下载掌阅APP,畅读海量书库
立即打开




对防护涂层体系而言,防护涂料是含有大量溶剂的液状物或尚未发生交联反应的分离组分,只有通过一定的涂覆工艺将其涂覆于工件上,形成网状涂膜后才能真正发挥涂料的保护和装饰作用,这一过程不但涉及涂料的选用,还包括涂层配套设计、涂装等程序,每一个程序对最终形成防护涂层的性能均有重大影响。
一般情况下,基材与表面处理类型、使用环境、涂料选用、涂层耐久性等因素均会影响防护涂层的配套设计,防护涂层配套设计影响因素如图2-1所示。
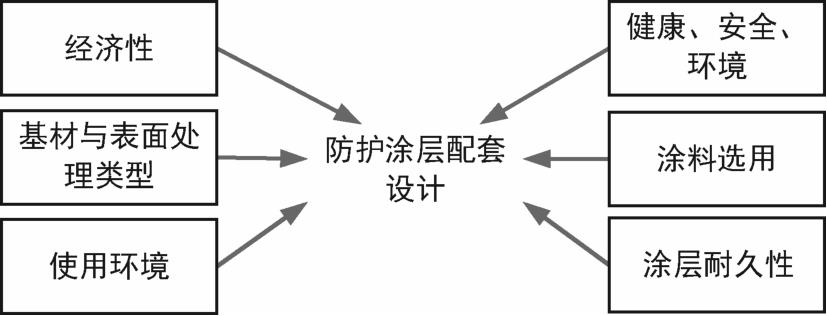
图2-1 防护涂层配套设计影响因素
1.基材与表面处理类型
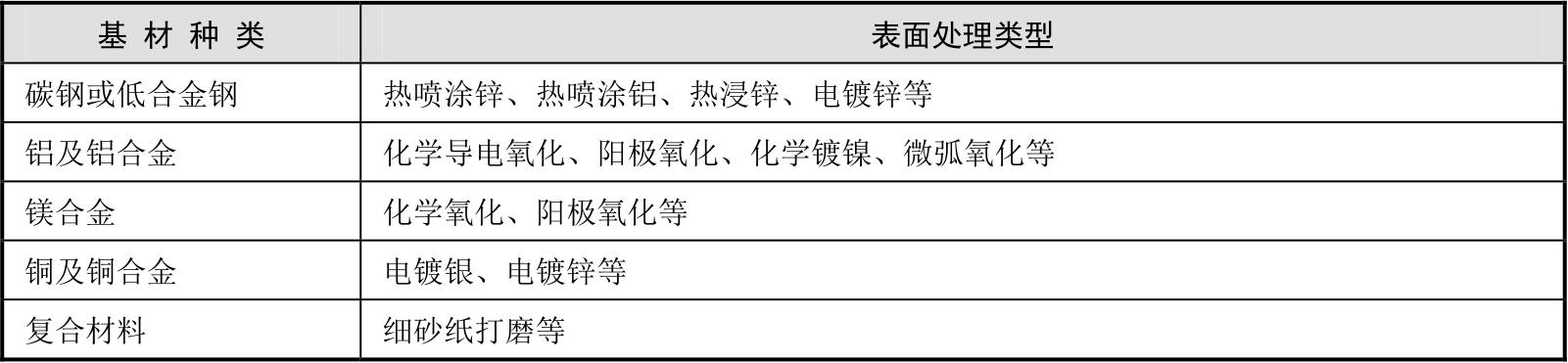
电子装备基材种类包括:碳钢或低合金钢、铝及铝合金、镁合金、铜及铜合金、复合材料等。表面处理类型根据基材种类的不同有所区别,电子装备主要表面处理类型如表2-3所示。
表2-3 电子装备主要表面处理类型
2.涂层耐久性
防护涂层的耐久性在ISO 12944—1:2017中划分为4个等级,不同的耐久性等级选用的配套体系有所不同。
低(L):不超过7年;
中等(M):7~15年;
高(H):15~25年;
很高(VH):大于25年。
3.使用环境和涂料选用
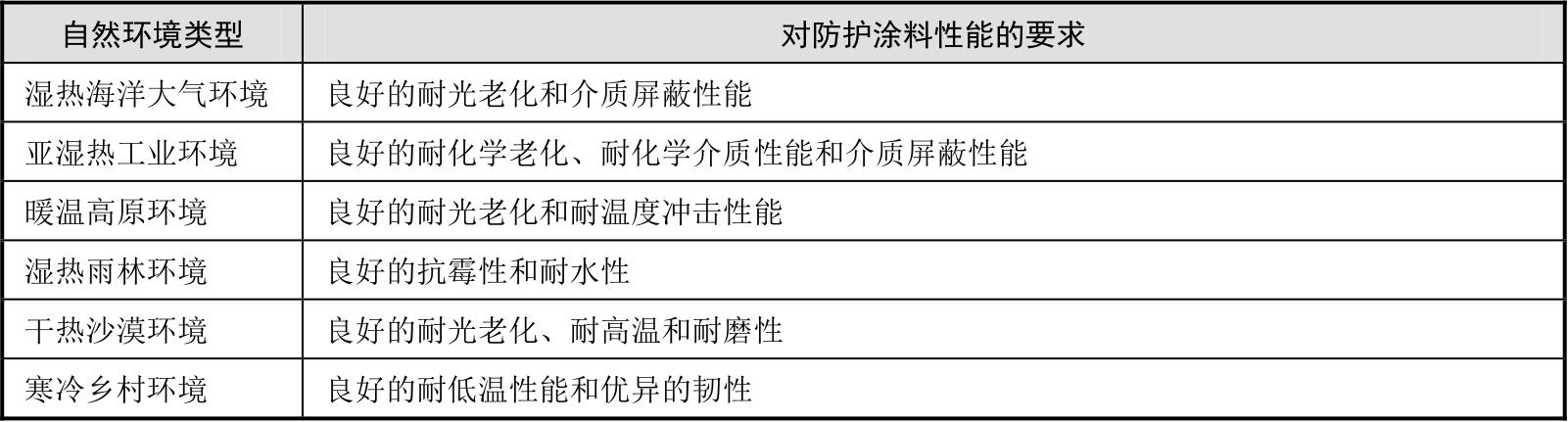
使用环境和涂料选用应结合来看,即涂料特性需要与使用环境特点契合,使用环境包括自然环境和诱发环境,具体内容在第3章中介绍。国内典型自然环境类型对防护涂料性能的要求如表2-4所示。
表2-4 国内典型自然环境类型对防护涂料性能的要求
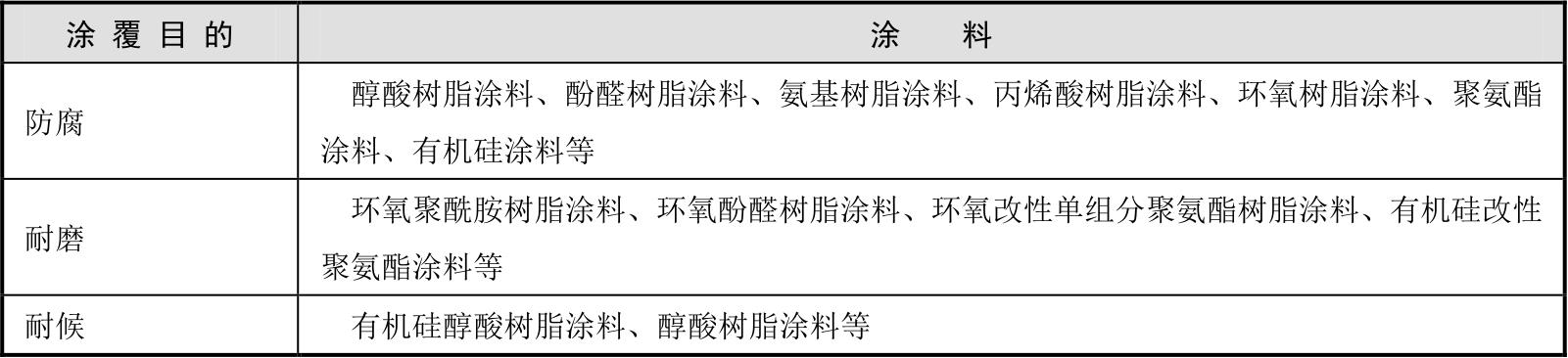
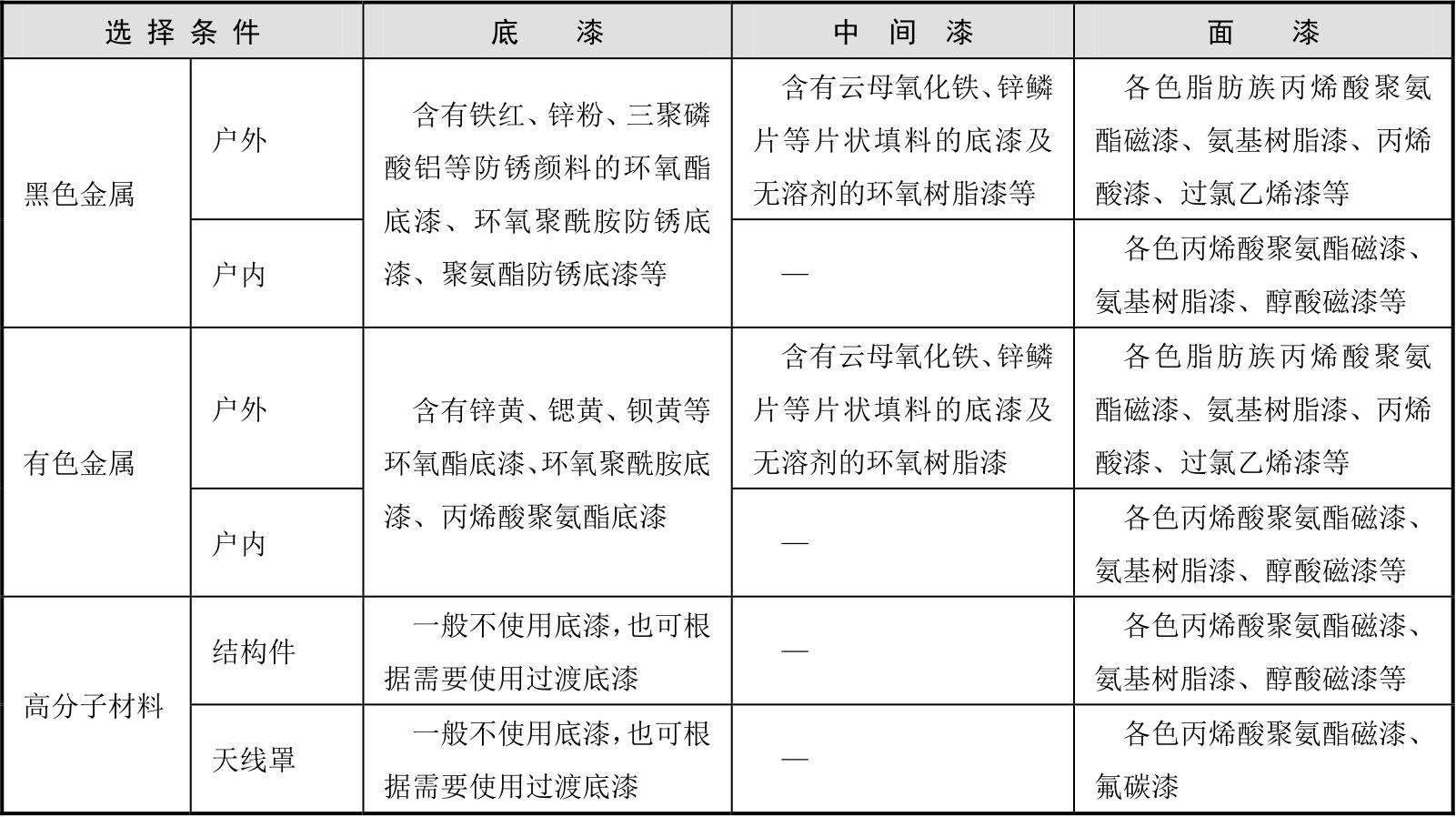
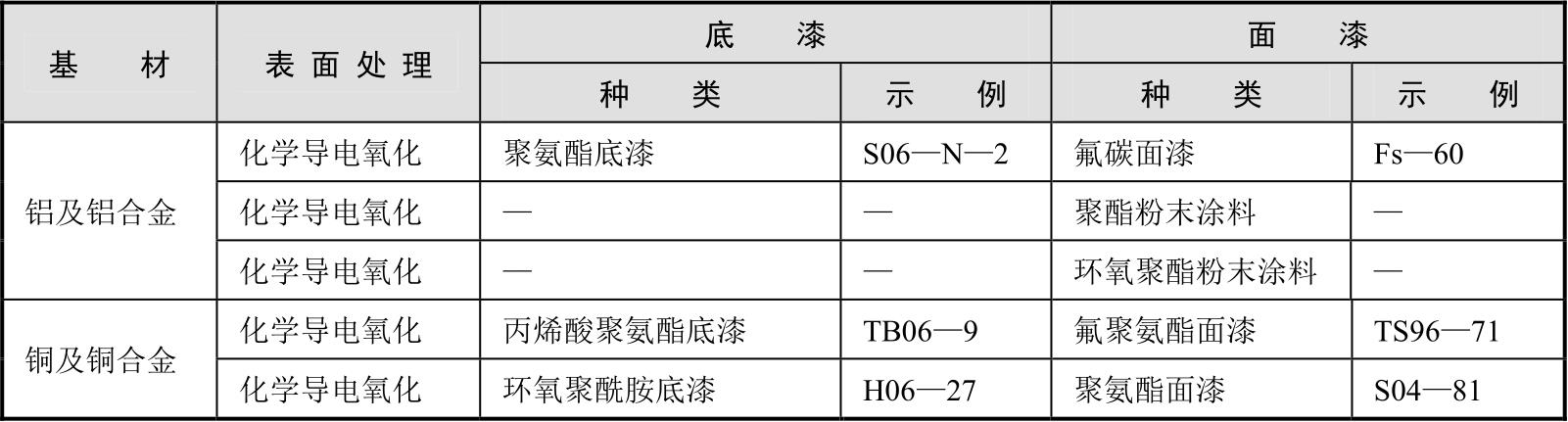
结合使用环境特点和防护涂层性能要求,可给出推荐选用的涂料种类,如GB/T 20644.1给出高原、干热、干热沙漠中金属表面常用涂料,如表2-5所示。
表2-5 高原、干热、干热沙漠中金属表面常用涂料
4.经济性
满足装饰和保护功能是涂层配套设计首先要考虑的因素,在这个基础上可以考虑如何降低成本,这其中不但包括涂料本身的成本,还包括基材表面处理、涂装甚至后期维护等方面的成本。
5.健康、安全、环境
为保证施工和使用过程中相关人员的健康、安全与保护环境,需要考虑涂料是否含有毒或致癌物质。在施工过程中需要减少VOC的排放,并做好材料回收和废物处理等。
在材料加工成型后,需要对其表面进行一系列的预处理,目的是清除材料表面附着的杂质,增加表面粗糙度,提高基体与覆盖层之间的结合强度,使材料具备一定的防护效果或特定功能,同时为后续的涂装工艺做准备。由于电子装备零部件基材种类及后续处理工艺的差异,会对表面预处理方法和具体工艺参数的选择产生影响,因此可根据基材种类将电子装备材料的表面预处理工艺分为金属材料、复合材料和印制电路板组件表面预处理工艺3个方面。
1.金属材料表面预处理工艺
应用于电子装备中的金属材料包括铝合金、碳钢、不锈钢、铜合金等,其典型的应用对象包括天线伺服系统、机箱机柜、屏蔽盒等。根据预处理顺序及工序目标的差异,可将常见的金属基材表面预处理工艺方法进行分类,如表2-6所示。
表2-6 常见的金属材料表面预处理工艺方法
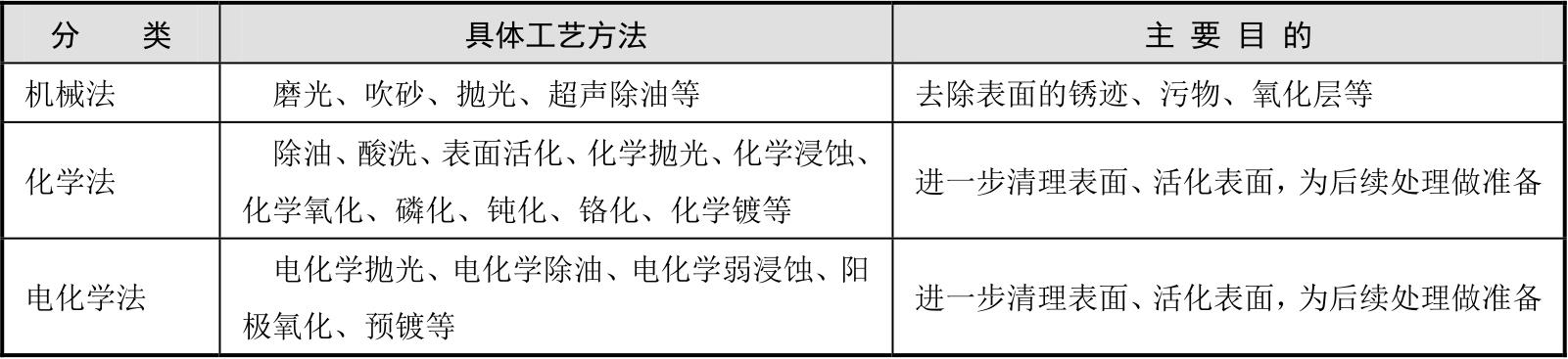
机械法是利用机械工具采用物理方式对金属材料进行表面磨削、抛光等处理的工艺方法。例如,抛光工艺可使金属表面平整光亮,能提高反射系数和耐蚀能力,是电镀、氧化、焊接前的准备工序,主要应用于镍合金、铜合金、铝合金、钢铁等材料表面 [3] 。
化学法是利用化学试剂对金属材料表面进行除油、酸洗、表面活化、化学镀等处理的工艺方法。
除油工艺主要用于去除金属表面在机械加工或存储过程中残留的润滑油、防锈油、抛光膏等油脂或污物;主要的除油方式包括有机溶剂除油,碱液除油,催化剂除油等;常用的有机除油剂包括汽油、酒精、二甲苯、三氯乙烯等;常用的化学除油剂包括苛性钠(NaOH)、磷酸钠(Na 3 PO 4 ·12H 2 O)、水玻璃等 [4] 。
酸洗工艺又称为浸蚀,是将金属工件浸入酸或酸性盐溶液中,除去金属表面的氧化膜、氧化皮及锈蚀产物的过程,常用的酸有盐酸、硫酸、硝酸、铬酐等。表面活化工艺又称为弱浸蚀,主要目的是剥离工件表面的加工变形层及在预处理工艺中生成的极薄氧化膜,使基体组织暴露,以便镀层金属良好地附着在基体表面。
表面活化所采用的溶液浓度较低,处理时间短,且多在室温下进行。金属材料经过弱浸蚀后,一般立即清洗并进行下一步的化学镀工序。
化学镀是在无外加电源的条件下借助合适的还原剂使镀液中的金属离子还原成金属,并沉积到基材表面的过程,其实质是化学氧化还原反应,伴随有电子的转移。化学氧化是利用化学氧化剂与金属反应,并在其表面形成一层氧化膜的过程,常用的方法包括氟化法、醋酸法、明矾法、重铬酸钾—硫酸锰法、重铬酸钠—硫酸锰法、苯甲法、硝酸法等,主要适用于钢铁、铝合金、镁合金等材料。磷化工艺一般可在以锌、锰、钙、碱金属或氨的磷酸盐为主要成分的溶液中进行,根据处理温度的不同,可将其分为高温型、中温型、低温型和常温型,主要应用于钢铁材料表面处理 [5] 。
电化学法是在外加电源的作用下,对金属材料表面进行抛光、除油、活化等处理的工艺方法。电化学弱浸蚀一般在电流密度5~10A/dm 2 的条件下,用浓度低的溶液进行阳极处理来溶解氧化膜或进行阴极处理,使表面氧化膜还原成金属。阳极氧化是异种金属在电解液中连接成电流通路,并在外加电流的作用下形成原电池,从而在阳极金属表面形成一层氧化膜的过程。通常应用于铝合金表面处理,常见的类型有硫酸阳极化、铬酸阳极化等 [6] 。
根据金属材料具体应用部位所处的环境特点,选取合适的表面处理工艺方法和步骤,以达到特定的功能或效果。以应用于屏蔽箱、天线伺服系统和机箱机柜的金属材料的表面预处理工艺为例,列举了典型的表面预处理工艺过程和相关参考标准,如表2-7~表2-9所示。
表2-7 屏蔽箱金属材料的表面预处理工艺

表2-8 天线伺服系统金属材料的表面预处理工艺

表2-9 机箱机柜金属材料的表面预处理工艺

续表

2.复合材料表面预处理工艺
应用于电子装备中的复合材料主要是玻璃纤维/树脂复合材料,其典型的应用对象为天线伺服系统中的雷达罩等。常见的复合材料表面预处理工艺方法如表2-10所示。
表2-10 常见的复合材料表面预处理工艺方法

复合材料纤维表面在生产过程中容易附着有机杂质和污染物,表面较为粗糙,因此在开展后续的镀覆或涂装工艺前需要进行去胶、除油处理。目前较为常用的去胶方法为高温灼烧法和有机溶剂法 [7] 。温度和灼烧时间是高温灼烧法的两个关键因素,温度过低或者灼烧时间不足,会导致复合材料纤维表面除胶不完全;温度过高或者灼烧时间过长,会导致复合材料纤维质量损失,表面氧化严重,对后续处理带来不利影响。有机溶剂法所使用的有机溶剂一般为丙酮和硝酸。
粗化是影响覆盖层质量的关键工序,主要是利用粗化剂(强氧化性试剂)的氧化侵蚀作用来改变复合材料基体表面的微观结构,从而达到适当的表面粗糙度,以增大复合材料纤维的比表面积,增强与涂覆层的结合力。粗化剂主要为强酸,如浓硝酸、浓硫酸、浓磷酸等 [8] 。
由于复合材料纤维表面不具有催化活性,因此需要在复合材料纤维表面吸附一层易氧化物质,以便在活化时将活化剂还原为具有催化性的金属原子,故需要对清洗后的复合材料纤维进行敏化和活化处理。工业常用的敏化剂为氯化亚锡水溶液或三氯化钛水溶液 [9] 。当复合材料纤维化学镀中所用的敏化剂为氯化亚锡水溶液时,加入盐酸进行酸化,加入锡粒可防止二价锡离子氧化。活化处理是将敏化后的复合材料纤维置于含有催化活性的贵金属化合物的活化液中,使复合材料纤维表面形成具有均匀催化结晶中心的贵金属,从而使得化学镀能自发进行。目前常用的活化液有银氨活化液和胶体钯活化液,银氨活化液主要用在化学镀铜方面,胶体钯活化液最早由Shipley [10] 在1961年提出,主要用于化学镀钴、化学镀镍等过程。
根据复合材料表面后续的具体工艺,可选取合适的表面处理工艺方法和步骤,以达到特定的功能或效果。以应用于雷达罩的复合材料为例,列举了典型的表面预处理工艺,如表2-11所示。
表2-11 雷达罩的复合材料表面预处理工艺

3.印制电路板组件表面预处理工艺
应用于电子装备中的印制电路板组件包括隔板、搭铁线、盖片、针脚、紧固件、弹簧等。常见的电路板组件表面预处理工艺方法如表2-12所示。
表2-12 常见的电路板组件表面预处理工艺方法

印制电路板表面预处理的目的,一方面是除去铜表面上的氧化物、油脂和其他杂质,另一方面是粗化板面,使之能与铅锡有良好的结合力。目前,普遍采用的预处理方式为化学预处理,微蚀药水通常采用过硫酸钠+硫酸体系或过硫酸铵+硫酸体系,过硫酸钠+硫酸体系对污水处理更加有利 [11] 。
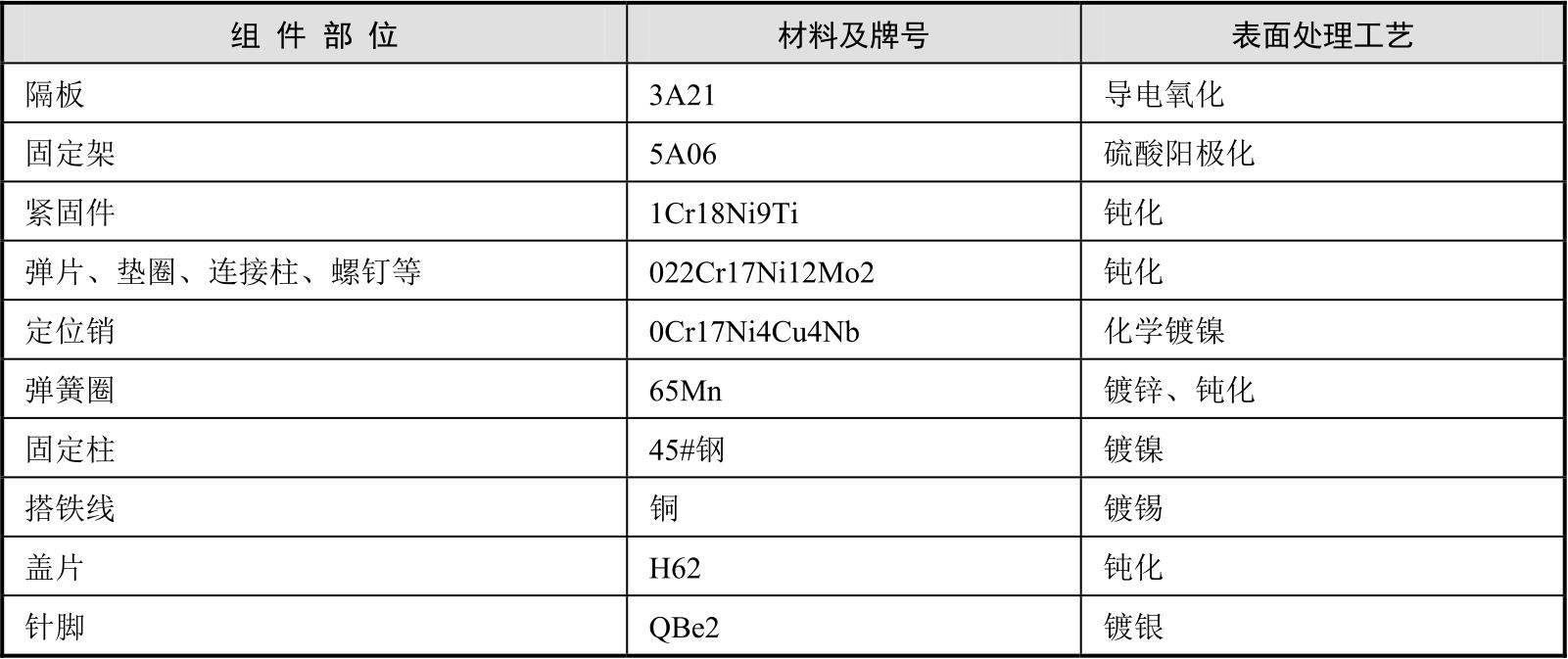
根据印制电路板组件的具体材料类型和功能,可选取合适的表面预处理工艺方法和步骤,以达到特定的功能或效果。以应用于某航空电子控制器中的印制电路板组件的表面预处理工艺为例,列举了典型的表面预处理工艺,如表2-13所示。
表2-13 印制电路板组件表面预处理工艺
1.底漆选用
1)选用原则
底漆是整个涂层体系的基础,它的主要作用是为整个涂层体系提供防腐性和对基材的附着力。底漆的涂装质量对涂层体系的防护效果和使用寿命至关重要。底漆一般要求 [12] :
① 底漆应对基材和下一道涂料具有良好的附着力,因此通常选择树脂链中富含羟基、羧基等极性基团的醇酸、环氧类涂料作为底漆。
② 防腐底漆应具有良好的介质屏蔽性,在设计底漆时要选用片状颜料的涂料,这样可切断涂层中的毛细孔,延长腐蚀介质的通过路径,屏蔽水、氧和离子等腐蚀因子。
③ 底漆中应含有大量的颜料和填料,以增加表面粗糙度,增加与中间漆或面漆的层间贴合面积;同时要求底漆的收缩率较低,减少溶剂挥发及树脂交联固化中体积收缩对涂膜附着力的影响。
④ 在严酷环境下可使用富含锌、铝等活泼金属粉末的牺牲阳极底漆,以提升防护性能。
底漆和基材配套需要注意以下事项:
同一种涂料作为底漆应用在不同基材上,涂覆效果会有所差别,如红丹防锈漆对铝不仅不起防锈作用,反而起腐蚀作用,铝适宜采用具有钝化作用的锌黄颜料底漆;镁合金表面在潮湿环境中呈碱性,因此要求配套底漆的耐碱性较好,可选用环氧聚酰胺底漆或乙烯磷化底漆;锌镀层表面不宜与油基漆配套。
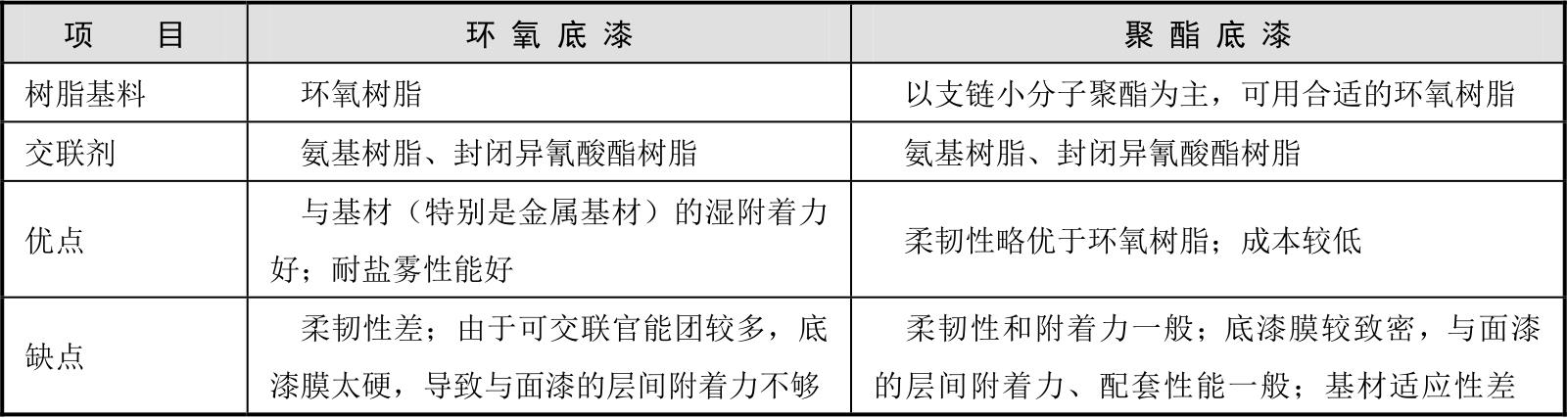
根据所用树脂基料的种类,目前底漆主要分为环氧体系和聚酯体系两大类;根据交联剂的种类,底漆又可分为氨基树脂、封闭异氰酸酯树脂等。环氧底漆和聚酯底漆各有优点,但也均存在明显不足,如表2-14所示。
表2-14 环氧底漆与聚酯底漆特性对比
底漆选用与基材或表面改性层种类密切相关,不同金属适用的底漆类型如表2-15所示。
表2-15 不同金属适用的底漆类型

2)钢的防护底漆
结构钢在电子装备中广泛用于制造承力结构件、连接件、紧固件和弹性件等。在户外环境下应用的结构钢表面极易与周围介质(水汽、盐分、SO 2 等)发生化学及电化学反应,从而发生腐蚀,所以一直以来结构钢的防腐问题备受关注。各种新技术、新工艺和新产品被广泛应用于结构钢的防护工程中,各种耐腐蚀、耐候性和施工性能俱佳的涂层配套体系也得到广泛应用。
通常,钢防护体系的耐腐蚀性的优劣首先取决于钢与底漆的配套性的优劣。底漆应对钢铁表面具有良好的附着力和润湿性,对中间层附着牢固;成膜物质可有效屏蔽水分、氧气、腐蚀性离子等;所用颜填料应具有缓蚀功能和阴极保护功能。只有具备以上基本功能才可减少外界环境的影响,达到阻止钢铁表面腐蚀电池形成和扩展的目的。钢结构防锈底漆的常用品种有环氧酯底漆、环氧富锌底漆、聚氨酯底漆、醇酸底漆等。
环氧酯底漆由环氧酯涂料、防锈颜料、助剂、催干剂、溶剂等组成,漆膜坚韧,具有良好的附着力、柔韧性、耐冲击和防腐蚀性能。
环氧富锌底漆以环氧树脂、锌粉、硅酸乙酯为主要原料,添加增稠剂、填料、助剂、溶剂等配料组成的特种涂料。环氧富锌底漆中的金属锌电化学活性比铁强,当水分子侵入时,在阳极区的锌会因失去电子而发生腐蚀,在阴极区的结构钢表面不断得到电子而受到保护。同时,锌作为牺牲阳极形成的氧化物还可对基材起到封闭作用,提高防护效果。环氧富锌底漆常作为长效型钢结构重防腐涂层体系的底漆,具有自然干燥快、防腐性能优异、附着能力强、耐水性能优的特点。
聚氨酯底漆由含羟基的聚氨酯树脂、耐磨防腐颜料、溶剂、助剂、固化剂等组成,其特点是附着力强,具有良好的耐腐蚀性、耐油性、耐水性、耐磨性和韧性,较适用于湿热地区。
醇酸底漆是由醇酸树脂、铁红、防锈颜料、填料、助剂等组成的自干型防锈涂料。醇酸底漆保护性能良好、附着力强、机械性能好、填充能力强、干燥快、配套性能好,与各种强溶剂面漆均可配套使用。
3)铝合金的防护底漆
铝及铝合金由于具有强度高、密度小、导电性及导热性强、力学性能优异、可加工性好等优点,广泛应用于化学工业、航空航天工业、汽车制造业、食品工业、电子工业、仪器仪表业及海洋船舶工业等领域。在自然条件下,铝合金表面容易形成一层厚约4nm的自然氧化膜,这层氧化铝膜在干燥大气中具有一定的稳定性,在中性和近中性的水及一般大气中的耐蚀性也很好,而在酸性和碱性介质中,氧化铝膜发生溶解,耐蚀性降低。在海水及海洋大气环境条件下,小粒径的氯离子容易吸附在氧化膜表面并出现渗透,从而破坏氧化膜结构。在工业和海洋大气环境下应用时,铝合金材料需要合理选用涂料进行防护。
选用与铝合金基材配套的底漆,应遵循以下原则:
① 涂料中一般不应添加电位比铝正的金属材料,以免发生电化学反应。
② 涂料中的活性颜填料在水中不应发生水解,形成碱性环境,防止涂层在渗水后与铝合金基材发生腐蚀反应。
③ 涂料添加的活性颜填料不应与铝发生氧化还原反应,如铁红颜料 [13] 。
4)不锈钢的防护底漆
不锈钢是一种能耐大气、海水、酸雨及其他腐蚀介质的腐蚀,具有高度化学稳定性的钢种。不锈钢的耐腐蚀性主要取决于其中Cr的含量,当Cr含量高于12%时,其化学稳定性才产生质变。不锈钢中除含有Cr外,还含有一定数量的Ni、Mn、Si、Mo、Ti、Cu等多种元素,这些元素相互影响,一方面发挥调整组织作用,另一方面发挥强化作用,从而赋予不锈钢不同的特性。不锈钢在应用过程中受氧气作用容易形成一层薄而致密的氧化表层,可抵御多数环境下的腐蚀作用。目前在腐蚀严酷度较高地区户外服役的电子装备中,如机箱机柜、天线伺服系统结构件等常应用到不锈钢材料,如304、316L等。
不锈钢在腐蚀严酷度较低的地区可表现出优异的耐腐蚀性能,在应用时不需要涂覆防护涂层,但在腐蚀严酷度较高的地区,不锈钢裸件在短期内就可能会发生腐蚀,如无涂层防护的1Cr18Ni9Ti、316L在南海岛礁应用1年后会发生8级点蚀。
选用不锈钢防护底漆需要考虑以下因素:
① 涂层需要具有优异的致密性。由于不锈钢特殊的腐蚀机理,涂层任何微小的缺陷都可能导致腐蚀物质的渗透,产生孔蚀,对不锈钢基体造成极大的破坏;
② 涂层需要具有优异的附着力。由于不锈钢表面光滑,液态涂料在其表面的润湿性不好,必须选择润湿性和附着力优异的涂层体系。
③ 涂料需要具有良好的施工性能和物理机械性能。选择不锈钢表面的底漆,需要兼顾漆膜的硬度、柔韧性、涂料的流平性能和施工使用期。
2.中间漆、面漆选用
中间漆主要作用是提高涂膜的厚度和平整度,从而强化整个涂装配套体系的防腐和装饰性能。中间漆一般要求 [12] :
(1)中间漆应对底漆和面漆均有良好的附着力,有些底漆表面不能直接涂覆面漆,如富锌底漆表面直接涂装含有醇酸树脂的面漆,会因酸性成膜物与锌粉反应生成皂类造成剥落,此时需要一层对底漆和面漆均有良好附着力的环氧类中间漆将面漆、底漆隔离开。
(2)中间漆一般采用厚膜型涂料,以增加整个涂层的防腐性能。有些涂层的防腐性能依赖于涂层体系的总体厚度,有些底漆无法涂厚,面漆成本过高,所以合理使用中间漆,既可以保证整体膜厚又可以缩减成本。
(3)有些特殊功能可通过中间漆来实现,如大型装备要求安装后整体涂装面漆,中间间隔时间较长,可涂装环氧云母氧化铁中间漆以避免底漆过早老化。
面漆是与大气及周围环境因素直接接触的涂层,它具有以下特性和功能:
(1)面漆是涂层体系中最外层的致密屏蔽膜,用于屏蔽外界大气及环境因素的破坏及腐蚀,延长涂层体系使用寿命,所以面漆选用需要结合实际应用环境的特点。
(2)具备优异的机械性能,硬度高、耐磨损,能防止人为划伤、碰伤。
(3)具有装饰作用,使电子装备表面平滑、丰满、具有适当光泽和各种颜色,保光、保色性好。
常用的电子装备面漆种类有氨基树脂漆、丙烯酸聚氨酯树脂漆、氟聚氨酯树脂漆、氟碳树脂漆等。
底漆与面漆需要配套应用,同类溶剂的涂料可以相互配套,同漆基的底漆与面漆可相互配套。若配套不当容易导致涂层体系的附着力较差,在应用时会出现龟裂、脱落和机械特性下降等现象。
底漆和面漆的配套选用需要考虑如下因素:
(1)底漆和面漆应有大致相近的硬度和收缩率。硬度高的面漆与硬度低的底漆配套使用常产生起皱的弊病;底漆、面漆干燥收缩率的不同易造成涂层龟裂。若无法找到硬度相近的底漆、面漆,也应遵循下硬上软的原则。
(2)底漆和面漆所用溶剂需要配套。一般情况下底漆所用溶剂的极性需要小于面漆所用溶剂的极性,由强溶剂组成的涂料可以容忍由弱溶剂组成的涂料在其表面涂装,反之则易发生咬底现象。但底漆、面漆所用溶剂的强弱反差不能太大,否则底漆很难被湿润,造成底、面之间结合不牢或层间脱离现象。
(3)底漆和面漆的干燥方式需要配套。一般情况下烘干型底漆需要与烘干型面漆配套,自干型底漆需要与自干型面漆配套。
(4)底漆和面漆在不同的使用环境下适用的配套方式不同。例如,长期在户外服役的装备,经常受阳光等影响,最外层面漆需要选用耐候性较好的涂料,如聚氨酯面漆、氨基醇酸面漆,避免选用环氧等耐候性差的涂料。而室内机箱机柜外表面可选用氨基树脂面漆,内表面可仅涂覆环氧树脂底漆进行防护。
1.调研配套形式
对目前国内电子装备研制厂应用的防护涂层体系进行调研,然后将其典型结构和配套方式归纳分类,如表2-16所示。
表2-16 电子装备防护涂层典型结构和配套方式
电子装备结构件防护涂层底漆多为环氧树脂漆、聚氨酯树脂漆,面漆多为脂肪族聚氨酯树脂漆、氟聚氨酯树脂漆、氟碳树脂漆、氨基树脂漆等;印制电路板三防漆包括丙烯酸树脂、聚氨酯树脂、有机硅树脂、环氧树脂和Parylene五种。
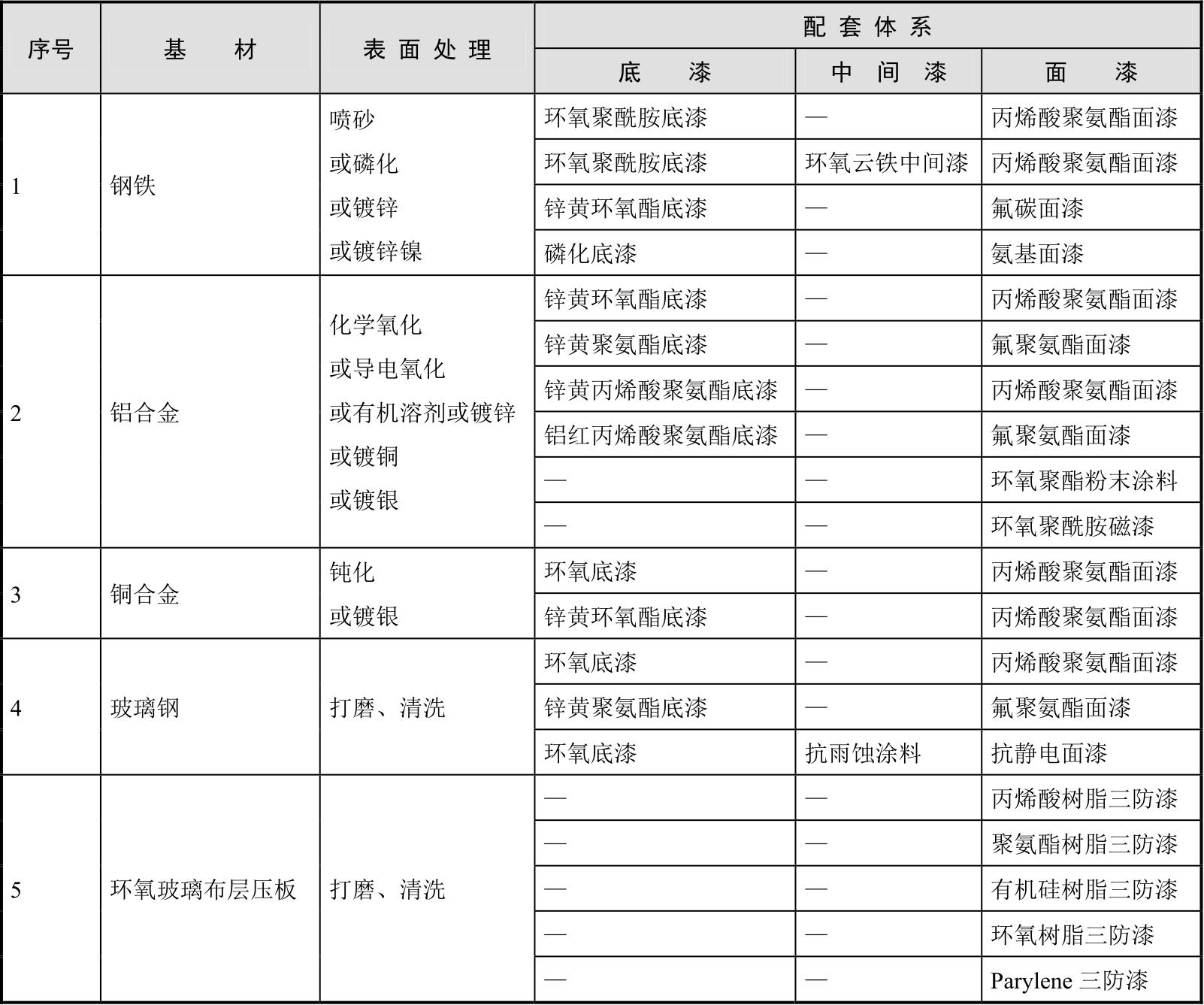
2.SJ 20890推荐配套体系
目前国内部分标准给出典型的防护涂层配套方式,在防护设计中可参照选用。SJ 20890《电子装备的处理和涂装》根据常用基材类型和应用环境,给出推荐的防护涂层配套体系,如表2-17所示。
表2-17 电子装备常用配套体系(SJ 20890)
3.ISO 12944—5推荐防护涂层体系
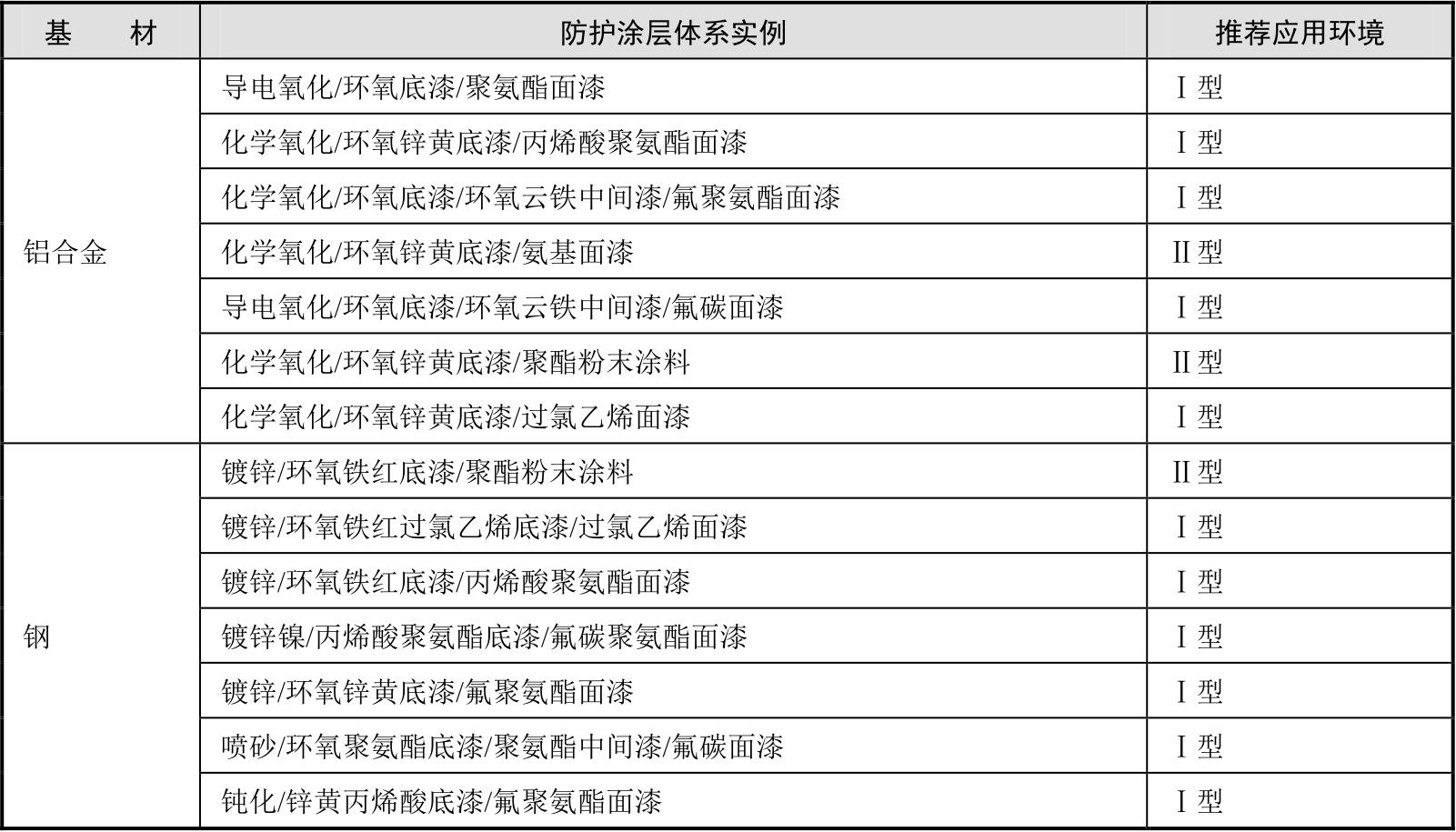
ISO 12944—5《色漆和清漆—防护涂料体系对钢结构的防腐蚀保护 第5部分:防护涂料体系》根据不同基材、应用环境和耐久性要求,给出推荐的防护涂层体系,经过实践证明,可指导产品设计人员优选防护涂层体系。
以在腐蚀严酷度等级C4、C5级环境下的服役产品为例,推荐了防护涂层配套体系,如表2-18所示。
表2-18 腐蚀性级别为C4、C5级的防护涂层配套体系(ISO 12944)

续表

注1:AK—醇酸树脂漆;AY—丙烯酸树脂漆;EP—环氧树脂漆;PUR—聚氨酯树脂漆;ESI—硅酸乙酯漆;
2:L:≤7年;M:7~15年;H:15~25年;VH:>25年;
3:其他涂层技术也可能是合适的,如聚硅氧烷、聚天门冬氨酸酯和氟聚合物[氟乙烯/乙烯基醚共聚物(FEVE)]。
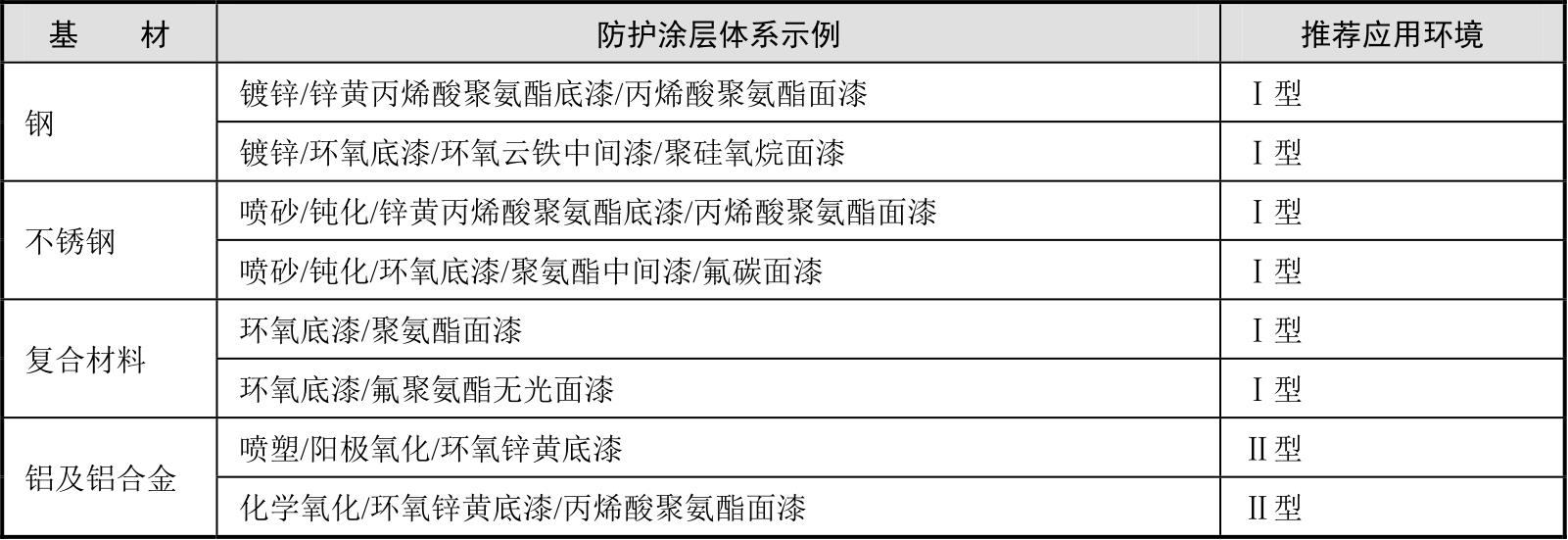
本节给出印制电路板组件、屏蔽盒、波导组件、天线伺服系统结构件、机箱机柜等电子装备部组件常用的防护涂层配套体系案例,以期指导防护涂层体系的选用。
1.印制电路板组件防护涂层体系配套
印制电路板防护涂层的防护性能对电子装备的环境适应性有着重大影响,尤其是在野外、海上及岛礁等恶劣环境条件下服役的电子装备,因印制电路板防护涂层选用不当引起系统故障的案例屡见不鲜。
目前印制电路板防护涂层主要包括:AR型丙烯酸树脂涂料、ER型环氧树脂涂料、SR型有机硅树脂涂料、UR型聚氨酯树脂涂料、XY型聚对二甲苯气相沉积涂料。
AR型丙烯酸树脂涂料属于单组分涂料,可以常温固化,具有防霉性能,涂层表面光亮平整,易于去除和返工。其缺点是固体树脂含量低,必须喷涂多道,施工时间较长。
ER型环氧树脂涂料具有价格低,附着力优良,可浸、喷、刷涂等优点,但漆膜应力大,不易去除和返工,导致印制电路板维修困难;
SR型有机硅树脂涂料具有防潮、防霉性好,高频特性较好,耐高温性能优异且易修复的优点,目前应用较广,适用于高、中、低频印制板组件的涂覆防护。有机硅树脂涂料的缺点是附着力较差、漆膜软且易划伤,在粘灰尘后清洁困难。
UR型聚氨酯树脂涂料具有耐盐雾、耐湿热、耐磨、价格低,涂层光亮平整,硬度较高,不易划伤等优点。其缺点是固化后不易修理,高频特性较差。
XY型聚对二甲苯气相沉积涂料具有高频特性优异,环境污染小等优点。其缺点是施工成本高,需要专用设备进行沉积涂覆。
目前,以上5种印制电路板防护涂层在电子装备上均有应用,如表2-19所示。
表2-19 印制电路板防护涂层体系

2.屏蔽盒防护涂层体系配套
屏蔽盒包括盒体、盒盖、紧固件等,通常盒体材料以铜合金和铝合金为主,紧固件以碳钢和不锈钢为主。目前屏蔽盒防护涂层常采用双层防护体系,常用配套示例如表2-20所示。
表2-20 屏蔽盒防护涂层配套示例

续表
3.波导组件防护涂层体系
波导是能在自身内部传播电磁波的一段专用金属管或内壁金属化的管材,包括直(硬)波导、软波导、弯波导、扭波导等,由波导及两边端口的装接机构所组成的组合件是波导组件。波导及微波电路组件的防护主要是波导、腔体、喇叭等微波器件及紧固件的防护。
波导组件主要以铜合金、铝合金为底材,防护涂层采取双层防护体系,配套示例如表2-21所示。
表2-21 波导组件防护涂层配套示例

需要注意的是,在微波电路表面涂覆防护涂层,会改变原有电路的电性能分布参数,可能使微波频率、输出功率发生改变,所以对微波电路表面涂覆的涂层种类、厚度均有较严格的要求。
4.机箱机柜涂层体系配套
电子装备的集成化、小型化、模块化发展,导致电子装备系统中含有大量的机箱机柜,所以机箱机柜的防护是电子装备防护的重中之重。目前电子装备中的机箱机柜常用结构材料包括铝合金、碳钢和不锈钢等,防护涂层体系以双层和三层体系为主,典型配套示例如表2-22所示。
表2-22 机箱机柜防护涂层配套示例
5.天线伺服系统结构件防护涂层体系配套
天线伺服系统结构件包括天线骨架、天线座体、天线结构件、天线反射面板、齿轮、轴、丝杆、玻璃钢天线罩、紧固件、铭牌等。天线伺服系统结构件基材包括钢、铝和复合材料等,表面防护涂层体系主要应用双层或三层体系,天线伺服系统结构件防护涂层配套示例如表2-23所示。
表2-23 天线伺服系统结构件防护涂层配套示例