下载掌阅APP,畅读海量书库
立即打开



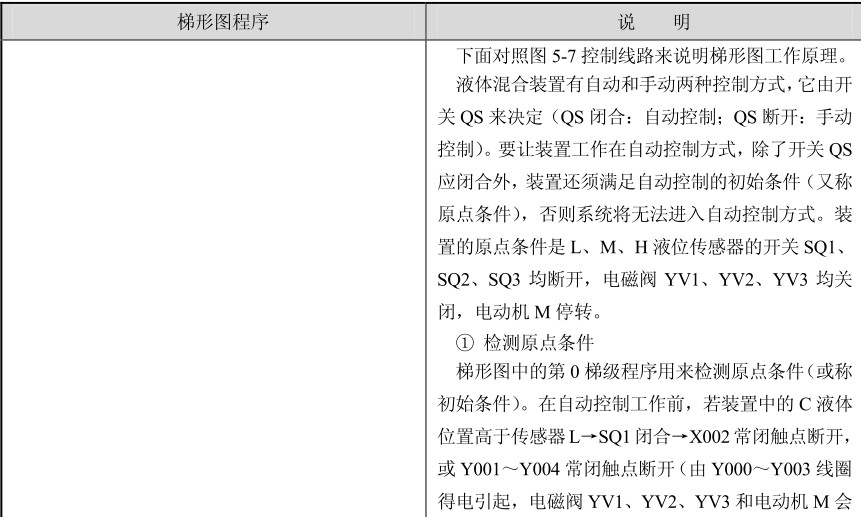
两种液体混合装置如图5-6所示,YV1、YV2分别为A、B液体注入控制电磁阀,电磁阀线圈通电时打开,液体可以流入,YV3为C液体流出控制电磁阀,H、M、L分别为高、中、低液位传感器,M为搅拌电动机,通过驱动搅拌部件旋转使A、B液体充分混合均匀。
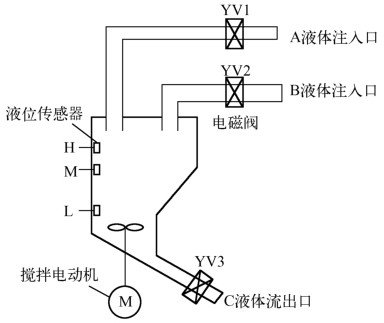
图5-6 两种液体混合装置
液体混合装置控制要求如下:
① 装置的容器初始状态应为空的,三个电磁阀都关闭,电动机M停转。按下启动按钮, YV1电磁阀打开,注入A液体,当A液体的液位达到M位置时,YV1关闭;然后YV2电磁阀打开,注入B液体,当B液体的液位达到H位置时,YV2关闭;接着电动机M开始运转搅20s,而后YV3电磁阀打开,C液体(A、B混合液)流出,当C液体的液位下降到L位置时,开始20s计时,在此期间C液体全部流出,20s后YV3关闭,一个完整的周期完成。以后自动重复上述过程。
② 当按下停止按钮后,装置要完成一个周期才停止。
③ 可以用手动方式控制A、B液体的注入和C液体的流出,也可以手动控制搅拌电动机的运转。
液体混合装置控制采用的输入/输出设备和对应的PLC端子见表5-1。
表5-1 液体混合装置控制采用的输入/输出设备和对应的PLC端子

图5-7为液体混合装置的PLC控制线路图。

图5-7 液体混合装置的PLC控制线路图
在编写较复杂的步进程序时,建议先绘制状态转移图,再按状态转移图的框架绘制梯形图。三菱FXGP/WIN-C编程软件具有一定的状态转移图绘制功能,但只能绘制流程图主干,因此可采用手工或借助一般的图形软件绘制状态转移图。
图5-8为液体混合装置控制的状态转移图。
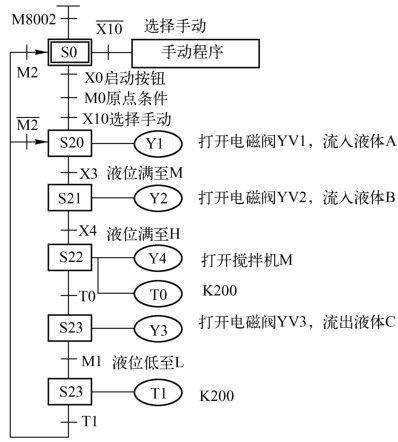
图5-8 液体混合装置控制的状态转移图
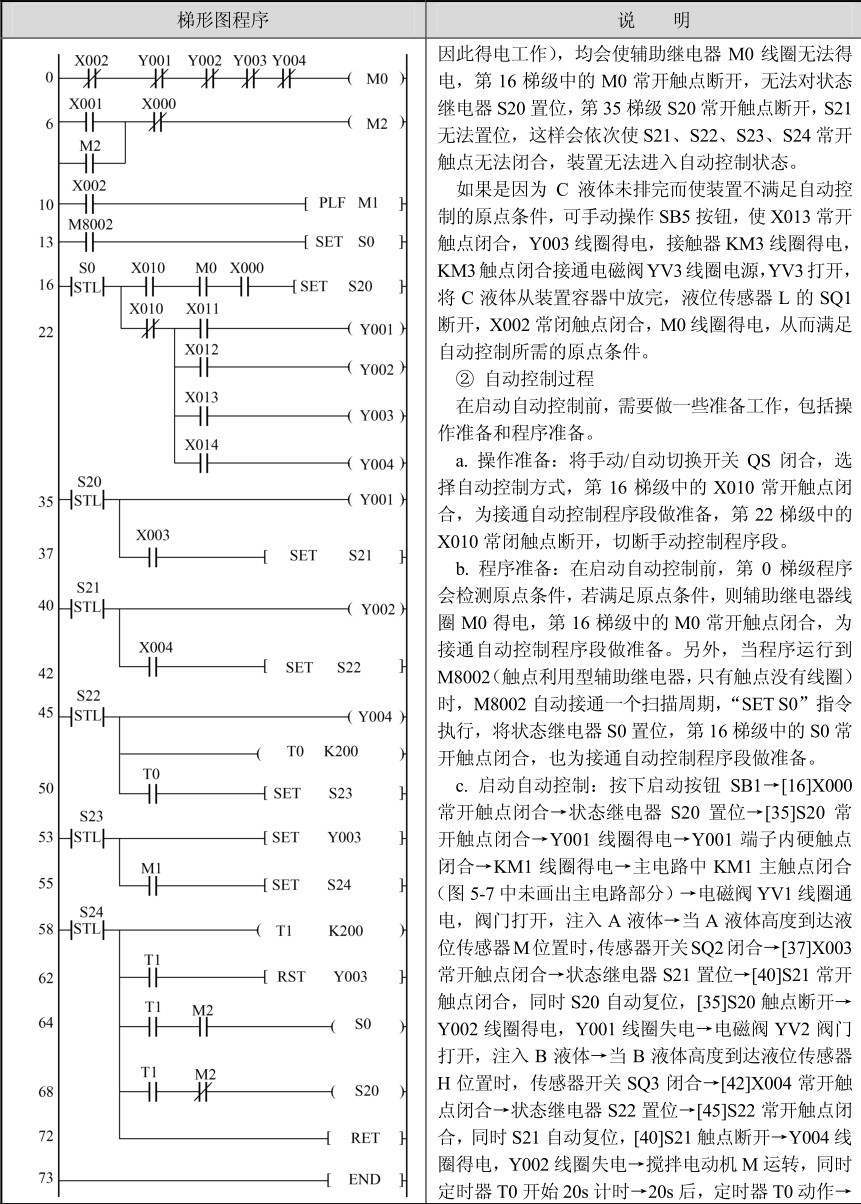
启动三菱FXGP/WIN-C编程软件,按照图5-8所示的状态转移图编写梯形图。编写完成的液体混合装置控制梯形图程序及说明见表5-2。
表5-2 液体混合装置控制梯形图程序及说明
续表
续表
简易机械手结构如图5-9所示。M 1为控制机械手左右移动的电动机,M 2为控制机械手上下升降的电动机,YV 线圈用来控制机械手夹紧放松,SQ1 为左到位检测开关, SQ2为右到位检测开关,SQ3为上到位检测开关,SQ4为下到位检测开关,SQ5为工件检测开关。
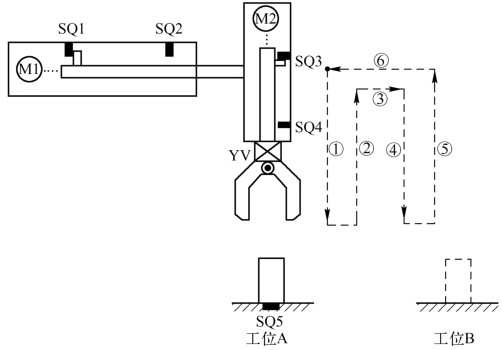
图5-9 简易机械手的结构
简易机械手控制要求如下:
① 机械手要将工件从工位A移到工位B处。
② 机械手的初始状态(原点条件)是机械手应停在工位A的上方,SQ1、SQ3均闭合。
③ 若原点条件满足且SQ5闭合(工件A处有工件),按下启动按钮,机械按“原点→下降→夹紧→上升→右移→下降→放松→上升→左移→原点停止”步骤工作。
简易机械手控制采用的输入/输出设备和对应的PLC端子见表5-3。
表5-3 简易机械手控制采用的输入/输出设备和对应的PLC端子

图5-10为简易机械手的PLC控制线路图。
图5-11为简易机械手控制的状态转移图。
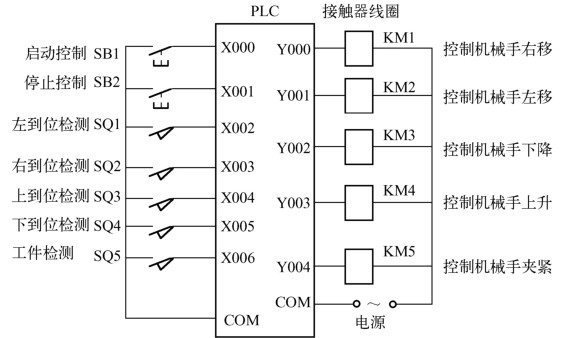
图5-10 简易机械手的PLC控制线路图

图5-11 简易机械手控制状态转移图
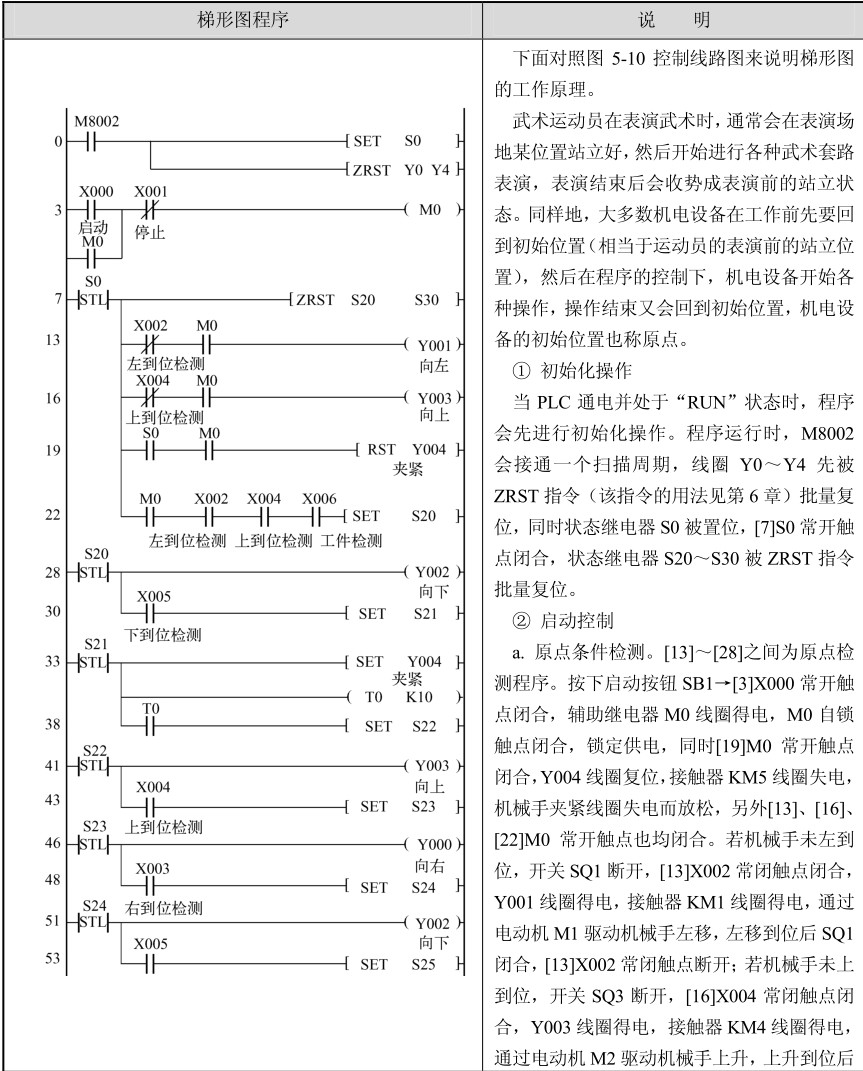
启动三菱FXGP/WIN-C编程软件,按照图5-11所示的状态转移图编写梯形图。编写完成的简易机械手控制梯形图程序及说明见表5-4。
表5-4 简易机械手控制梯形图程序及说明
续表

续表
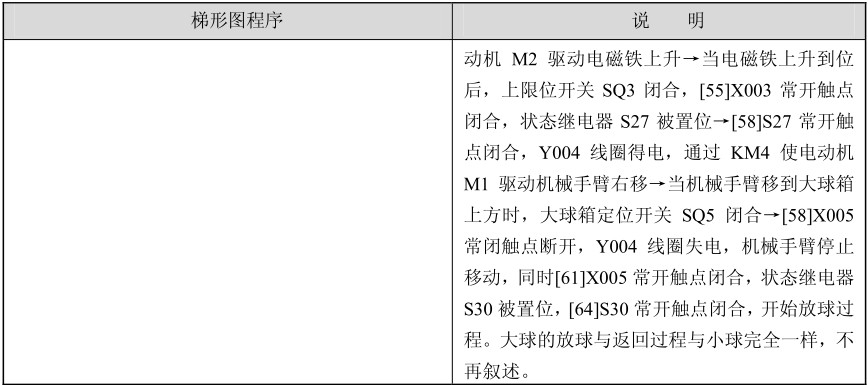
大小铁球分拣机结构如图5-12所示。M1为传送带电动机,通过传送带驱动机械手臂左向或右向移动;M2为电磁铁升降电动机,用于驱动电磁铁YA上移或下移;SQ1、SQ4、SQ5分别为混装球箱、小球球箱、大球球箱的定位开关,当机械手臂移到某球箱上方时,相应的定位开关闭合;SQ6为接近开关,当铁球靠近时开关闭合,表示电磁铁下方有球存在。
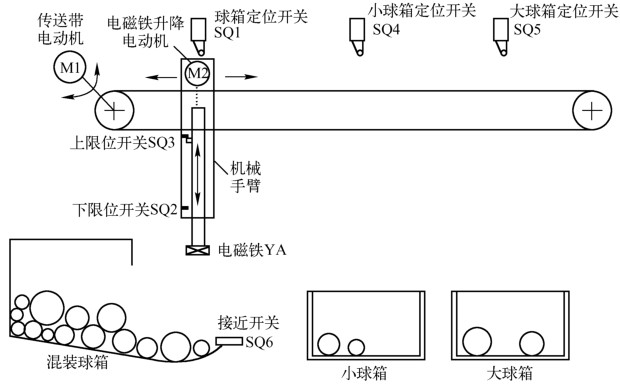
图5-12 大小铁球分拣机的结构
大小铁球分拣机控制要求及工作过程如下:
① 分拣机要从混装球箱中将大小球分拣出来,并将小球放入小球箱内,大球放入大球箱内。
② 分拣机的初始状态(原点条件)是机械手臂应停在混装球箱上方,SQ1、SQ3均闭合。
③ 在工作时,若SQ6闭合,则电动机M2驱动电磁铁下移,2秒后,给电磁铁通电从混装球箱中吸引铁球,若此时SQ2处于断开,表示吸引的是大球,若SQ2处于闭合,则吸引的是小球,然后电磁铁上移,SQ3闭合后,电动机M1带动机械手臂右移,如果电磁铁吸引的为小球,机械手臂移至 SQ4 处停止,电磁铁下移,将小球放入小球箱(让电磁铁失电),而后电磁铁上移,机械手臂回归原位,如果电磁铁吸引的是大球,机械手臂移至SQ5处停止,电磁铁下移,将小球放入大球箱,而后电磁铁上移,机械手臂回归原位。
大小铁球分拣机控制系统采用的输入/输出设备和对应的PLC端子见表5-5 。
表5-5 大小铁球分拣机控制采用的输入/输出设备和对应的PLC端子

图5-13为大小铁球分拣机的PLC控制线路图。

图5-13 大小铁球分拣机的PLC控制线路图
分拣机拣球时抓的可能为大球,也可能为小球,若抓的为大球时则执行抓取大球控制,若抓的为小球则执行抓取小球控制,这是一种选择性控制,编程时应采用选择性分支方式。图5-14为大小铁球分拣机控制的状态转移图。
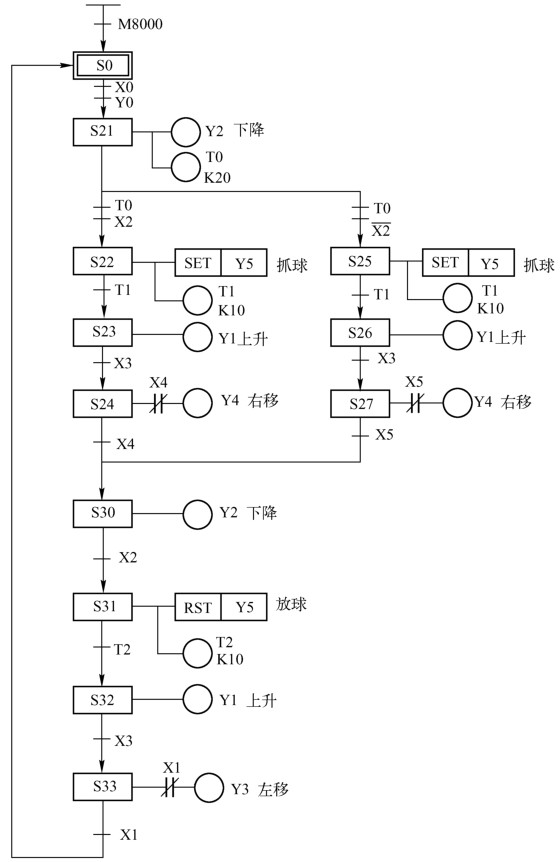
图5-14 大小铁球分拣机控制的状态转移图
启动三菱FXGP/WIN-C编程软件,根据图5-14所示的状态转移图编写梯形图。编写完成的大小铁球分拣机控制梯形图程序及说明见表5-6。
表5-6 大小铁球分拣机控制梯形图程序及说明

续表

续表
在第4章介绍了用普通指令编程对交通信号灯进行简单控制,下面介绍一种较完善的采用步进指令的交通信号灯控制系统。
系统要求对交通信号灯能进行自动和手动控制。
自动控制分白天(6:00~23:00)和晚上(23:00~6:00)。
白天控制时序如图5-15所示,南北红灯亮30s,在南北红灯亮30s的时间里,东西绿灯先亮25s再以1次/秒频率闪烁3次,接着东西黄灯亮2s,30s后南北红灯熄灭,熄灭时间维持30s,在这30s时间里,东西红灯一直亮,南北绿灯先亮25s,然后以1次/秒频率闪烁3次,接着南北黄灯亮2s。以后重复前述过程。
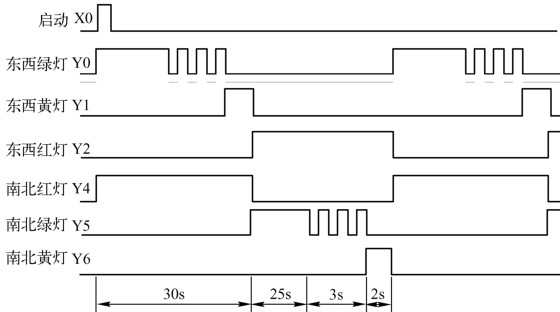
图5-15 交通信号灯的白天控制时序
晚上的控制要求是所有红绿灯熄灭,只有黄灯闪烁。
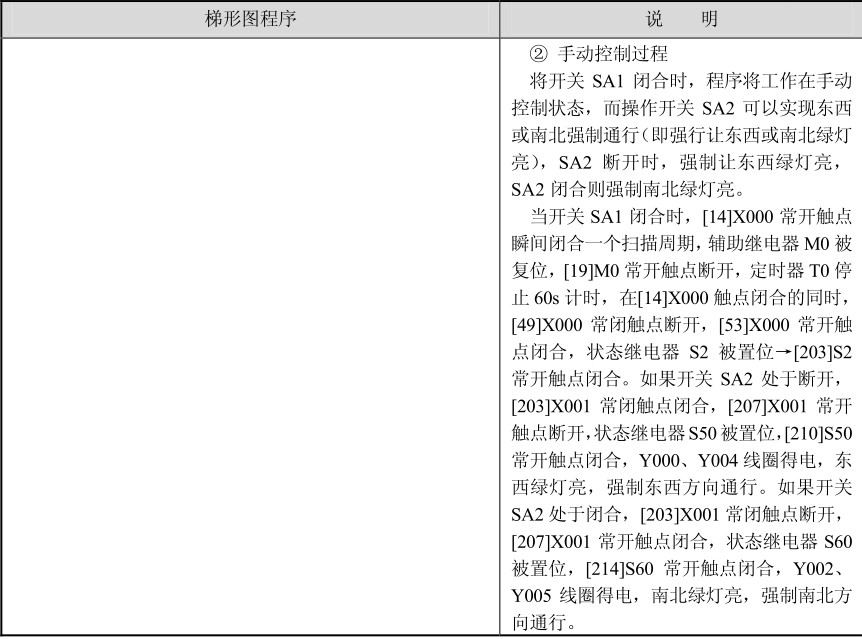
在紧急情况下,可以采用手动方式强制东西或南北方向通行,即强行让东西或南北绿灯亮。
交通信号灯控制采用到的输入/输出设备和对应的PLC端子见表5-7。
表5-7 交通信号灯控制采用的输入/输出设备和对应的PLC端子

图5-16 为交通信号灯控制线路图。

图5-16 交通信号灯控制线路图
在控制交通信号灯时,要求南北信号灯和东西信号灯同时工作,这是一种并行控制,编程时应采用并行分支方式。图5-17 为交通信号灯控制的状态转移图。
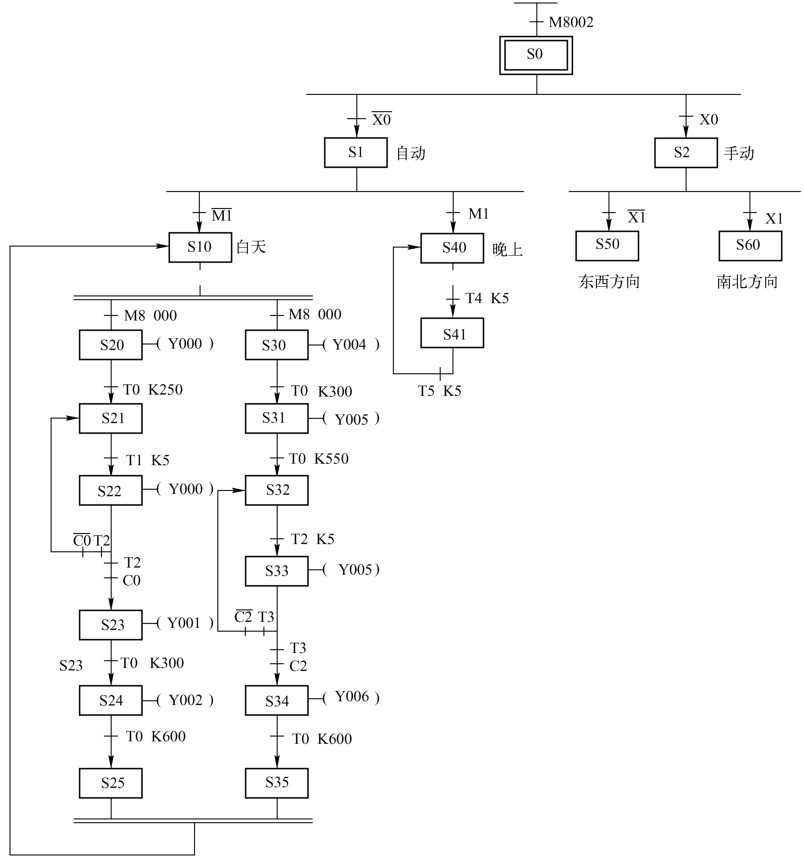
图5-17 交通信号灯控制的状态转移图
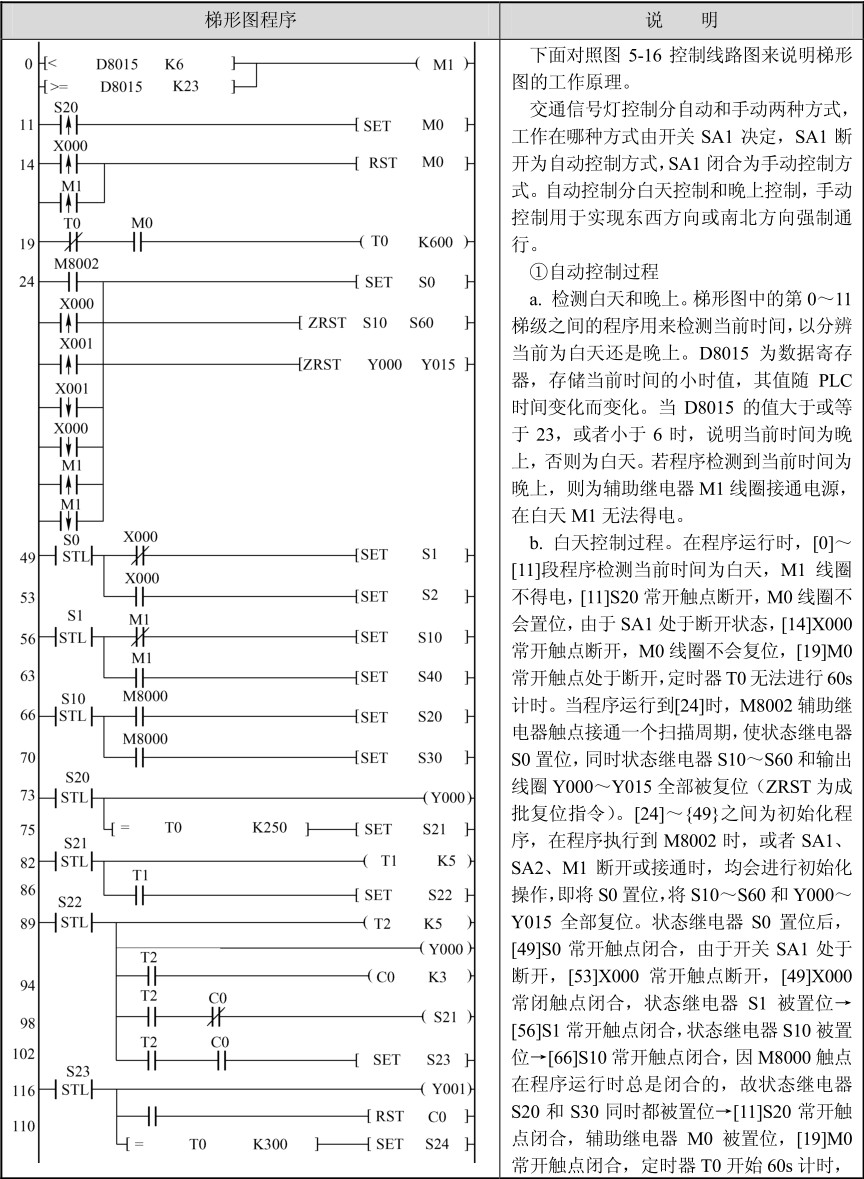
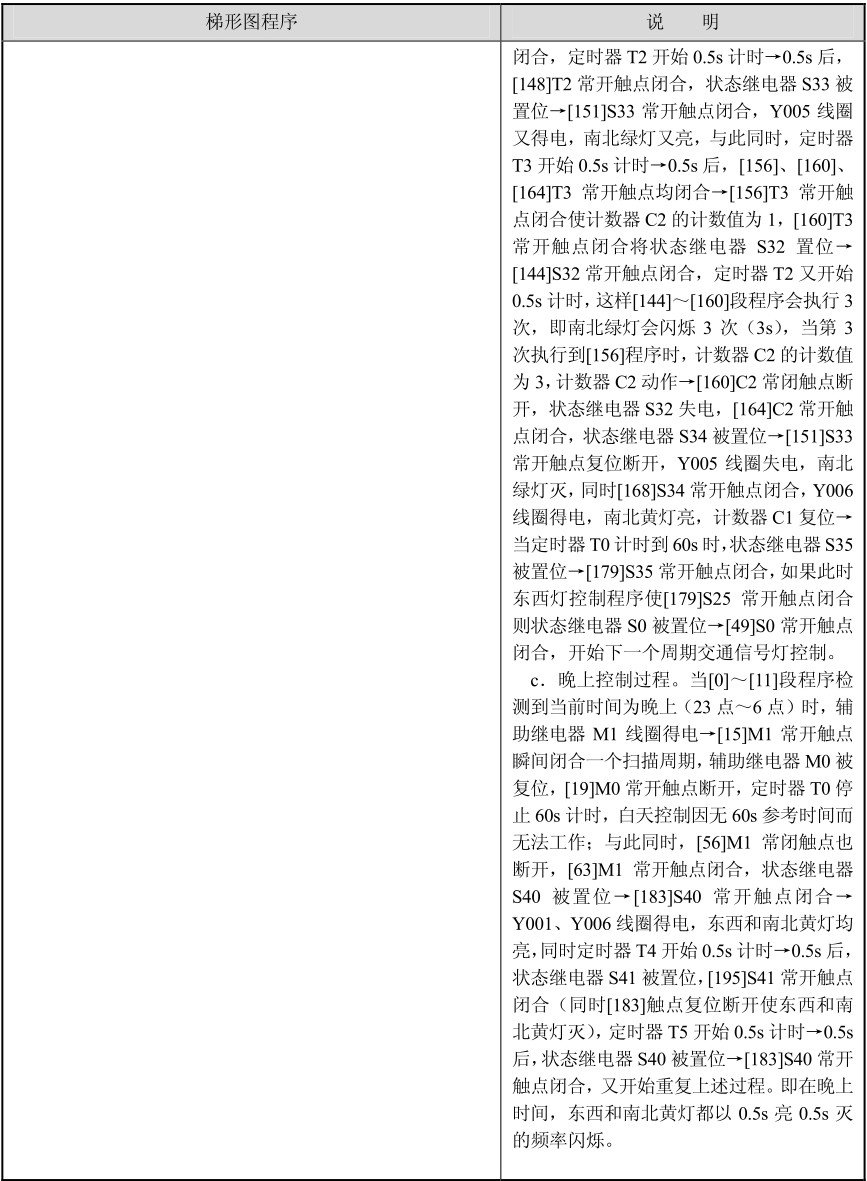
启动三菱FXGP/WIN-C编程软件,按照图5-17所示的状态转移图编写梯形图。编写完成的交通信号灯控制梯形图程序及说明见表5-8。
表5-8 交通信号灯控制梯形图程序及说明
续表

续表
续表