
下载掌阅APP,畅读海量书库
立即打开




温度是很多工业产品生产过程中最为关键的工艺参数之一,如化工产品、轻工产品、农产品、冶金产品等。温度检测主要是为了保证产品生产过程中各个工艺环节的正常温度,进而确保产品品质并实现生产过程的自动化控制。在航天、航空、电力、水利、石油化工、机械、军工、医疗、纺织、汽车、煤炭、地震监测等需要进行自动控制的行业中,几乎都有检测和控制温度的需要。用于温度检测的传感器有许多,传统的有电阻式、热电式、集成式等,现代的有红外式、半导体式等;根据输出信号的类型可分为模拟式和数字式两大类。
热电阻和热敏电阻是目前使用最广泛的温度检测与控制用传感器,也是比较传统的温度传感器。随着生产过程自动化程度的不断提高,绝大多数工业产品在生产过程中都需要对环境温度或工艺温度进行精确控制,需要用到温度传感器。热电阻主要用于产品生产现场的温度检测,热敏电阻则主要用于生产设备关键部件及电子电路中关键器件的温度控制。
1.热电阻
热电阻是中低温区最常用的一种温度检测传感器。 它的主要特点是测量精度高,性能稳定。 其中铂热电阻的测量精确度是最高的,它不仅广泛应用于工业测温,而且被制成标准的温度基准仪。铂电阻的电阻值与温度之间的关系可用下式表示

式中, R t 为温度为 t 时的电阻值; R 0 为温度为0℃时的电阻值; A 为常数, A =3.96847×10 -3 ; B 为常数, B =5.847×10 -7 ; C 为常数, C =-4.22×10 -12 。
2.热敏电阻
热敏电阻是一种利用半导体制成的敏感元件, 其特点是电阻率随温度而显著变化。 热敏电阻因其电阻温度系数大、灵敏度高、热惯性小、反应速度快、体积小、结构简单、使用方便、寿命长、易于实现远距离测量等特点得到广泛的应用。
热敏电阻的阻值与温度之间的关系可以表示为

式中, R T 为温度 T 时的电阻值; R 0 为温度为 T 0 时的电阻值; B 为常数,由材料、工艺及结构决定。热敏电阻的热电特性曲线如图2-41所示。
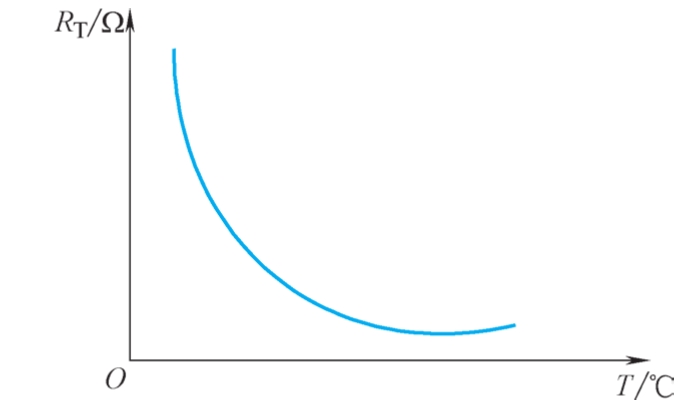
图2-41 热敏电阻的热电特性曲线
根据电阻值的温度特性,热敏电阻有正温度系数热敏电阻(PTC)、负温度系数热敏电阻(NTC)和临界热敏电阻几种类型。热敏电阻的结构可以分为柱状、片状、珠状和薄膜状等形式。

2-5 热电偶传感器
由于热电偶是一种有源传感器,测量时不需外加电源,使用十分方便,所以常被用作测量炉子、管道内的气体或液体的温度及固体的表面温度。
有两种不同的导体或半导体A和B组成一个回路,其两端相互连接(见图2-42),且两接点处的温度不同,一端温度为 T ,称为工作端或热端,另一端温度为 T 0 ,称为自由端(也称参考端)或冷端,回路中将产生一个电动势,该电动势的方向和大小与导体的材料及两接点的温度有关。这种现象称为热电效应,两种导体组成的回路称为热电偶,这两种导体称为热电极,产生的电动势则称为热电动势。
国际电工委员会(IEC)向世界各国推荐七种标准型热电偶。我国生产的符合IEC标准的热电偶包括铂铑 30 —铂铑 6 热电偶(即B型)、铂铑 10 —铂热电偶(即S型)、镍铬—镍铝热电偶(即K型)、镍铬—康铜热电偶(即E型)、铁—康铜热电偶(J型)、铜—康铜热电偶(T型)、铂铑 13 —铂(即R型)。图2-43所示为热电偶温度变送器实物。
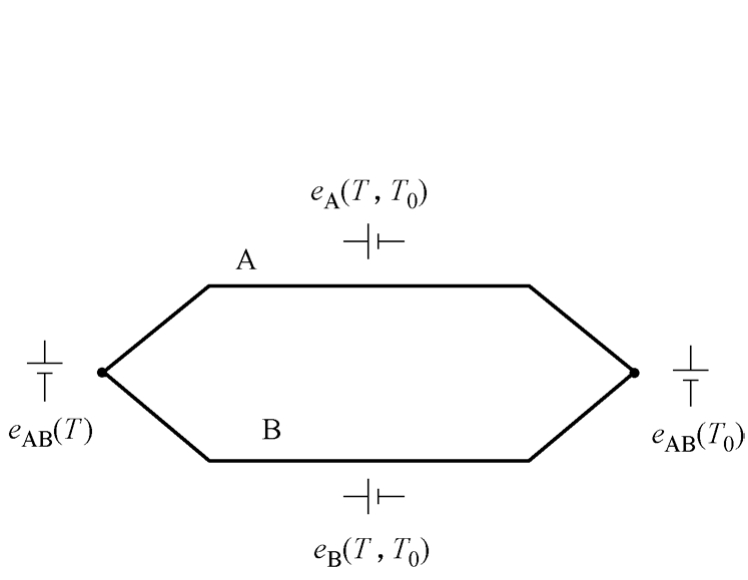
图2-42 热电偶回路

图2-43 热电偶温度变送器实物
对于不适合接触式测量的高温和超高温场合,需要用到非接触式测温方式,红外辐射是自然界所有物体都具有的普遍特性,红外辐射式温度传感器是已经得到广泛应用的一种非接触式测温方法。这里主要探讨红外辐射温度传感器的结构原理、测量电路及其应用情况。
红外线传感器是利用物体产生红外辐射的特性,实现自动检测的传感器。在物理学中,我们已经知道可见光、不可见光、红外光及无线电等都是电磁波,它们之间的差别只是波长不同而已。下面是将各种电磁波按照波长(或频率)排成如图2-44所示的波谱图,称为电磁波谱。
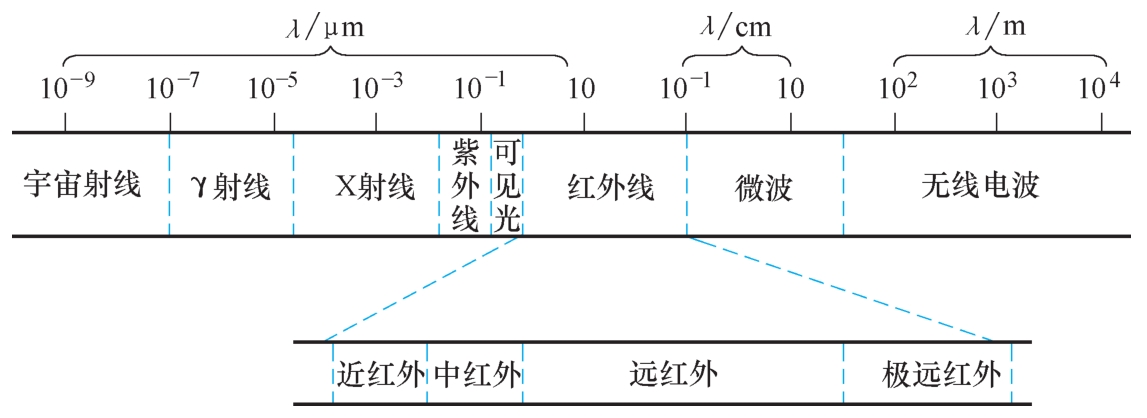
图2-44 电磁波波谱图
红外线属于不可见光波的范畴,它的波长范围一般为0.76~600μm,而红外区通常又可分为 近红外、中红外、远红外 和 极远红外 。
能把红外辐射转换成电学量变化的装置,称为红外传感器,主要有热敏型和光电型两大类。热敏型是利用红外辐射的热效应制成的,其核心是热敏元件。热敏元件的响应时间长,一般在毫秒数量级以上。光电型是利用红外辐射的光电效应制成的,其核心是光电元件。因此它的响应时间一般比热敏型短得多,最短的可达到微秒数量级。
在锻造厂里,工件在锻造之前需要在加热炉内加热到900℃,其误差不得超过±5℃,否则会影响锻件的质量,所以控制锻件的温度是个关键问题,采用红外辐射测温计,通过加热炉口可以直接对准工件的表面,从而测量出工件的温度,如图2-45所示。当锻件加热到900℃时,红外探测器便输出电信号,起动电动机将锻件从加热炉中由传送带送到锻锤之下进行锻压加工。这样利用红外探测器就可对整个工作过程实现自动控制。
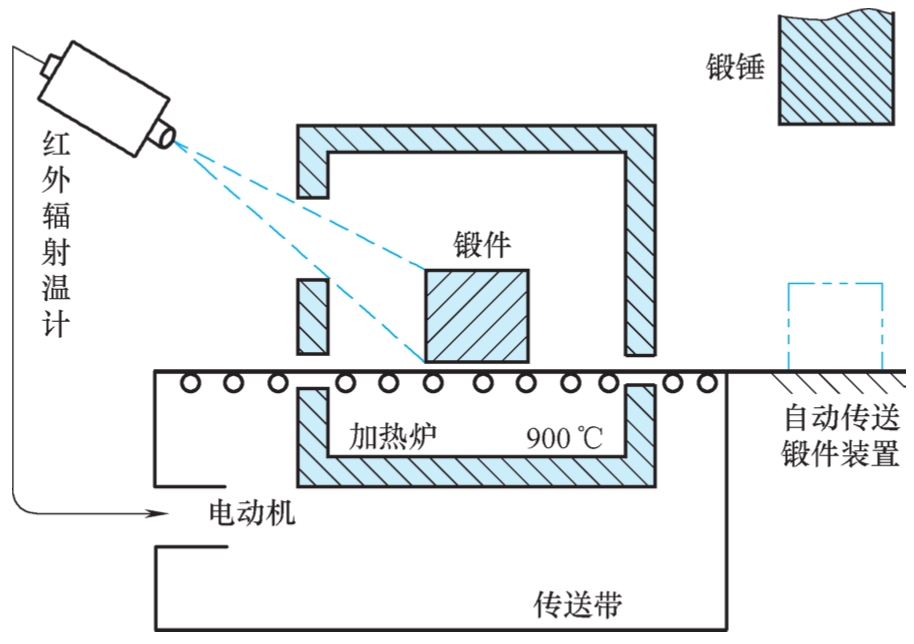
图2-45 红外辐射测温计示意图