
下载掌阅APP,畅读海量书库
立即打开



2.0.1 高炉有效容积(m 3 ) effective volume of blast furnace
高炉有效高度内包容的容积。
高炉内型的名词定义。
高炉内型分为六个部分:由炉缸、炉腹、炉腰、炉身、炉喉和死铁层组成。炉缸、炉腰和炉喉为圆柱形,炉腹和炉身为锥台形。各部位尺寸的表示符号见图1。
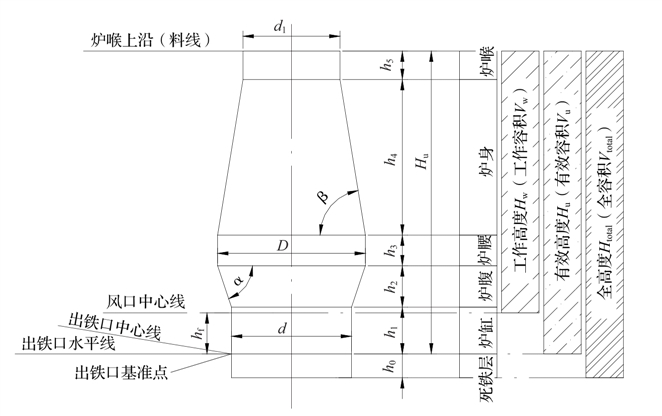
图1 高炉内型各部分尺寸的表示方法
d—炉缸直径;D—炉腰直径;d 1 —炉喉直径;H u —有效高度;h 1 —炉缸高度;h 2 —炉腹高度;h 3 —炉腰高度;h 4 —炉身高度;h 5 —炉喉高度;h 0 —死铁层高度;h f —风口高度; α —炉腹角; β —炉身角
高炉容积的定义:
国内、国外衡量高炉产能的指标有:高炉有效容积V u 、内容积V inner 、工作容积V w 、总容积V total 、炉缸断面积A或炉缸直径d等。我国和独联体国家多用高炉有效容积,日本和西方多用内容积。西方也用工作容积、总容积、炉缸断面积等。当高炉采用无料钟炉顶时,有效容积与内容积几乎相等,遵循我国的习惯,并且也能与独联体、日本和西方接轨,因此本规范采用有效容积作为高炉尺寸大小的标志。
高炉有效容积(effective volume of blast furnace)为高炉有效高度内包容的容积(m 3 )。
各国对于高炉有效高度的描述有些差别:
(1)为了真实地计算高炉有效容积,维护统计的可靠性,本规范规定,高炉有效高度为高炉零料线到出铁口中心线之间的垂直距离。
料钟式高炉的零料线是指大钟下降下沿位置。无料钟式高炉的零料线可设置在炉喉钢砖上沿位置。
出铁口中心线的定义是以炉缸内型的轮廓线与出铁口通道中心线的交点为基准点引出的水平线,见图1。出铁口中心线只与内型有关,而与出铁口处的砌体厚度和炉壳的尺寸无关。
炉缸直径d由风口带永久砖衬围砌成的内表面直径决定,在此直径以内的一切砌体、保护砖、喷涂料均计算在炉缸容积之内。炉喉直径d 1 为钢砖内表面直径。
在计算高炉有效容积时,高炉炉缸和炉喉部份容积按照设计内型的炉缸尺寸和炉喉尺寸计算,其余部分应按包括保护砖和保护喷涂层在内的容积计算。炉腰直径D由永久砖衬围砌成的内表面直径决定。
当采用薄壁内衬冷却壁表面不砌砖,也不镶砖时,一般在铜冷却壁热面喷涂或浇注厚度50mm~100mm的不定型耐火材料可不包括在高炉有效容积之内。各部分高度请见图1。
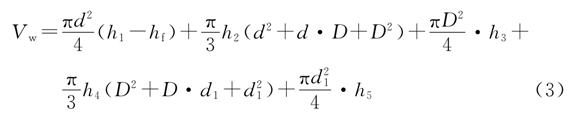
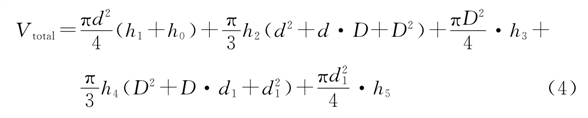
高炉有效容积按下式计算:


(2)日本以高炉内容积作为衡量高炉的大小,料钟式高炉的零料线位置是取大钟开启时底面以下1000mm处。零料线位置至出铁口底面与炉缸直径轮廓线的交点为基准点引出的水平线之间的容积为内容积V inner 。

式中:h t ——出铁口中心和出铁口底面与垂直线相交的高度。
由于出铁口中心与出铁口底面之间相差很小(约差50mm)。因此,国外高炉使用的内容积与我国使用的有效容积差距很小。
(3)美国料钟式高炉的零料线位置是取大钟开启时底面以下915mm处。零料线位置至风口中心线之间的容积为工作容积V w 。
欧美也有采用高炉全容积的。高炉全容积是指零料线位置至炉底砌砖表面之间(包括死铁层)的容积V total 。
计算死铁层容积时也以炉缸直径来计算。死铁层高度为出铁口基准点引出的水平线至炉底面。炉底面是指陶瓷垫的上表面。
2.0.2 高炉有效高度(m) effective height of blast furnace
高炉零料线至出铁口中心线之间的垂直距离。
高炉内型的名词定义。
高炉内型分为六个部分:由炉缸、炉腹、炉腰、炉身、炉喉和死铁层组成。炉缸、炉腰和炉喉为圆柱形,炉腹和炉身为锥台形。各部位尺寸的表示符号见图1。
图1 高炉内型各部分尺寸的表示方法
d—炉缸直径;D—炉腰直径;d 1 —炉喉直径;H u —有效高度;h 1 —炉缸高度;h 2 —炉腹高度;h 3 —炉腰高度;h 4 —炉身高度;h 5 —炉喉高度;h 0 —死铁层高度;h f —风口高度; α —炉腹角; β —炉身角
高炉容积的定义:
国内、国外衡量高炉产能的指标有:高炉有效容积V u 、内容积V inner 、工作容积V w 、总容积V total 、炉缸断面积A或炉缸直径d等。我国和独联体国家多用高炉有效容积,日本和西方多用内容积。西方也用工作容积、总容积、炉缸断面积等。当高炉采用无料钟炉顶时,有效容积与内容积几乎相等,遵循我国的习惯,并且也能与独联体、日本和西方接轨,因此本规范采用有效容积作为高炉尺寸大小的标志。
高炉有效容积(effective volume of blast furnace)为高炉有效高度内包容的容积(m 3 )。
各国对于高炉有效高度的描述有些差别:
(1)为了真实地计算高炉有效容积,维护统计的可靠性,本规范规定,高炉有效高度为高炉零料线到出铁口中心线之间的垂直距离。
料钟式高炉的零料线是指大钟下降下沿位置。无料钟式高炉的零料线可设置在炉喉钢砖上沿位置。
出铁口中心线的定义是以炉缸内型的轮廓线与出铁口通道中心线的交点为基准点引出的水平线,见图1。出铁口中心线只与内型有关,而与出铁口处的砌体厚度和炉壳的尺寸无关。
炉缸直径d由风口带永久砖衬围砌成的内表面直径决定,在此直径以内的一切砌体、保护砖、喷涂料均计算在炉缸容积之内。炉喉直径d 1 为钢砖内表面直径。
在计算高炉有效容积时,高炉炉缸和炉喉部份容积按照设计内型的炉缸尺寸和炉喉尺寸计算,其余部分应按包括保护砖和保护喷涂层在内的容积计算。炉腰直径D由永久砖衬围砌成的内表面直径决定。
当采用薄壁内衬冷却壁表面不砌砖,也不镶砖时,一般在铜冷却壁热面喷涂或浇注厚度50mm~100mm的不定型耐火材料可不包括在高炉有效容积之内。各部分高度请见图1。
高炉有效容积按下式计算:
(2)日本以高炉内容积作为衡量高炉的大小,料钟式高炉的零料线位置是取大钟开启时底面以下1000mm处。零料线位置至出铁口底面与炉缸直径轮廓线的交点为基准点引出的水平线之间的容积为内容积V inner 。
式中:h t ——出铁口中心和出铁口底面与垂直线相交的高度。
由于出铁口中心与出铁口底面之间相差很小(约差50mm)。因此,国外高炉使用的内容积与我国使用的有效容积差距很小。
(3)美国料钟式高炉的零料线位置是取大钟开启时底面以下915mm处。零料线位置至风口中心线之间的容积为工作容积V w 。
欧美也有采用高炉全容积的。高炉全容积是指零料线位置至炉底砌砖表面之间(包括死铁层)的容积V total 。
计算死铁层容积时也以炉缸直径来计算。死铁层高度为出铁口基准点引出的水平线至炉底面。炉底面是指陶瓷垫的上表面。
2.0.3 炉缸直径(m) hearth diameter
风口标高处组合砖内侧形成的炉缸内直径。
高炉内型的名词定义。
高炉内型分为六个部分:由炉缸、炉腹、炉腰、炉身、炉喉和死铁层组成。炉缸、炉腰和炉喉为圆柱形,炉腹和炉身为锥台形。各部位尺寸的表示符号见图1。
图1 高炉内型各部分尺寸的表示方法
d—炉缸直径;D—炉腰直径;d 1 —炉喉直径;H u —有效高度;h 1 —炉缸高度;h 2 —炉腹高度;h 3 —炉腰高度;h 4 —炉身高度;h 5 —炉喉高度;h 0 —死铁层高度;h f —风口高度; α —炉腹角; β —炉身角
高炉容积的定义:
国内、国外衡量高炉产能的指标有:高炉有效容积V u 、内容积V inner 、工作容积V w 、总容积V total 、炉缸断面积A或炉缸直径d等。我国和独联体国家多用高炉有效容积,日本和西方多用内容积。西方也用工作容积、总容积、炉缸断面积等。当高炉采用无料钟炉顶时,有效容积与内容积几乎相等,遵循我国的习惯,并且也能与独联体、日本和西方接轨,因此本规范采用有效容积作为高炉尺寸大小的标志。
高炉有效容积(effective volume of blast furnace)为高炉有效高度内包容的容积(m 3 )。
各国对于高炉有效高度的描述有些差别:
(1)为了真实地计算高炉有效容积,维护统计的可靠性,本规范规定,高炉有效高度为高炉零料线到出铁口中心线之间的垂直距离。
料钟式高炉的零料线是指大钟下降下沿位置。无料钟式高炉的零料线可设置在炉喉钢砖上沿位置。
出铁口中心线的定义是以炉缸内型的轮廓线与出铁口通道中心线的交点为基准点引出的水平线,见图1。出铁口中心线只与内型有关,而与出铁口处的砌体厚度和炉壳的尺寸无关。
炉缸直径d由风口带永久砖衬围砌成的内表面直径决定,在此直径以内的一切砌体、保护砖、喷涂料均计算在炉缸容积之内。炉喉直径d 1 为钢砖内表面直径。
在计算高炉有效容积时,高炉炉缸和炉喉部份容积按照设计内型的炉缸尺寸和炉喉尺寸计算,其余部分应按包括保护砖和保护喷涂层在内的容积计算。炉腰直径D由永久砖衬围砌成的内表面直径决定。
当采用薄壁内衬冷却壁表面不砌砖,也不镶砖时,一般在铜冷却壁热面喷涂或浇注厚度50mm~100mm的不定型耐火材料可不包括在高炉有效容积之内。各部分高度请见图1。
高炉有效容积按下式计算:
(2)日本以高炉内容积作为衡量高炉的大小,料钟式高炉的零料线位置是取大钟开启时底面以下1000mm处。零料线位置至出铁口底面与炉缸直径轮廓线的交点为基准点引出的水平线之间的容积为内容积V inner 。
式中:h t ——出铁口中心和出铁口底面与垂直线相交的高度。
由于出铁口中心与出铁口底面之间相差很小(约差50mm)。因此,国外高炉使用的内容积与我国使用的有效容积差距很小。
(3)美国料钟式高炉的零料线位置是取大钟开启时底面以下915mm处。零料线位置至风口中心线之间的容积为工作容积V w 。
欧美也有采用高炉全容积的。高炉全容积是指零料线位置至炉底砌砖表面之间(包括死铁层)的容积V total 。
计算死铁层容积时也以炉缸直径来计算。死铁层高度为出铁口基准点引出的水平线至炉底面。炉底面是指陶瓷垫的上表面。
2.0.4 高炉有效容积利用系数(t/m 3 ·d) utilization coeffi-cient of blast furnace,productivity coefficient,productivity
高炉日产量与高炉有效容积之比。
高炉设备效用指标有:高炉有效容积利用系数、炉缸面积利用系数、作业率和高炉寿命。高炉有效容积利用系数、炉缸面积利用系数、作业率和高炉寿命是衡量高炉炼铁操作、管理、工艺技术水平和设备利用程度的综合技术经济指标。高炉利用系数还受企业经营、销售状况和前后工序之间平衡的支配。在合理范围内的利用系数对高炉长寿和节焦、节能、降耗有利,过度强化高炉冶炼对寿命、节焦、节能和降耗有影响。
国内、外在计算高炉的利用系数时,经常使用高炉有效容积利用系数、炉缸断面积利用系数、工作容积利用系数等。本规范采用高炉有效容积利用系数以及炉缸断面积利用系数作为衡量设备效用的主要指标。
高炉有效容积利用系数,是指高炉每立方米高炉有效容积一昼夜的生铁产量。高炉有效容积利用系数的计算式如下:

欧美按工作容积和规定年作业率来计算利用系数,因此他们的利用系数较高。在今后市场多变的情况下,高炉生产的弹性是很重要的。
高炉炉缸面积利用系数,是指高炉每平方米炉缸面积一昼夜的生铁产量。高炉炉缸面积利用系数的计算式如下:

本规范增加用炉缸断面积利用系数来作为高炉设备的效用指标。理由如下:
(1)高炉有效容积利用系数与高炉炉缸断面积利用系数的着重点不同,前者着重容积的效用率,后者着重于炉缸断面积的效用率。当使用炉缸断面积利用系数时,大小高炉的差别不明显,在对比时较为公平。
(2)由于采用薄壁高炉一代炉役中的设计内型几乎不变,不像厚壁高炉那样在操作中内型扩大。如果严格按照本规范和国际上定义的高炉容积计算,容积利用系数会有所下降,而对同样直径的高炉,无论厚壁或薄壁,其炉缸断面积利用系数没有影响。
(3)欧美及俄罗斯均广泛采用炉缸面积利用系数,为与国际接轨,增加了炉缸面积利用系数。
(4)我国一些小高炉炉容小,有效容积与炉缸面积之比Vu/A小,致使有效容积利用系数高。从炉缸面积利用系数来衡量,大小高炉没有明显的差别。使用炉缸面积利用系数可以避免出现小高炉有效容积利用系数高、效率高的错误观念。
图2为2009年国内高炉有效容积与炉缸面积利用系数和有效容积利用系数的统计图表。
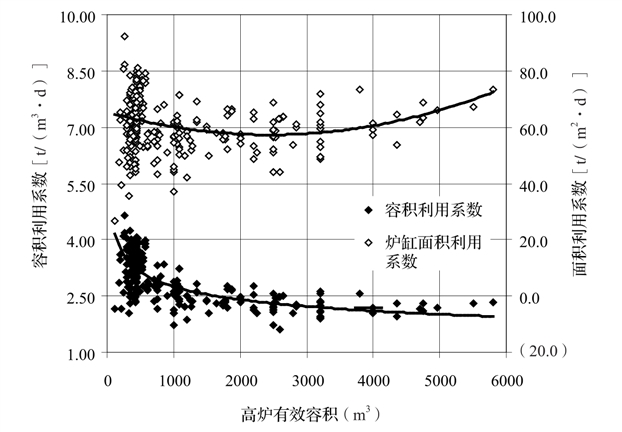
图2 高炉有效容积与炉缸面积利用系数及有效容积利用系数之间的关系
由图可知,从炉缸面积利用系数来看,大小高炉就没有明显的差别。大型高炉的面积利用系数 η A 稳定在65t/(m 2 ·d)左右;有相当一部分小型高炉的面积利用系数低于大型高炉。片面强调以高容积利用系数来衡量高炉生产效率,造成错误的强化观念,致使形成小高炉生产效率优于大型高炉的假象,不利于高炉的大型化。
有效容积利用系数和冶炼强度两个指标都是由原苏联引入我国的。冶炼强度俄罗斯早已废止;近来俄罗斯也不使用有效容积利用系数了,并在2011年的国际钢铁大会上向国际推广采用炉缸面积利用系数,认为采用有效容积利用系数来评价不同容积高炉的生产效率是不合适的。建议采用炉缸面积利用系数可以公正地反映高炉的操作效率。
2.0.5 炉缸面积利用系数(t/m 2 ·d) hearth area utilization coefficient of blast furnace
高炉日产量与高炉炉缸断面积之比。
高炉设备效用指标有:高炉有效容积利用系数、炉缸面积利用系数、作业率和高炉寿命。高炉有效容积利用系数、炉缸面积利用系数、作业率和高炉寿命是衡量高炉炼铁操作、管理、工艺技术水平和设备利用程度的综合技术经济指标。高炉利用系数还受企业经营、销售状况和前后工序之间平衡的支配。在合理范围内的利用系数对高炉长寿和节焦、节能、降耗有利,过度强化高炉冶炼对寿命、节焦、节能和降耗有影响。
国内、外在计算高炉的利用系数时,经常使用高炉有效容积利用系数、炉缸断面积利用系数、工作容积利用系数等。本规范采用高炉有效容积利用系数以及炉缸断面积利用系数作为衡量设备效用的主要指标。
高炉有效容积利用系数,是指高炉每立方米高炉有效容积一昼夜的生铁产量。高炉有效容积利用系数的计算式如下:
欧美按工作容积和规定年作业率来计算利用系数,因此他们的利用系数较高。在今后市场多变的情况下,高炉生产的弹性是很重要的。
高炉炉缸面积利用系数,是指高炉每平方米炉缸面积一昼夜的生铁产量。高炉炉缸面积利用系数的计算式如下:
本规范增加用炉缸断面积利用系数来作为高炉设备的效用指标。理由如下:
(1)高炉有效容积利用系数与高炉炉缸断面积利用系数的着重点不同,前者着重容积的效用率,后者着重于炉缸断面积的效用率。当使用炉缸断面积利用系数时,大小高炉的差别不明显,在对比时较为公平。
(2)由于采用薄壁高炉一代炉役中的设计内型几乎不变,不像厚壁高炉那样在操作中内型扩大。如果严格按照本规范和国际上定义的高炉容积计算,容积利用系数会有所下降,而对同样直径的高炉,无论厚壁或薄壁,其炉缸断面积利用系数没有影响。
(3)欧美及俄罗斯均广泛采用炉缸面积利用系数,为与国际接轨,增加了炉缸面积利用系数。
(4)我国一些小高炉炉容小,有效容积与炉缸面积之比Vu/A小,致使有效容积利用系数高。从炉缸面积利用系数来衡量,大小高炉没有明显的差别。使用炉缸面积利用系数可以避免出现小高炉有效容积利用系数高、效率高的错误观念。
图2为2009年国内高炉有效容积与炉缸面积利用系数和有效容积利用系数的统计图表。
图2 高炉有效容积与炉缸面积利用系数及有效容积利用系数之间的关系
由图可知,从炉缸面积利用系数来看,大小高炉就没有明显的差别。大型高炉的面积利用系数 η A 稳定在65t/(m 2 ·d)左右;有相当一部分小型高炉的面积利用系数低于大型高炉。片面强调以高容积利用系数来衡量高炉生产效率,造成错误的强化观念,致使形成小高炉生产效率优于大型高炉的假象,不利于高炉的大型化。
有效容积利用系数和冶炼强度两个指标都是由原苏联引入我国的。冶炼强度俄罗斯早已废止;近来俄罗斯也不使用有效容积利用系数了,并在2011年的国际钢铁大会上向国际推广采用炉缸面积利用系数,认为采用有效容积利用系数来评价不同容积高炉的生产效率是不合适的。建议采用炉缸面积利用系数可以公正地反映高炉的操作效率。
2.0.6 炉腹煤气量(m 3 ) bosh gas volume
高炉炉腹产生的煤气量的总和,由鼓风、富氧、喷煤、鼓风湿度等几部分产生的煤气组成。
炉腹煤气量V BG 是在炉缸上部风口前热风燃烧碳素产生的高温、高压的还原性煤气量。它是高炉冶炼所需能量的载体,相当于高炉炉腹处的一次煤气量。在工程上可以用下式表示:

式中:V B ——高炉鼓风量(不含富氧)(m 3 /min);
V O2 ——高炉富氧量(m 3 /min);
W B ——鼓风湿度(g/m 3 );
P CR ——喷煤量(kg/h);
H——煤粉含氢百分数(%)。
2.0.7 炉腹煤气量指数(m/min) bosh gas volume index
炉腹煤气量与炉缸断面积的比值。
高炉炉腹煤气量指数 χ BG 为单位炉缸断面积上通过的炉腹煤气量,代表了在高炉炉缸断面上一次煤气在标准状态下的空塔的流速,是高炉强化的标志性参数。因此本规范新增了炉腹煤气量指数这个指标。炉腹煤气量指数用下式表示:

式中:V BG ——高炉炉腹煤气量(m 3 /min);
d——炉缸直径(m);
A——炉缸断面积(m 2 )。
炉腹煤气量指数 χ BG 是代表高炉内煤气源的流速,鼓风动能、循环区的尺寸、软熔带、死料堆和滴落带的特性决定了高炉内一次煤气的分布。
建国初期我国钢铁工业十分落后,高炉炼铁设计从无到有。随着恢复鞍钢高炉,引进了苏联20世纪50年代初的高炉炼铁设计规范,在选定高炉强化程度和确定鼓风机能力时,采用了冶炼强度。在20世纪50年代已经发现使用这个指标是以燃烧燃料的多寡为转移,与降低焦比存在矛盾,高炉生产专家也提出了不同意见。因此,在我国的高炉炼铁设计规定、规范均没有采用冶炼强度这个指标。例如原冶金部标准《高炉炼铁工艺设计规定》YB9057—93和国家标准《高炉炼铁工艺设计规范》GB50427—2008均未采用冶炼强度指标。宝钢借鉴国外经验,采用高炉炉腹煤气量作为高炉强化程度的标志,已经有30年的经验,取得了良好的效果。国家标准《高炉炼铁工艺设计规范》GB50427—2008主编单位和起草人,邀集了国内著名炼铁专家研究了评价高炉生产效率的新方法,并且已经广泛应用于高炉实际生产取得了良好效果。
采用炉腹煤气量指数 χ BG 和炉缸面积利用系数 η A 以后,以及与燃料比FR指标一起能够克服使用冶炼强度所带来的负面影响。
炉腹煤气量指数 χ BG 能够提供炉内煤气流速的合适值,避免采用过高的冶炼强度操作,导致燃料比升高的现象;
精料是提高料柱透气性的基础,很清楚提高炉腹煤气量指数 χ BG 的途径必须精料;为要提高产量必须降低吨铁炉腹煤气量V BG ,提高煤气的利用率 η co ;在评价高炉装料制度方面不能偏重疏松料柱的作用,而要注重提高煤气利用率 η co ;
用降低吨铁炉腹煤气量v BG 和燃料比FR来提高产量必须全面提高炼铁科技水平。全面掌握高、焦、烧的技术水平和管理水平,高炉必须从粗放型管理转变到精细化、集约化管理的轨道上来;
由于能够定量地确定高炉能够接受的炉腹煤气量,在实际生产中,采用炉腹煤气量指数 χ BG 和透气阻力系数K,能够正确评估操作的合理性,避免炉况波动,并统一高炉三班操作,保持炉况稳定。
使用与炉腹煤气量指数 χ BG 及配套的面积利用系数 η A ,小高炉的生产效率就不一定高。正相反小高炉必须向大高炉学习降低燃料比的经验。
运用最大炉腹煤气量指数 χ BG 能实事求是地确定鼓风机的能力。避免高炉建设“大马拉小车”和资金积压、浪费的现象,把建设资金用于刀刃上。
采用炉腹煤气量指数 χ BG 和面积利用系数 η A 来确定高炉内型,能够避免仅仅采用有效容积利用系数给高炉内型设计带来的负面影响,避免有效容积与炉缸面积之比V u /A过小等问题。
掌握最大炉腹煤气量指数 χ BG 的规律能够正确评估富氧、高压操作、精料等等技术手段的作用。
2.0.8 作业率 operation rate
高炉实际作业时间占日历时间的百分数。
欧美国家经常采用作业率,在《中国钢铁工业生产统计指标体系》中衡量其他设备的效用指标时,均采用了作业率。唯有衡量高炉设备的效用指标中没有采用作业率指标,而采用原苏联高炉炼铁设计的年工作天数。本规范使用作业率。
原苏联设计计算高炉年产量时,在年日历天数中扣除高炉大修、中修分摊到每年的时间,从而引入了年工作天数。而高炉寿命很长,如何分摊到每年,无法统计,因此各厂在设计和计算的天数也不统一,有按355天计算,也有按350天计算的,相当于作业率96%~98%。
2.0.9 焦比(kg/t) coke ratio,coke rate
高炉冶炼每吨合格生铁所消耗的干焦炭量,也称入炉焦比。
在高炉炼铁中燃料比、焦比、煤比有突出的作用,是衡量高炉生产水平和技术水平的重要技术经济指标,能够全面衡量炼铁过程的优劣。
本规范按照中国钢铁工业协会《中国钢铁工业生产统计指标体系》定义焦比和煤比。焦比的计算式如下:

煤比的计算式如下:

小块焦比的计算式如下:

燃料比为高炉冶炼每吨生铁所消耗的燃料总用量。包括入炉焦比、煤比、小块焦比等之和。燃料比的计算式如下:

设计指标中全部以生产合格炼钢生铁来计算。焦比、煤比、小块焦比和燃料比均不考虑折算系数。本规范不采用综合焦比或折算焦比等不能真实反映燃料消耗量的指标并与国外的计算方法相同,以便比较。
2.0.10 煤比(kg/t) coal ratio,coal rate
高炉冶炼每吨合格生铁所消耗的煤粉量。
2.0.11 小块焦比(kg/t) coke nut ratio,coke nut rate
高炉冶炼每吨合格生铁所消耗的干小块焦炭量。
2.0.12 燃料比(kg/t) fuel ratio,fuel rate
高炉冶炼每吨合格生铁所消耗的焦炭、煤粉(不考虑对焦炭的置换比)、小块焦等燃料的总和。
2.0.13 炼铁工序单位能耗(kgce/t) energy consumption per ton hot metal
高炉冶炼每吨合格生铁所消耗的各种能源量。包括工序耗用的燃料和动力等能源的总消耗量。炼铁工序单位能耗等于炼铁工序消耗能量减去回收能量的差值再除以合格生铁产量。
用炼铁工序单位能耗来衡量生产每吨合格生铁所消耗的各种能源量,是炼铁生产十分重要的指标。炼铁工序单位能耗用标准煤来计量时,计算式如下:

在研究建设高炉的可行性和初步设计时,应当着重研究降低燃料比、降低焦比、节能、降耗及回收利用的技术和装备。要把降低炼铁工序单位能耗放在重要的地位。
2.0.14 富氧率 oxygen enrichment ratio
富氧后鼓风中氧气含量增加的体积百分数。
2.0.15 一罐制 one ladle transportation
炼钢铁水包直接受运高炉铁水至炼钢转炉的工艺。
一罐制工艺主要包括:铁路一罐制、汽车一罐制、过跨车和行车一罐制等几种方式。
2.0.16 设备最大能力 equipment max capacity
保证设备安全运行所必须具备的最大能力。
设备能力是设计安全需要的富余能力,不可用于正常操作。