
下载掌阅APP,畅读海量书库
立即打开



数控机床加工零件的步骤如下所述。
(1)根据被加工零件的图样与工艺规程,用规定的代码和程序格式编写加工程序。
(2)将所编写的程序指令输入机床数控装置。
(3)数控装置将程序代码进行译码、运算后,向机床各个坐标的伺服机构和辅助控制装置发出信号,以驱动机床的各运动部件,并控制所需要的辅助动作,最后加工出合格的零件。
数控机床的组成如图1-1所示。
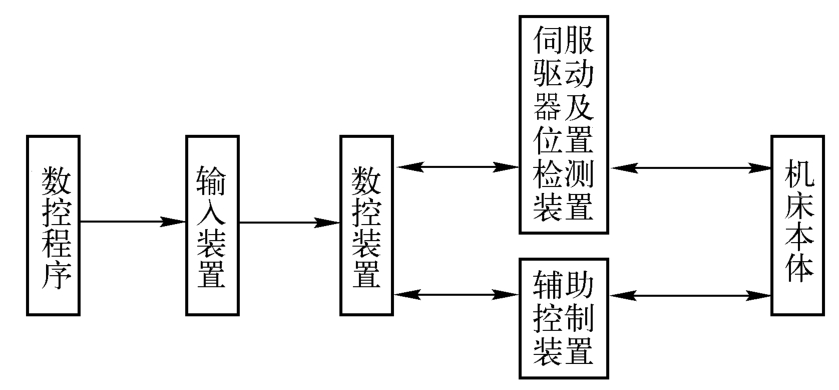
图1-1 数控机床的组成
1.数控程序
数控程序是数控机床自动加工零件的工作指令的集合。通过对零件进行工艺分析,得到零件的所有运动、尺寸、工艺参数等加工信息,然后用标准的由文字、数字和符号组成的数控代码,按规定的方法和格式编制零件加工的数控程序。
编制程序的工作可由人工进行,或者在数控机床外部用自动编程计算机系统来完成,比较先进的数控机床可以在它的数控装置上直接编程。
数控程序存放在便于输入到数控装置的一种存储载体上,它可以是穿孔纸带、磁卡、磁盘等。采用哪一种存储载体,取决于数控装置的设计类型。
2.输入装置
输入装置的作用是将程序载体上的数控代码变成相应的电信号,并将其传送并存入数控装置内。根据程序存储介质的不同,输入装置可以是光电阅读机、录放机或磁盘驱动器。有些数控机床不用任何程序存储载体,而是将数控程序的内容通过数控装置上的键盘,用手工方式(MDI方式)输入,或者将数控程序由编程计算机用通信方式传送到数控装置中。
3.数控装置
数控装置是数控机床的核心,它接受输入装置送来的电信号,经过数控装置的系统软件或逻辑电路进行编译、运算和逻辑处理后,输出各种信号和指令来控制机床的各个部分完成规定的、有序的动作。在这些控制信号中,最基本的信号是由插补运算决定的各坐标轴(即做进给运动的各执行部件)的进给位移量、进给方向和速度的指令,经伺服驱动系统驱动执行部件做进给运动。其他信号还有主运动部件的变速换向和启/停信号;选择和交换刀具的刀具指令信号;控制冷却、润滑的启/停,工件和机床部件的松开、夹紧及分度工作台的转位等辅助指令信号。
4.伺服驱动系统及位置检测装置
伺服驱动系统由伺服驱动电路和伺服驱动装置(电动机)组成,并与机床上的执行部件和机械传动部件组成数控机床的进给系统。它根据数控装置发来的速度和位移指令控制执行部件的进给速度、方向和位移。每个做进给运动的执行部件都配有一套伺服驱动系统。
伺服驱动系统有开环、半闭环和闭环之分。在半闭环和闭环伺服驱动系统中,使用位置检测装置间接或直接测量执行部件的实际进给位移,然后与指令位移进行比较,最后按闭环控制原理将其差值转换放大后控制执行部件的进给运动。
5.辅助控制装置
辅助控制装置的主要作用是接收数控装置输出的主运动换向、变速、启/停、刀具的选择和变换,以及其他辅助装置动作等指令信号,经必要的编译、逻辑判别和运算,再经功率放大后直接驱动相应的电器,带动机床机械部件和液压气动等辅助装置完成指令规定的动作。此外,机床上的限位开关等开关信号经它处理后,送数控装置进行处理。可编程控制器(PLC)已广泛作为数控机床的辅助控制装置。
6.机床本体
数控机床本体由主运动部件、进给运动执行部件、床身和工作台,以及辅助运动部件、液压气动系统、润滑系统、冷却装置等组成。对于加工中心类的数控机床,还有存放刀具的刀库、交换刀具的机械手等部件。数控机床的组成与普通机床相似,但其传动结构要求更为简单,在精度、刚度、抗震性等方面的要求更高,而且其传动和变速系统便于实现自动化控制。