
下载掌阅APP,畅读海量书库
立即打开



注塑成型的工艺条件主要包括温度,压力和时间等。
1.温度
注塑成型过程中的温度主要有熔料温度和模具温度。熔料温度影响塑化和注塑充模,模具温度影响充模和冷却定型。
熔料温度指塑化树脂的温度和从喷嘴射出的熔体温度,前者称为塑化温度,后者称为熔体温度,由此看来,熔料温度取决于料筒和喷嘴两部分的温度。熔料温度的高低决定熔体流动性能的好坏。熔料温度高,熔体的黏度小,流动性能好,需要的注塑压力小,成型后的制件表面光洁度好,出现熔接痕、缺料的可能性就小。反之,熔料温度低,就会降低熔体的流动性能,会引起表面光洁度低、缺料、熔接痕明显等缺陷。但是熔料温度过高会引起材料热降解,导致材料物理和化学性能降低。
模具温度是指和制件接触的模腔表面温度。模具温度直接影响熔体的充模流动行为、制件的冷却速度和制件最终质量。提高模具温度可以改善熔体在模腔内的流动性,增强制件的密度和结晶度以及减少充模压力和制件中的压力。但是,提高模具温度会增加制件的冷却时间、增大制件收缩率和脱模后的翘曲,制件成型周期也会因为冷却时间的增加而变长,降低了生产效率。降低模具温度,虽然能够缩短冷却时间、提高生产率,但是,会降低熔体在模腔内的流动能力,并导致制件产生较大的内应力或者形成明显的熔接痕等制件缺陷。
2.压力
注塑成型过程的压力主要包括注塑压力、保压压力和背压。
注塑压力是指螺杆或者柱塞沿轴向前移时,其头部向塑料熔体施加的压力。它主要用于克服熔体在成型过程中的流动阻力,还对熔体起一定程度的压实作用。注塑压力对熔体的流动、充模及制件质量都有很大影响。如图2-13所示,注塑压力与充模时间的关系曲线呈抛物线状。只有选择适中的注塑压力才能保证熔体在注塑过程中具有较好的流动性能和充模性能,同时保证制件的成型质量。注塑压力的大小取决于制件成型树脂原料的品种、制件的复杂度、壁厚、喷嘴的结构形式、模具浇口的类型和尺寸及注塑机类型等因素。
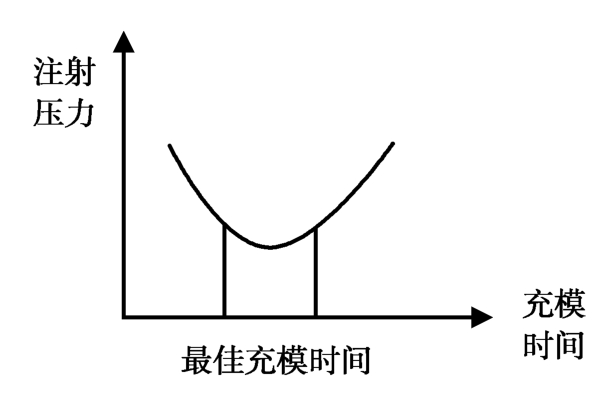
图2-13
保压压力是指对模腔内树脂熔体进行压实及维护向模腔内进行补料流动所需要的压力。保压压力是重要的注塑工艺参数之一,保压压力和保压时间的选择直接影响注塑制品的质量,保压压力与注塑压力一样都由液压系统决定。在保压初期,制品质量随保压时间而增加,达到一定时间不再增加。延长保压时间有助于减少制品的收缩率,但过长的保压时间会使制品两个方向上的收缩率程度出现差异,令制品各个方向上的内应力差异增大,造成制品翘曲、黏模。在保压压力及熔体温度一定时,保压时间的选择应取决于浇口凝固时间。
背压是指螺杆顶部熔料在螺杆转动后退时对其施加的反向压力。增大背压可以排出原料中的空气,提高熔体密实程度,还会增大熔体内的压力,螺杆后退速度减少,塑化过程的剪切作用加强、摩擦热增多、熔体温度上升,塑化效果提高。但是背压增大后,如果不相应提高螺杆转速,那么,熔体在螺杆计量段螺槽中将会产生较大的逆流和漏流,从而使塑化能力下降。背压的大小与制件成型树脂原料品种、喷嘴种类及加料方式有关。
3.时间
注塑成型周期主要由注塑时间、保压时间、冷却时间和开模时间组成。
注塑时间指注塑活塞在注塑油缸内开始向前运动直至模腔被全部充满为止所经历的时间。
保压时间为从模腔充满后开始,到保压结束为止所经历的时间。
注塑时间与保压时间由制件成型树脂原料的流动性能、制件几何形状、制件尺寸大小、模具浇注系统的形式、成型所用的注塑方式和其他工艺条件等因素决定。
冷却时间指保压结束到开启模具所经历的时间。冷却时间的长短受熔体温度、模具温度、脱模温度和冷却剂温度等因素的影响,降低生产效率,还可能造成具有复杂几何形状的制件脱模困难。
开模时间为模具开启取出制件到下个成型周期开始的时间。注塑机的自动化程度高,模具复杂度低,则开模时间短,否则开模时间较长。