 T M ,并计算出中值 T D 、平均值 T A 、尺寸分布范围 T R 。
3)根据相关标注的符号,选取对应值进行评价,如
 表示选择最大值
T
X
(
L
5
)。
表示选择最大值
T
X
(
L
5
)。
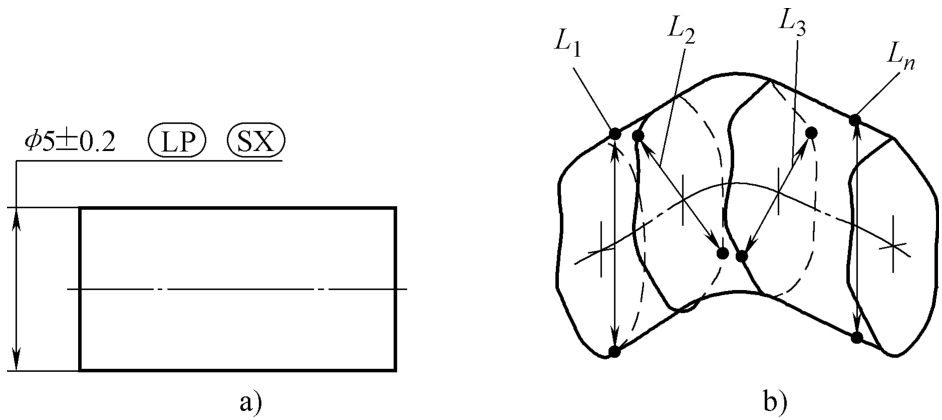
图2-30
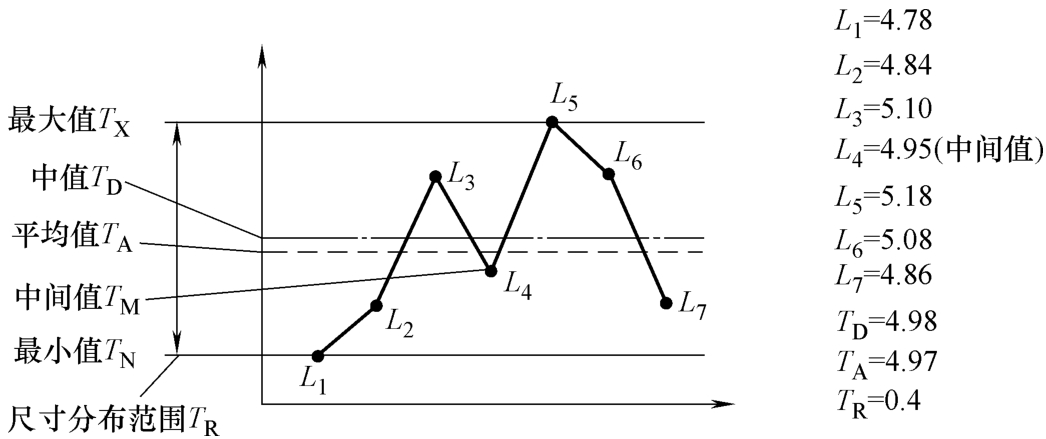
图2-31

最大尺寸如图2-30a所示标注,与图2-32标注意义一样,即
 符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
1)如图2-30b所示,测量若干两点尺寸值。
2)根据相关标注的符号
 ,在图2-31中选取最大值
T
X
(
L
5
=5.18mm)。
,在图2-31中选取最大值
T
X
(
L
5
=5.18mm)。
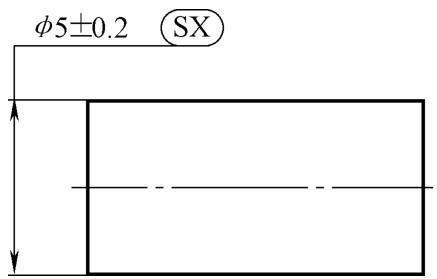
图2-32
3)评价结果。最大值尺寸在公差范围内,4.80mm< L 5 =5.18mm<5.20mm,零件合格。
参考标准:GB/T 38762.1—2020、ISO 14405-1:2016。

中位尺寸如图2-33a所示标注,与图2-33 b标注意义一样,即
 符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
1)如图2-30b所示,测量若干两点尺寸值。
2)根据相关标注的符号
 ,在图2-31中选取中间值
T
M
(
L
4
=4.95mm)。
,在图2-31中选取中间值
T
M
(
L
4
=4.95mm)。
3)评价结果。中位尺寸在公差范围内,4.80mm< L 4 =4.95mm<5.20mm,零件合格。
参考标准:GB/T 38762.1—2020、ISO 14405-1:2016。
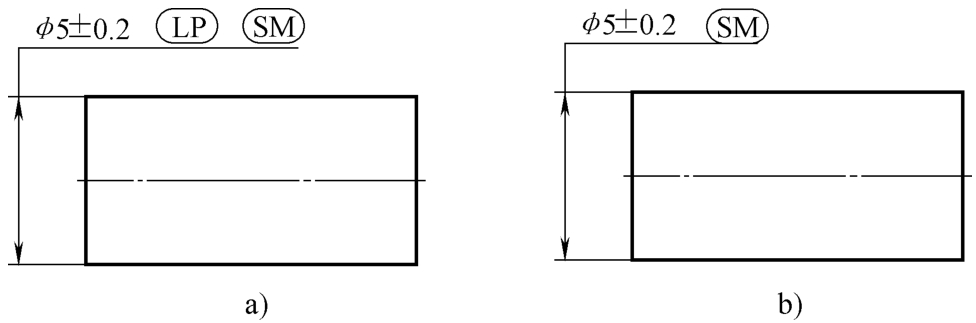
图2-33

极值平均尺寸如图2-34a所示标注,与图2-34 b标注意义一样,即
 符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
1)如图2-30b所示,测量若干两点尺寸值。
2)根据相关标注的符号
 ,在图2-31中选取中值
T
D
=4.98mm。
,在图2-31中选取中值
T
D
=4.98mm。
3)评价结果:中值尺寸在公差范围内,4.80mm< T D =4.98mm<5.20mm,零件合格。
参考标准:GB/T 38762.1—2020、ISO 14405-1:2016。
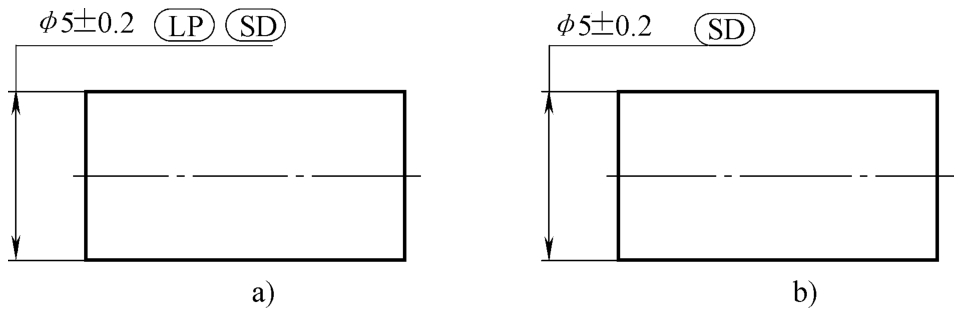
图2-34

最小尺寸如图2-35a所示标注,与图2-35 b标注意义一样,即
 符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
1)如图2-30b所示,测量若干两点尺寸值。
2)根据相关标注的符号
 ,在图2-31中选取最小值
T
N
(
L
1
=4.78mm)。
,在图2-31中选取最小值
T
N
(
L
1
=4.78mm)。
3)评价结果。最小值尺寸在公差范围之外, L 1 =4.78mm<4.80mm,零件不合格。
参考标准:GB/T 38762.1—2020、ISO 14405-1:2016。
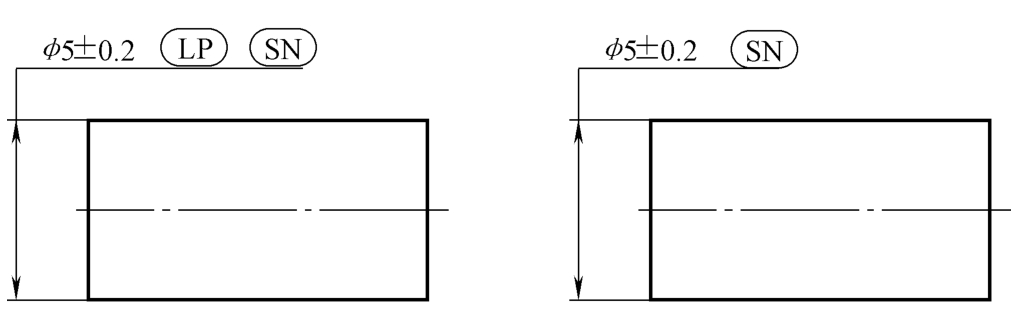
图2-35

尺寸值范围如图2-36所示标注,并不是直接评价测量值,而是选取“尺寸分布范围 T R ”。此标注应用在实体尺寸上。测量步骤如下:
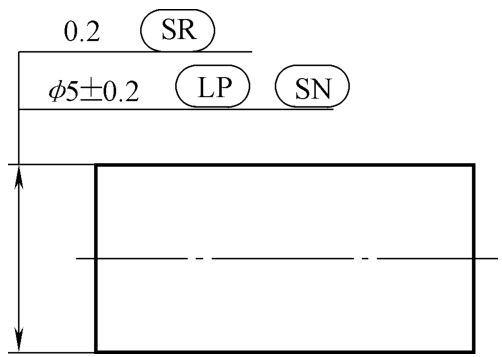
图2-36
1)如图2-30b所示,测量若干两点尺寸值。
2)根据相关标注的符号
 ,在图2-31中选取尺寸分布范围
T
R
=0.4mm。
,在图2-31中选取尺寸分布范围
T
R
=0.4mm。
3)评价结果。尺寸分布范围 T R 在尺寸公差范围之外, T R =0.4mm>0.2mm,零件不合格。
参考标准:GB/T 38762.1—2020、ISO 14405-1:2016。

平均尺寸如图2-37a所示标注,与图2-37 b标注意义一样,即
 符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
符号可以不标注。此标注应用在实体尺寸上。测量步骤如下:
1)如图2-30b所示,测量若干两点尺寸值。
2)根据相关标注的符号
 ,在图2-31中选取尺寸平均值
T
A
=4.97mm。
,在图2-31中选取尺寸平均值
T
A
=4.97mm。
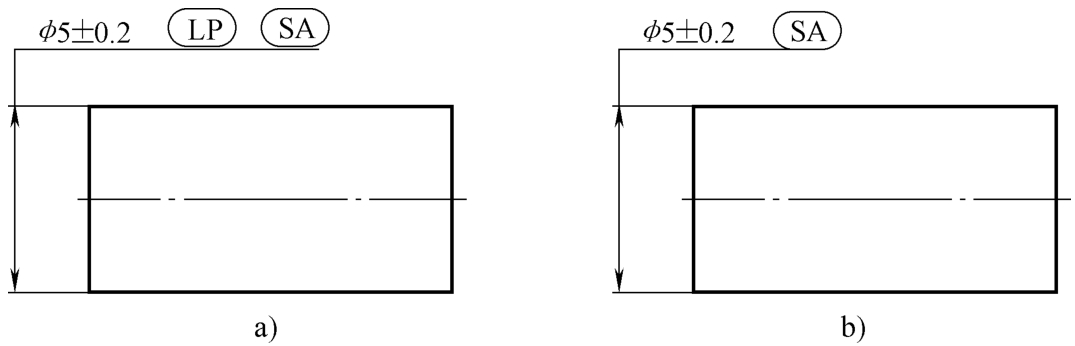
图2-37
3)评价结果。平均尺寸在尺寸公差范围之内,4.80mm< T A = 4.97mm<5.20mm,零件合格。
参考标准:GB/T38762.1—2020、ISO14405-1:2016。
平均值标注并不属于统计尺寸(Rank-Order Size),而是应用于 ASME 标准,其实际意义等同于ISO中的尺寸平均值
 ,如图2-38所示。此标注应用在实体尺寸上。测量要求如下:
,如图2-38所示。此标注应用在实体尺寸上。测量要求如下:
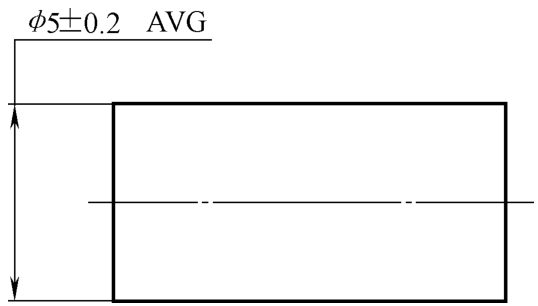
图2-38
1)如图2-30b所示,测量若干两点尺寸值。
2)如图2-31所示,计算出 T A 。
3)尺寸平均值在尺寸公差范围之内,4.80mm< T A =4.97mm<5.20mm,零件合格。
参考标准:ASME Y14.5—2018(8.5节)。

过程统计尺寸标注并不属于统计尺寸(Rank-Order Size),而是应用于ASME标准,如图2-39所示。
当图样有
 标注时,要求此尺寸在生产过程中要做SPC统计过程控制。
标注时,要求此尺寸在生产过程中要做SPC统计过程控制。
随着现代统计学的发展,设计工程师发现,生产过程中的零件是呈正态分布的,也就是大多数零件会向中值靠拢,这一发现给制造带来了极大的好处,因为可以得到更大的制造公差。如图2-39所示,第一行制造公差值为±0.3mm(当然生产过程中需要做严格的统计过程控制),而第二行制造公差值为±0.2mm(生产过程中可以不做统计过程控制)。很明显,零部件制造商都会选择第一行的控制要求。
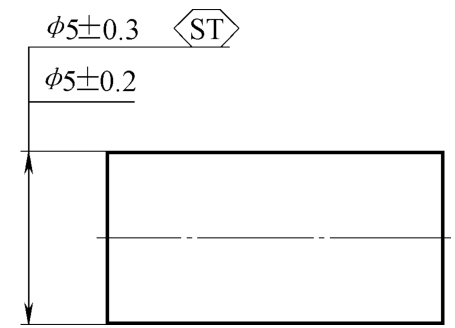
图2-39
参考标准:ASME Y14.5—2018(5.18节)。