
下载掌阅APP,畅读海量书库
立即打开



在机械制造过程中,数控加工的应用可提高生产率、稳定加工质量、缩短加工周期、增加生产柔性、实现对各种复杂精密零件的自动化加工,如图 2-1 所示为数控加工中心。
数控加工中心易于在工厂或车间实行计算机管理,还能减少车间设备总数、节省人力、改善劳动条件,有利于加快产品的开发和更新换代,提高企业对市场的适应能力,并提高企业综合经济效益。

图 2-1 数控加工中心
学习数控编程,首先要了解数控技术的相关概念。这些概念包括数控的概念、数控机床和数控系统的概念。
● 数控:GB8129—1997 中对NC的定义为:用数值数据的控制装置,在运行过程中不断引入数值数据,从而对某一生产过程实现自动控制。
● 数控机床:若机床的操作命令以数值数据的方式描述,并按照规定的程序自动进行,则这种机床称为数控机床。
● 数控系统:数控系统是指计算机数字控制装置、可编程序控制器、进给驱动与主轴驱动装置等相关设备的总称。为区别它们,将其中的计算机数字控制装置称为数控装置。
计算机数控的发展,先后经历了电子管(1952 年)晶体管(1959 年)、小规模集成电路(1965 年)、大规模集成电路及小型计算机(1970 年)和微处理机或微型计算机(1974年)等 5 代数控系统。
前三代属于专用控制计算机的硬接线(硬件)数控装置,一般称为NC数控装置。第四代数控系统采用小型计算机代替专用硬件控制计算机,这种数控系统称为计算机数控系统(Computerized Numrical Control,即CNC)。自 1974 年开始,以微处理机为核心的数控装置(Microcomcuperized Numerical Control即MNC)得到迅速发展。
我国从 1958 年开始研制数控机床,20 世纪 60 年代中期进入实用阶段。自 20 世纪 80年代开始,引进日本、美国、德国等国外著名数控系统和伺服系统制造商的技术,使我国数控系统在性能、可靠性等方面得到了迅速发展。经过“六五”、“七五”、“八五”及“九五”科技攻关,我国已掌握了现代数控技术的核心内容。目前我国已有数控系统(含主轴与进给驱动单元)生产企业 50 多家,数控机床生产企业百余家。
采用数控技术进行控制的机床,称为数控机床(NC机床)。
数控机床是一种高效的自动化数字加工设备,它严格按照加工程序,自动对被加工工件进行加工。数控系统外部输入的直接用于加工的程序(手工输入、网络传输、DNC传输)称为数控程序。执行数控程序对应的是数控系统内部的数控系统软件,数控系统是用于数控机床工作的核心部分。
主要由机床本体、数控系统、驱动装置、辅助装置等几个部分组成。
● 机床本体:是数控机床加工的机械部分,主要包括支承部件(床身、立柱等)、主运动部分(主轴箱)、进给运动部件(工作台滑板、刀架)等。
● 数控系统:(CNC装置)是数控机床的控制核心,一般是一台专用的计算机。
● 驱动装置:是数控机床的驱动部分,包括主轴电动机、进给伺服电动机等。
● 辅助装置:指数控机床的一些配套部件,包括刀库、液压装置、启动装置、冷却系统、排屑装置、夹具、换刀机械手等。
如图 2-2 所示为常见的立式数控铣床。
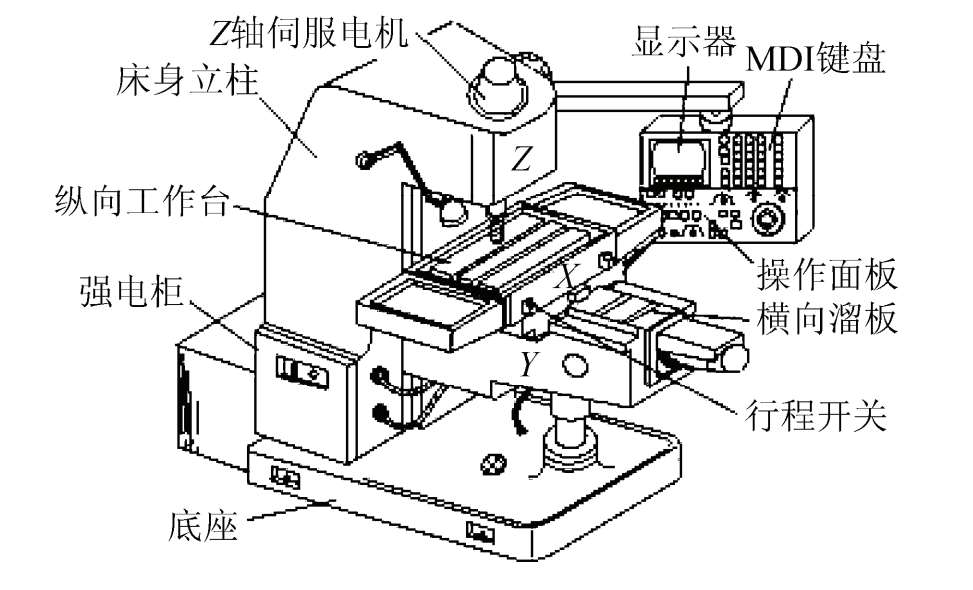
图 2-2 立式数控铣床
数控机床的主要技术参数包括工作台面积、各坐标轴行程、主轴转速范围、切削进给速度范围、刀库容量、换刀时间、定位精度、重复定位精度等。可分成尺寸参数、接口参数、运动参数、动力参数、精度参数、其他参数几个方面来认识。
1.尺寸参数
包括工作台面积(长、宽)、承重;主轴端面到工作台的距离;交换工作台尺寸数量及交换时间,其作用是影响到加工工件的尺寸范围大小、重量、编程范围,及刀具、工件、机床之间的干涉。
2.接口参数
包括工作台T型槽数;槽宽槽间距;主轴孔锥度、直径;最大刀具尺寸及重量;刀具容量交换时间等,其作用是影响到工件、刀具安装及加工适应性和效率。
3.运动参数
包括各坐标行程及摆角范围;主轴转速范围;各坐标快速进给速度、切削进给速度范围,其作用是响到加工性能及编程参数。
4.动力参数
内容包括主轴电机功率;伺服电机额定转矩,其作用是影响到切削负荷。
5.精度参数
内容包括定位精度和重复定位精度;回转工作台的精度,其作用是影响到加工精度及其一致性。
6.其他参数
内容包括外形尺寸、重量,其作用是影响到使用环境。
总的来说,数控加工有如下特点:
● 自动化程度高,具有很高的生产效率。除手工装夹毛坯外,其余全部加工过程都可由数控机床自动完成。若配合自动装卸手段,则是无人控制工厂的基本组成环节。数控加工减轻了操作者的劳动强度,改善了劳动条件;省去了划线、多次装夹定位、检测等工序及其辅助操作,有效地提高了生产效率。
● 对加工对象的适应性强。改变加工对象时,除了更换刀具和解决毛坯装夹方式外,只需重新编程即可,不需要做其他任何复杂的调整,从而缩短了生产准备周期。
● 加工精度高,质量稳定。加工尺寸精度在 0.005~0.01(mm)之间,不受零件复杂程度的影响。由于大部分操作都由机器自动完成,因而消除了人为误差,提高了批量零件尺寸的一致性,同时精密控制的机床上还采用了位置检测装置,更加提高了数控加工的精度。
易于建立与计算机间的联络,容易实现群控。由于机床采用数字信息控制,易于与计算机辅助设计系统连接,形成CAD/CAM一体化系统,并建立起各机床间的联系,容易实现群控。
当操作人员使用机床加工零件时,通常都需要对机床的各种动作进行控制,一是控制动作的先后次序,二是控制机床各运动部件的位移量。采用普通机床加工时,这种开车、停车、走刀、换向、主轴变速和开关切削液等操作都是由人工直接控制的。
1.数控加工的一般工作原理
采用自动机床和仿形机床加工时,上述操作和运动参数则是通过设计好的凸轮、靠模和挡块等装置以模拟量的形式来控制的,它们虽能加工比较复杂的零件,并有一定的灵活性和通用性,但是零件的加工精度受凸轮、靠模制造精度的影响,且工序准备时间也很长。数控加工的一般工作原理如图 2-3 所示。
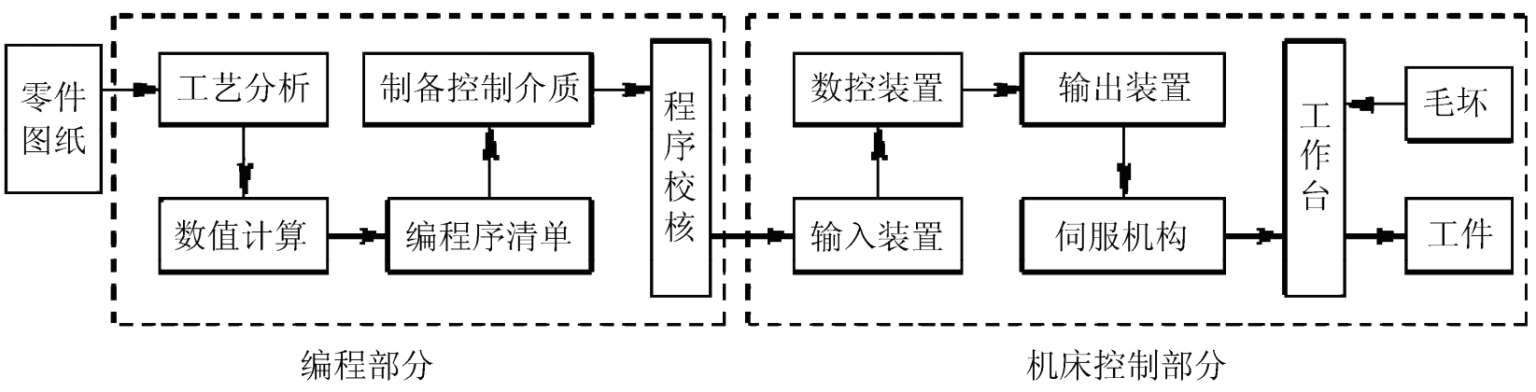
图 2-3 数控加工的工作原理
机床上的刀具和工件间的相对运动,称为表面成形运动,简称成形运动或切削运动。数控加工是指数控机床按照数控程序所确定的轨迹(称为数控刀轨)进行表面成形运动,从而加工出产品的表面形状。如图 2-4 所示为平面轮廓加工示意图。如图 2-5 所示为曲面加工的切削示意图。
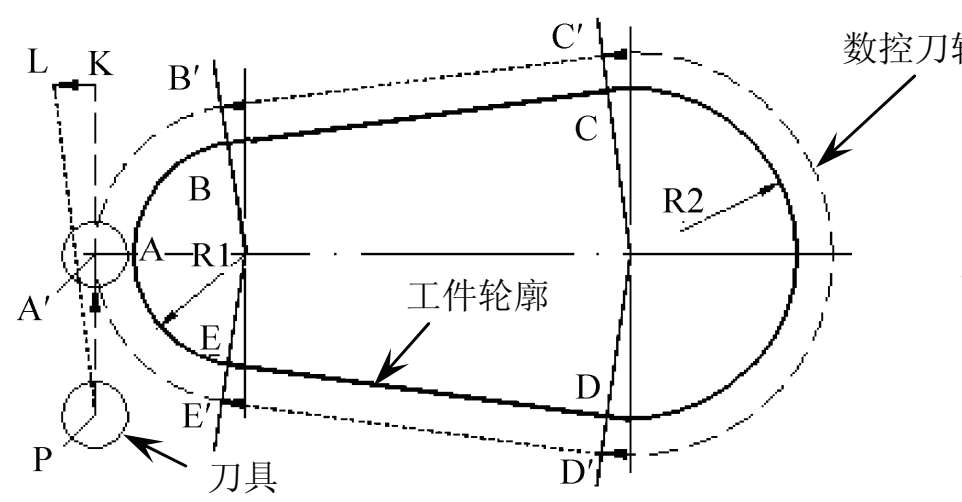
图 2-4 平面轮廓加工
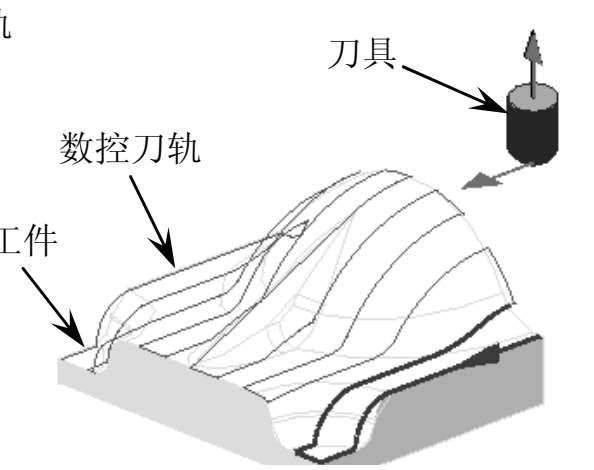
图 2-5 曲面加工
2.数控刀轨
数控刀轨是由一系列简单的线段连接而成的折线,折线上的结点称为刀位点。刀具的中心点沿着刀轨依次经过每一个刀位点,从而切削出工件的形状。
刀具从一个刀位点移动到下一个刀位点的运动称为数控机床的插补运动。由于数控机床一般只能以直线或圆弧这两种简单的运动形式完成插补运动,因此数控刀轨只能是由许多直线段和圆弧段将刀位点连接而成的折线。
数控编程的任务是计算出数控刀轨,并以程序的形式输出到数控机床,其核心内容就是计算出数控刀轨上的刀位点。
在数控加工误差中,与数控编程直接相关的有两个主要部分:
● 刀轨的插补误差:由于数控刀轨只能由直线和圆弧组成,因此只能近似地拟合理想的加工轨迹,如图 2-6 所示。
● 残余高度:在曲面加工中,相邻两条数控刀轨之间会留下未切削区域,如图 2-7所示,由此造成的加工误差称为残余高度,它主要影响加工表面的粗糙度。
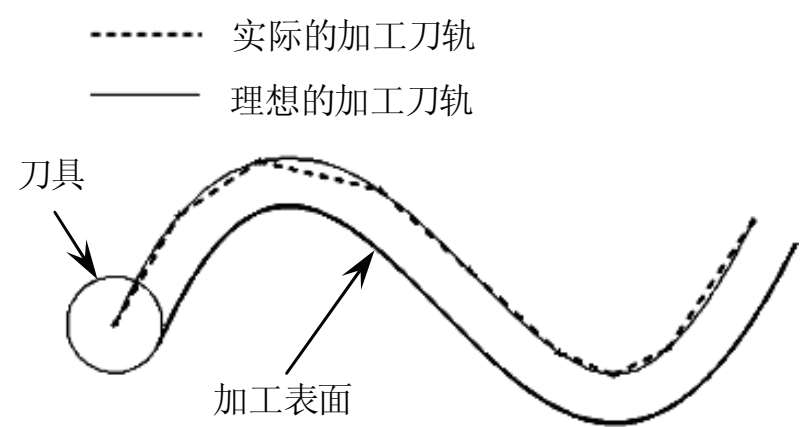
图 2-6 刀轨的插补误差
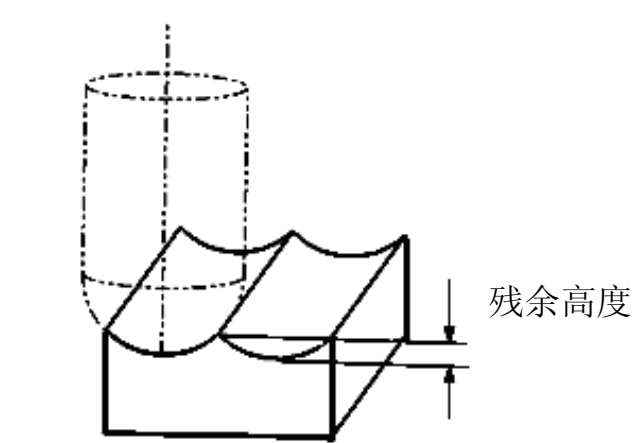
图 2-7 残余高度