
下载掌阅APP,畅读海量书库
立即打开




随着现代工业及科学技术的发展,陶瓷材料以其特有的性能和丰富的资源优势成为继金属材料、高分子材料之后又一重要的工程材料。由于整体陶瓷材料的脆性大,可加工性差,其广泛应用受到束缚。在金属及其合金表面实施陶瓷化涂层,可在保证原金属材料使用性能的前提下,用廉价的金属材料取代贵金属及其合金,同时可以赋予原金属材料一些其他表面技术无法得到的特殊性能,拓宽其适用范围,而且可以用加工成型的材料作为基体进行表面陶瓷化处理,还可以提高陶瓷材料的可加工性。所以,为了提高材料的综合性能,人们常常采用表面改性的方法,微弧氧化技术便是一种在金属表面进行陶瓷化改性处理的新方法。采用微弧氧化技术在阀金属及其合金表面生成的氧化陶瓷层,具有显微硬度高、耐磨性好、与基体的结合力强、耐腐蚀等优点,因此在机械、汽车、国防、电子、航天航空及民用建筑等工业领域有着极其广泛的应用前景。目前,微弧氧化技术在国内外都没有进入大规模的工业应用阶段,但该技术生成陶瓷层的特点决定了其特别适用于高速运动且耐磨、耐腐蚀性能要求高的零部件处理。如对发动机活塞(铸造高硅铝合金材料)进行微弧氧化处理,可以极大地提高活塞的硬度和耐磨性,改善活塞表面磨损严重的状况;又如在石油工业管道工程中,用微弧氧化处理的闸阀挡板,具有良好的抗硫化氢介质的腐蚀性,其使用寿命可增加几倍;再如在机器制造业中,微弧氧化涂层应用于真空无油泵和涡轮泵的高速旋转零部件。微弧氧化陶瓷层具备了阳极氧化膜和陶瓷喷涂层两者的优点,可以部分地替代它们的产品,在汽车、航空、航天、机械、纺织、医疗、电子、装饰等许多领域有着非常广阔的应用前景(图1-2)。目前国内已经开始进入耐磨和装饰膜层的应用阶段,但要想进一步扩展其应用领域还有许多工作要做。微弧氧化技术作为一种新兴的表面处理技术,正日益受到人们的重视。微弧氧化陶瓷层具有不同于传统阳极氧化膜的性能特点,它必将很快地应用到生产及生活的各个领域。
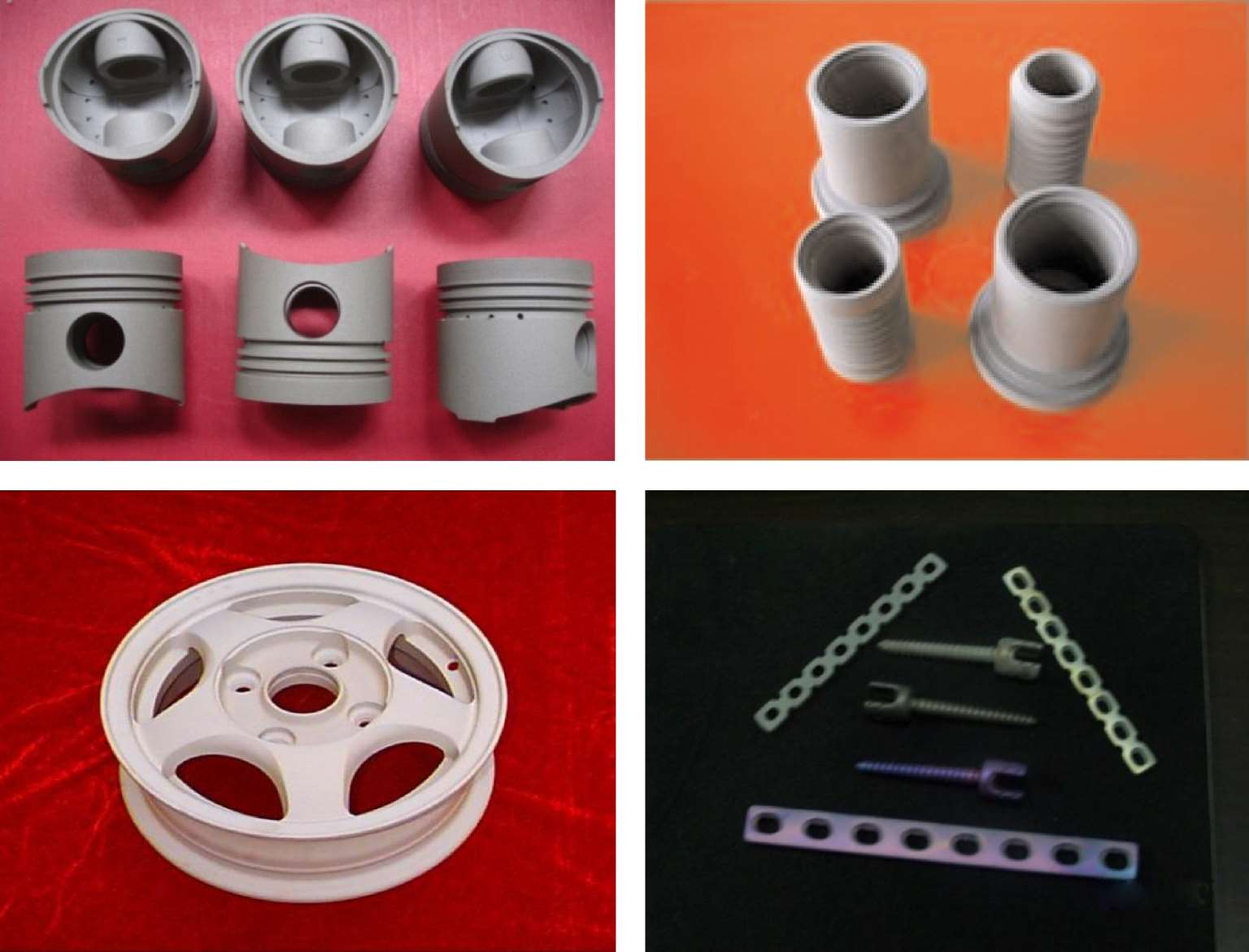
图1-2 铝、镁、钛合金微弧氧化处理的零部件
一些关键构件,如发动机涡轮叶片,复杂的曲面形状和高标准的加工精度使接触式研磨加工技术难以实施,非接触式抛光加工往往会作为首选方法予以考虑。在非接触式加工的诸多方法中,虽然具有诸如电子束、激光束和电火花等技术可供备选,但是其均属于热加工技术,即使可满足加工精度要求,还是会在加工面上产生大于1微米甚至10微米的再铸层以及微裂纹和残余应力等缺陷,因而此类技术的应用受到限制。于是,理论上可以达到原子层级加工精度、加工层无热应力和机械应力残留的电化学去除技术——电解加工便成为有效的备选方案。电解加工是电场作用下阳极表面金属原子经电化学溶解形成阳离子,而后被流体带出。依据这一基本原理,只要加工系统满足以下两个条件,理论上便可加工出原子层级精度的任意形状产品:①电场作用下的电解液体系可以使阳极表面持续生成金属阳离子;②不被电解液腐蚀的“仿形阴极”可保证阴阳极间各处电场强度均匀一致。这种加工的优点是,理论上为原子层级的“去除”精度满足了复杂形状构件的高精度抛光加工要求,且无再铸层及残余应力等产生。但也有不足,既然是按“使阳极表面持续生成金属阳离子”原理实现阳极表面金属原子的“逐层剥离”去除,则外电场的电位差设计和内电场的电解液配置必然要考虑阳极金属的放电特性。如合金发动机涡轮叶片,阳极属多组元形成多种类复相化合物的合金制品,仅以某个组元的放电特性为依据来设计内外电场和电解液体系,难以做到同一原子层面上各金属组元溶解速率的等同性,难免产生影响加工精度的杂散腐蚀等缺陷。对于涡轮叶片类金属阳极,不可能期望一种电解液对铝、钴和镍等元素具有相同的剥离速率。开发应用几十年的电化学去除技术历程也表明,面对电极电位相差较大的多组元和复合物相组成的合金体系电极材料,其加工精度的有效性往往大打折扣。然而现实情况是,高性能金属材料又均由多组元和复合物相构成。
于是,利用可原子级逐层剥离的原理优点,规避受电极电位不一致性干扰的工艺缺点,探寻新的不受阳极金属组元和物相组成限制、可满足复杂曲面形状构件在原子层尺度去除的剥离机理,实现亚微米至纳米级精密抛光和加工要求的工艺目的,便具有极为重要的科学意义和工程实用价值(图1-3)。轴、套、齿、圈之类的精密机械零部件先进加工方法已成为制约我国高端装备和智能机械整机性能的瓶颈之一。如雨后春笋般组建的各类机器人制造企业,短短几年时间便处于“有产值没利润”的尴尬局面,究其原因,多是机器人用的减速机和伺服电机两类集成原理通晓,结构主要由轴、齿、套、圈组成的部件均需国外采购,其进口采购成本占机器人总价的50%以上,足见精密机械基础件加工对智能机械发展的制约;又如在采用3D打印技术成型出高硬超强的各类合金或金属陶瓷类关键部件之后,此类多为曲面形状、金属基体中包括高硬度陶瓷相部件的表面亚微米至纳米级平坦化处理便成为不亚于成型的又一难题。
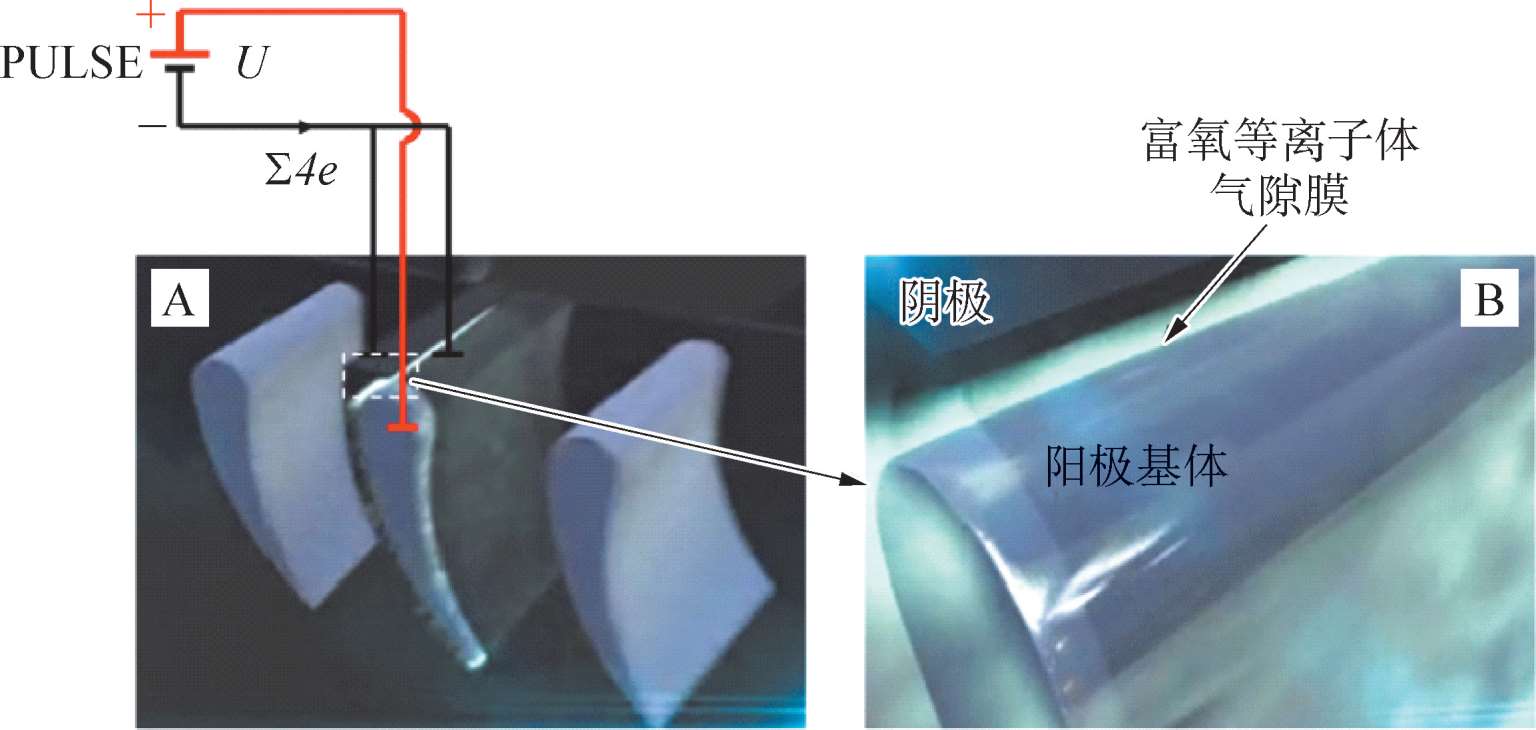
图1-3 阳极金属表面产生“富氧等离子体气隙膜”电化学系统示意图
A.脉冲外电路与内电场结构;B.阴阳极间的氧等离子体区
[1]孙冰.液相放电等离子体及其应用[M].北京:科学出版社.2013.
[2]彭国贤.气体放电——等离子体物理的应用[M].上海:知识出版社.1988.
[3]邵涛,严萍.大气压气体放电及其等离子体应用[M].北京:科学出版社.2015.
[4]Richard Fitzpatrick.The Physics of Plasmas[M].Texas:The University of Texas at Austin.1996.
[5]Haddad A,Warne D.Advances in High Voltage Engineering[M].London,United Kingdom:The Institution of Engineering and Technology,2004.