
下载掌阅APP,畅读海量书库
立即打开



数控编程中的数值计算是指根据工件的图样要求,按照已确定的加工路线和允许的编程误差,计算出数控系统所需输入的数据。对于带有自动刀具补偿功能的数控装置来说,通常要计算出零件轮廓上一些点的坐标值。数值计算的内容包括以下4个方面。
1)基点坐标的计算 零件的轮廓曲线一般由许多不同的几何元素组成,如直线、圆弧、二次曲线等。通常把各个几何元素间的连接点称为基点,如两条直线的交点、直线与圆弧的切点或交点、圆弧与圆弧的切点或交点、圆弧与二次曲线的切点和交点等。大多数零件的轮廓由直线和圆弧段组成,这类零件的基点计算较简单,用零件图上已知数值就可以计算出基点坐标,若不能,可用联立方程式求解方法求出基点坐标。
2)节点坐标的计算 CNC系统具有直线和圆弧插补功能,有的还具有抛物线插补功能。当加工中由双曲线、椭圆等组成平面轮廓时,就需要用许多直线或圆弧段逼近其轮廓。这种人为分割的线段,其相邻两线段的交点称为节点。编程时需要计算出各线段长度和节点的坐标值。
3)刀具中心轨迹的计算 全功能的CNC系统具有刀具补偿功能。编程时,只要计算出零件轮廓上的基点或节点坐标,并给出有关刀具补偿指令及其相关数据,数控装置便可自动进行刀具偏移计算,计算出所需的刀具中心轨迹坐标,从而控制刀具的运动。
有的经济型数控系统没有刀具补偿功能,此时一定要按刀具中心轨迹坐标数据编制加工程序,对刀具中心轨迹进行计算。
4)辅助计算 辅助计算的目的是为编制特定数控机床加工程序准备数据。不同的数控系统,其辅助计算内容和步骤也不尽相同。
【增量计算】 采用增量坐标系(相对坐标系)编程时,输入的数据为增量值。对于直线段要计算出直线终点相对于起点的坐标增量值;对于圆弧段,一种是要计算出圆弧终点相对于起点的坐标增量值和圆弧的圆心相对于圆弧起点的坐标增量值,另一种是要分别计算出圆弧起点和终点相对于圆心的坐标增量值。采用绝对坐标系编程时,一般不需要计算增量值,对于直线段可直接给出其终点坐标值;对于圆弧段,可直接给出圆弧终点坐标值及圆心相对于圆弧起点的坐标值。
【脉冲数计算】 进行数值计算时,采用的单位是毫米和度,其数据带有小数点。对于开环CNC系统,要求输入的数据是以脉冲为计量单位的整数,故应将计算出的坐标数据除以脉冲当量,即脉冲数计算。对于闭环(或半闭环)CNC系统,应直接输入带小数点的十进制数。
【辅助程序段的数值计算】 由对刀点到切入点的切入程序,由零件切削终点返回到对刀点的切出程序,以及无尖角过渡功能数控系统的尖角过渡程序均属辅助程序段,对此均需计算出辅助程序段所需的数据。
平面零件轮廓的曲线多数是由直线和圆弧组成的,而大多数数控机床的数控装置都具有直线和圆弧的插补功能、刀具半径补偿功能,所以只需计算出零件轮廓的基点坐标即可,这使编程工作大大简化。
由直线和圆弧组成的零件轮廓的数值计算比较简单。计算基点时,首先选定零件坐标系的原点,然后列出各直线和圆弧的数学方程,然后求出相邻几何元素的交点和切点即可。
对于所有直线,均可转化为一次方程的一般形式,即
对于所有的圆弧,均可转化为圆的标准方程形式,即

式中,ξ、η为圆弧的圆心坐标;R为圆弧半径。
求解上述相关的联立方程,即可求出有关的交点或切点的坐标值。
当数控装置具有刀具补偿功能时,需要计算出刀位点轨迹上的基点坐标。这时,可根据零件的轮廓和刀具半径r 刀 ,先求出刀位点的轨迹,即零件轮廓的等距线。
对于所有直线的等距线方程,可转化为

对于所有圆的等距方程,可转化为

求解上述相关的等距线联立方程,即可求出刀位点轨迹的基点坐标。
平面轮廓曲线除直线和圆弧外,还有椭圆、双曲线、抛物线、一般二次曲线、阿基米德螺线等以方程式给出的非圆曲线,这类曲线无法直接用直线和圆弧的插补加工出来,而常用直线或圆弧逼近的数学方法来处理。这时,需要计算出相邻两个逼近直线或圆弧的节点坐标。
1.直线逼近零件轮廓曲线时的节点计算
用直线逼近零件轮廓曲线的常用方法有等间距法、等步长法和等误差法(变步长法)。
1)等间距法直线逼近的节点计算 这种计算方法较为简单,其特点是使每个程序段的某一个坐标增量相等,然后根据曲线的表达式求出另一个坐标值,从而得到节点的坐标。在直角坐标系中,可使相邻节点间的x坐标增量或y坐标增量相等;在极坐标系中,可使相邻节点间的转角坐标增量或径向坐标增量相等,其计算方法如图2-16所示。由起点开始,每次增加一个坐标增量Δx得到x 1 ,将x 1 代入轮廓曲线方程y=f(x),即可求出A 1 点的y 1 坐标值。(x 1 ,y 1 )即为逼近线段的终点坐标值。如此反复,可求出一系列节点坐标值。根据这些坐标值即可进行编程。
这种方法的关键是确定间距值。该值应保证曲线y=f(x)和相邻两个节点间的法向距离小于允许的程序编制误差,即δ≤δ 允 。在实际生产中,常根据加工精度要求凭经验选取间距值,如取Δx=0.1mm,然后验算误差的最大值是否小于δ 允 。
求得逼近某一段的方程Ax+By+C=0和与之平行法向距离为δ的直线方程Ax+By=C±δ
 ,再求解联立方程:
,再求解联立方程:
在满足相切的条件下求得δ,使δ≤δ 允 。一般取δ 允 为零件公差的10%~20%。
2)等步长法直线逼近的节点计算 等步长法是在用直线逼近时,使每个程序段加工的长度相等,如图2-17所示。由于轮廓曲线各处的曲率不等,因此各程序段的插补误差δ 不等。因此,在编程时必须使产生的最大插补误差小于允许的插补误差,以满足加工精度的要求。用直线进行逼近时,一般认为误差的方向是在曲线的法向方向上计量的,同时误差的最大值产生在曲线的曲率最小处。这种算法的步骤如下所述。
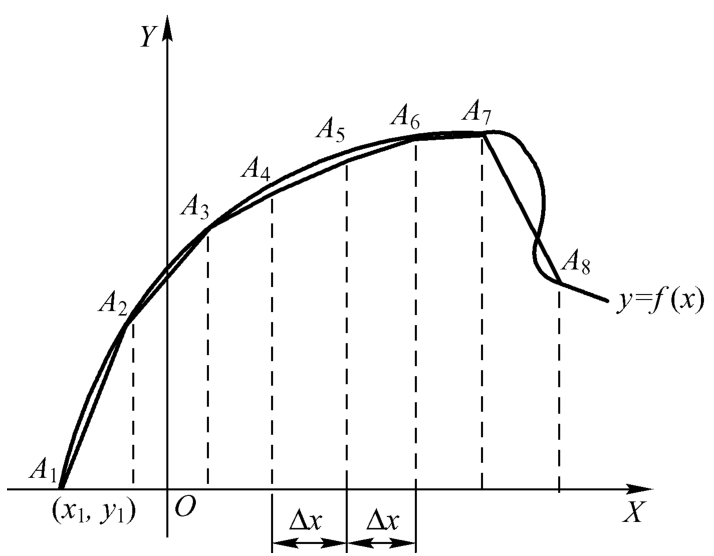
图2-16 等间距直线逼近法求节点
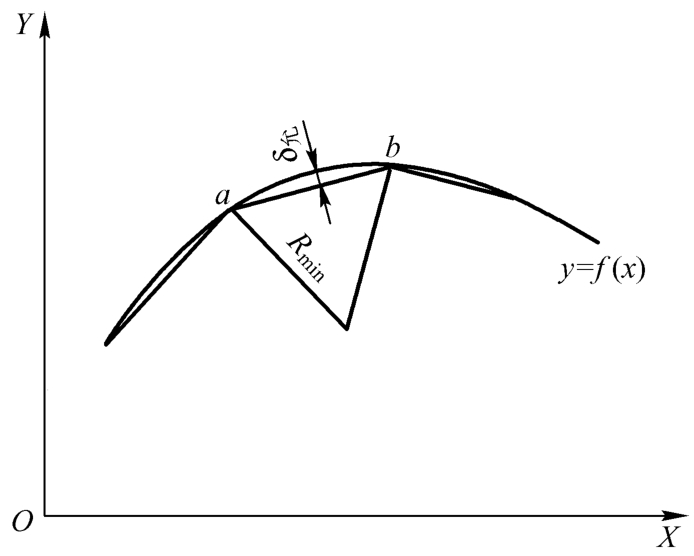
图2-17 等步长法求节点
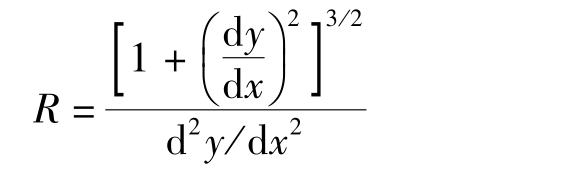
(1)由原始方程y=f(x)求出曲线的曲率半径R。对于直角坐标系:
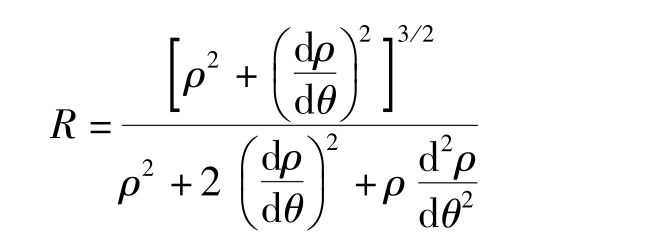
对于极坐标系:
(2)求最小曲率半径R min 。令
或
以此可求出x坐标值或θ值,将其代入曲率半径方程中,即可求得R min 。
(3)确定程序段加工长度。以R
min
为半径作曲率圆,如图2-17所示。在给定的允许插补误差δ
允
下的弦长
 为
为
(4)求节点。从曲线起点处开始,并以此为圆心,以弦长
 为半径作圆,并求出该圆与曲线y=f(x)的交点,该交点即为曲线上的第1个插补节点;再以求出的节点为圆心,以
为半径作圆,并求出该圆与曲线y=f(x)的交点,该交点即为曲线上的第1个插补节点;再以求出的节点为圆心,以
 为半径作圆,可得第2个节点;如此下去,可逐步求得各节点的坐标值。
为半径作圆,可得第2个节点;如此下去,可逐步求得各节点的坐标值。
等步长法的计算过程较为简便,常用于曲率变化不大的曲线节点的计算,但对于曲率变化较大的非圆曲线,程序段数目往往过多。
3)等误差法(变步长法)直线逼进的节点计算 等误差法的特点是使零件轮廓曲线上各逼近线段的插补误差δ相等,并且不大于δ 允 。
这种方法所确定的各逼近线段的长度是不相等的,如图2-18所示。其计算节点过程如下所述。
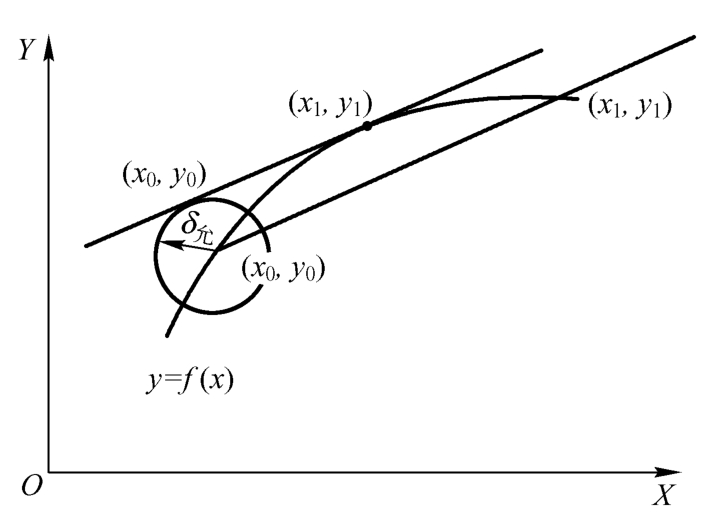
图2-18 等误差法求节点
(1)以起点(x 0 ,y 0 )为圆心,δ 允 为半径作圆,则圆的方程为

(2)求圆与轮廓曲线公切线的斜率k。设公切线方程为
式中,k=(y 1 -y 0 )/(x 1 -x 0 )。欲求k,需解联立方程:
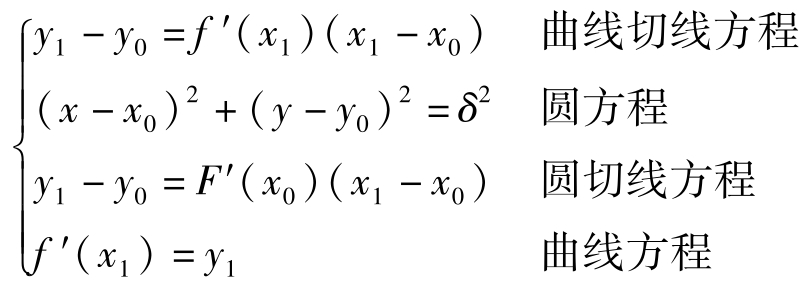
式中,F(x)表示圆的方程。
(3)求第一个节点。过点(x 0 ,y 0 ),作斜率为k的直线,直线方程为
求出y=f(x)与y=k(x-x 0 )+y 0 的交点,即为第一个节点。
(4)以(x 1 ,y 1 )点开始重复上述计算过程,得出其余各节点。
上述方法中,以等误差法的程序段数目最少,但计算较烦琐。
2.圆弧逼近零件轮廓时的节点计算
除采用直线逼近外,零件轮廓曲线还可以采用逐段的圆弧来逼近。当轮廓曲线可以用数学方程表示时,即可用彼此相交的圆弧来逼近轮廓曲线,并使逼近误差不大于δ 允 。下面主要介绍圆弧分割法及三点作图法。
1)圆弧分割法 圆弧分割法应用在曲线y=f(x)为单调的情形。若非单调曲线,可以在拐点处将曲线分段,使每段曲线为单调曲线,如图2-19 所示。其计算方法如下所述。
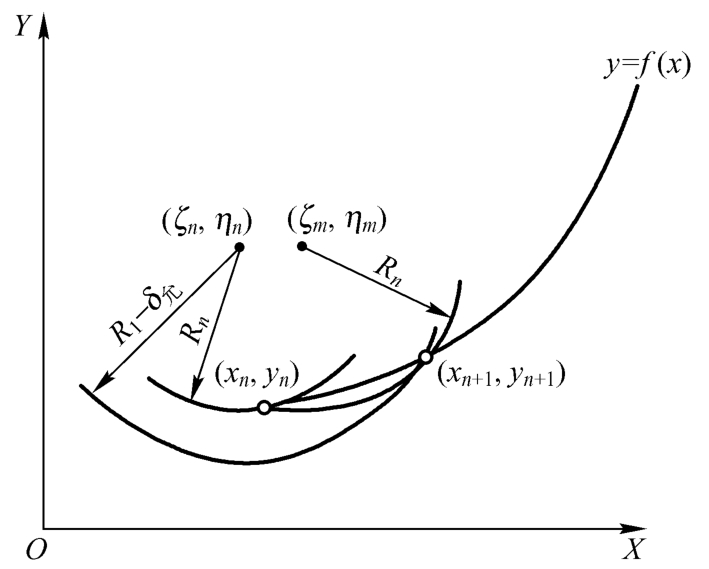
图2-19 圆弧分割法求节点
(1)求轮廓曲线y=f(x)起点(x n ,y n )的曲率圆,其半径为
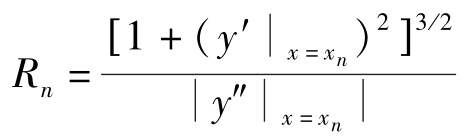
圆心坐标为
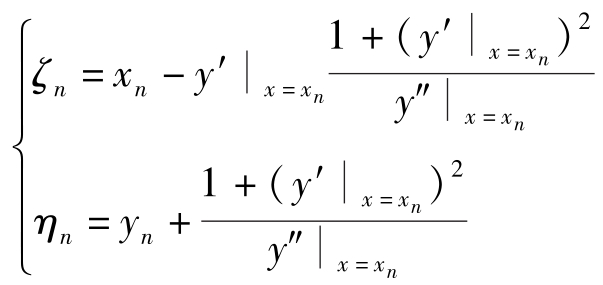
(2)求以(ζ n ,η n )为圆心,以(R n ±δ 允 )为半径的圆与 y=f(x)的交点。解联立方程:
式中,当轮廓曲线的曲率递减时,取(R n +δ 允 )为半径;当轮廓曲线的曲率递增时,取(R n -δ 允 )为半径。
由联立方程解得的(x,y)值,即为圆弧与y=f(x)的交点(x n+1 ,y n+1 )。重复上述计算,可依次求得分割轮廓曲线的各节点的坐标值。
(3)求 y=f(x)上两个相邻节点间逼近圆弧的圆心。
所求两个节点间的逼近圆弧是以(x n ,y n )为始点,以(x n+1 ,y n+1 )为终点,以R n 为半径的圆弧。为求此圆弧圆心的坐标,可分别以(x n ,y n )和(x n+1 ,y n+1 )为圆心,以R n 为半径作两个圆弧,两个圆弧的交点即为所求圆心的坐标,即解联立方程:
解得(x,y)的值即为所求逼近圆弧的圆心坐标(ζ m ,η m )。根据上述参数即可编制圆弧程序段。
2)三点作图法 首先用直线逼近法计算出轮廓曲线的节点坐标,然后再通过连续的3个节点作圆,此方法称为三点作图法。过连续3点的逼近圆弧的圆心坐标及半径可用解析法求得。
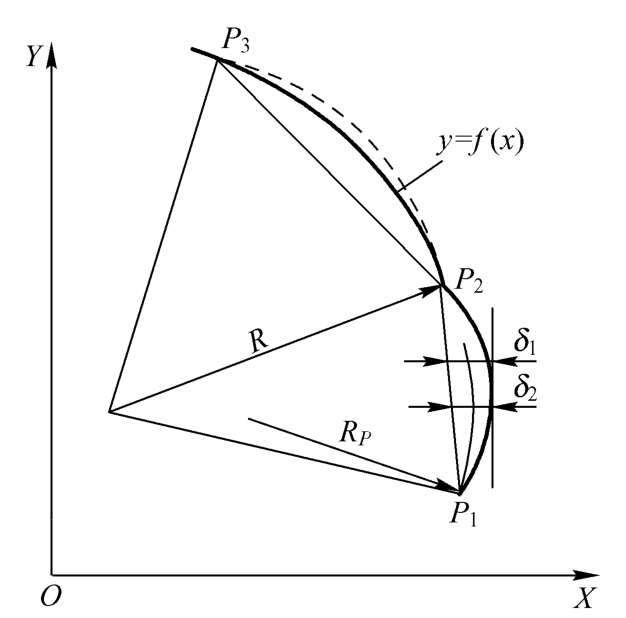
图2-20 三点作图法
注意,若直线逼近轮廓曲线的误差为 δ 1 ,圆弧与轮廓的误差为δ 2 ,则δ 2 <δ 1 。如图2-20 所示,为了减少圆弧段的数目,并保证编程精度,应使δ=δ 允 ,此时直线逼近误差δ 1 为
式中,R P 为曲线y=f(x)在P 1 点的曲率半径;R为逼近圆的半径。
前述零件轮廓曲线基点或节点的计算方法,都是基于已知轮廓曲线的方程的情况下得到的,如直线、圆、抛物线、椭圆,以及二次、三次曲线等。在实际生产中,有较多零件的轮廓曲线或曲面,如某些凸轮样板、模具、叶片等,常采用列表坐标点形式来描绘,而不给出方程,这样的零件轮廓曲线或曲面称为列表曲线或曲面。
对于以列表点给出的轮廓曲线或曲面,常用数学拟合的方法来逼近零件轮廓,即根据已知列表点来推导出用于拟合的数学方程。用数学方程进行拟合的方法很多,也较复杂,下面介绍3种常用的方法。
1.牛顿插值法
牛顿插值法是早期使用的针对列表曲线的数学逼近方法。当给出的列表点比较平滑时,可采用此方法。为了避免高次数插值复杂的计算和结果的不稳定,常常采用少数几个列表点构造次数不高的插值多项式。例如,用相邻3个列表点建立一个二次抛物线方程,再插值加密。插值法得到的多项式在列表点处不连续,逼近曲线的光滑性差,目前已较少采用。
2.双圆弧法
双圆弧法在两个列表点(型值点)之间用两段彼此相切的圆弧来逼近列表曲线,而彼此相切的两段圆弧的参数则是通过包括两个列表点在内的4个连续列表点来确定的,当4个连续列表点中的第1点和第4点在中间两点连线的同侧时,可用两段彼此内切的圆弧来逼近,如图2-21(a)所示。图中是通过 P 1 、P 2 、P 3 和P 4 四个列表点确定的过P 2 和P 3 两个点的彼此相内切的逼近圆弧,其圆心分别为O 2 和O 3 。
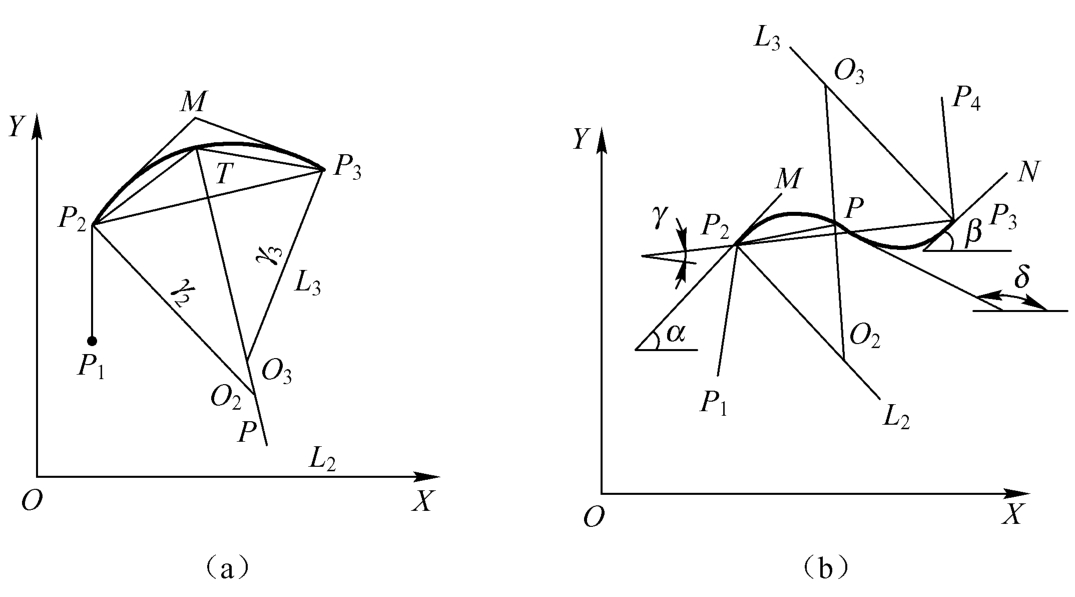
图2-21 双圆弧法内、外切圆的逼近
当连续的4个列表点中的第1点和第4点在中间两点的连线异侧或其中一点在连线上时,可用两段外切的圆弧来逼近,如图2-21(b)所示。图中过P 2 和P 3 两点的彼此相外切的圆弧是通过P 1 、P 2 、P 3 和P 4 四个列表点来确定的。
3.样条函数法
样条函数是模拟得出的一个分段多项式的函数。利用样条函数插值法对列表曲线进行逼近,是近十多年来发展起来的新的拟合方法。目前生产中常用的有三次样条、圆弧样条、双圆弧样条及B样条等方法。
【三次样条函数拟合】 三次样条函数是用4个相邻列表点建立的样条函数。曲线通过所有列表点,并且在列表点处具有一阶和二阶连续导数,所以三次样条函数在列表点处光滑性好。三次样条函数是一种较好的拟合方法,在此基础上还可以进行第二次拟合,使其逼近效果更佳,因此应用较广泛。在使用三次样条函数时,应注意两点:一是对于大挠度的情形用给定坐标系下各列表点坐标作为三次样条,可能会出现多余的拐点;二是三次样条是一个三次多项式,不具有几何不变性。
【圆弧样条拟合】 所谓圆弧样条就是使用圆弧这个最简单的二次曲线,利用样条的概念而产生的圆弧样。在平面上给出n+1个点P i (i=l,2,…,n),要求过每一点作一段圆弧,并使其相邻两个圆弧相切于相邻两个节点的弦的垂直平分线上。圆弧样条曲线总体是一阶导数连续的,分段是等曲率圆弧。圆弧样条曲线采用局部坐标系,坐标原点为一个列表点,X方向与弦线方向一致,所以可应用在大挠度的情形,如图2-22所示。
另外,由于整个曲线都是由一些圆弧相切而成的,因此计算较为简单。
圆弧样条与双圆弧和三次样条相比,有如下特点。
圆弧样条由n段圆弧组成(设有n个列表点),并且圆弧样条在给出点两侧是同一圆弧。
当曲线有拐点时,圆弧样条要分段处理;圆弧样条适合于光滑性阶数较低的曲线和大挠度的情形,且在计算过程中稳定性较高。
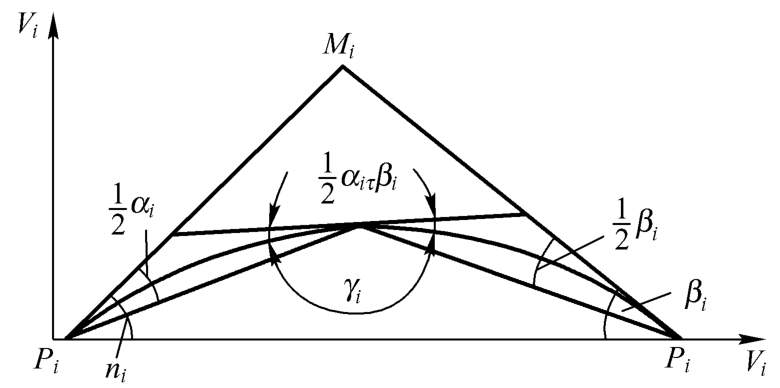
图2-22 圆弧样条函数法
圆弧样条的一阶导数是连续的,而二阶导数是不连续的,但要控制二阶导数不要变化太大,且希望逐渐变化,以满足零件轮廓的设计要求。
该方法仅限于描述平面曲线,不适合于描述空间曲线。
在实际生产中,有较多的零件轮廓是以三维的坐标点(x i ,y i ,z i )表示的空间立体曲面,具体可分为能用方程表示的立体曲面(解析曲面)和自由曲面(列表曲面)。尤其对于自由曲面,数控加工的难度较大,因为自由曲面的数据处理较为复杂、麻烦,编程时首先要确定自由曲面的数学模型,然后才能按解析曲面进行编程的数值计算。
无论是解析曲面还是自由曲面,在加工中都要根据曲面的形状、刀具的形状及精度的要求采用不同的铣削方法。
1.三坐标数控加工
三坐标数控加工通常分为两种情况,一种是采用两坐标联动的三坐标加工,即机床有两个坐标轴联动,第3个坐标独立地等距周期进给,刀具的中心轨迹为平面曲线,这种加工方法常称为坐标加工;另一种是采用三坐标联动加工,即数控机床的3个坐标轴是联动的,与被加工面相切的切线为平面曲线,刀具中心轨迹为空间曲线。第一种情况常用于加工不太复杂的空间曲面零件,而第二种情况则常用于加工较为复杂的空间曲面零件,如发动机叶片等。
无论是采用两坐标联动三坐标加工还是采用三坐标联动加工,一般都采用球头铣刀以行距法来加工,即曲面由球头铣刀逐行地进行加工,加工完一行后,铣刀便沿一个坐标方向移动一个给定的行距,直至整个曲面加工完为止,如图2-23所示。
采用行距法进行加工时,行距和步长的大小都会影响零件曲面的精度、表面粗糙度和程序段的长度。行距法加工时的行距计算示意图如图2-24所示。用球头铣刀加工复杂立体曲面时,刀痕在行间构成加工表面的不平度h,称为切痕量。
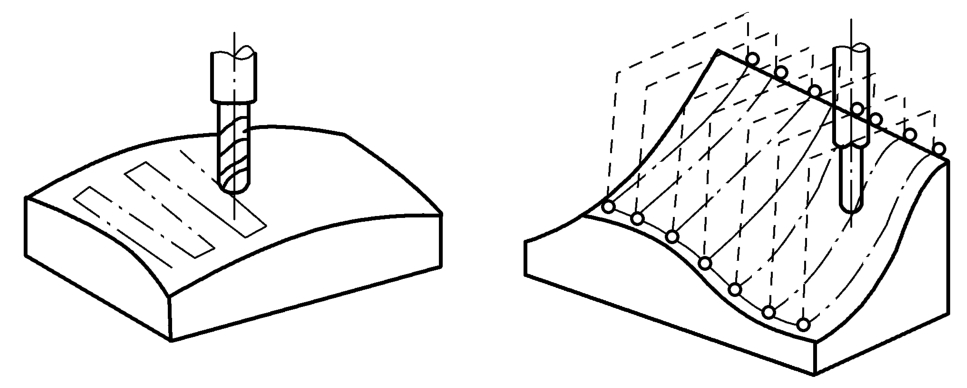
图2-23 空间曲面的行距法加工示意图
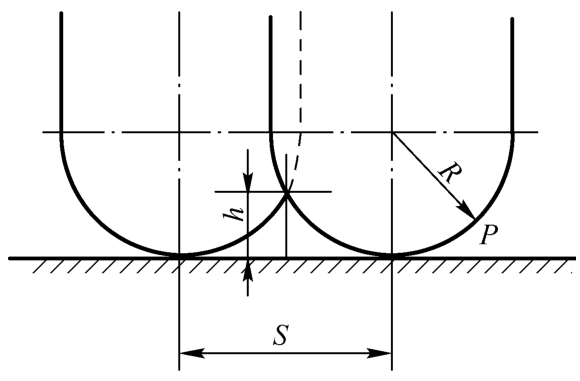
图2-24 行距法加工时的行距计算示意图
若允许表面不平度为h 允 ,则行距S为
式中,R P 为曲面上加工点P处的曲率半径。加工凸曲面时,式中取“+”号;加工凹曲面时,式中取“-”号。实际上,曲面的曲率半径为一个变量,如果曲面半径差别不大时,在实际编程中可以曲率最大处为标准,然后根据表面粗糙度要求及球头铣刀半径值计算出行距S,最后采用等行距法来编制程序,或者分区、分行距进行加工。
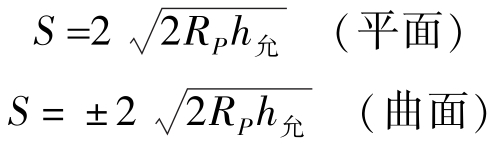
步长L的确定方法与两坐标轮廓加工时的确定方法相同。但应指出,当球头铣刀以直线步长加工曲面时,由于零件轮廓法向矢量的变化使进给矢量方向改变,从而使实际的插补误差不等于计算步长时的误差。加工凸面时,实际插补误差大于计算步长时的插补误差,如图2-25 所示;加工凹面时,实际插补误差小于计算步长时的插补误差,如图2-26所示。
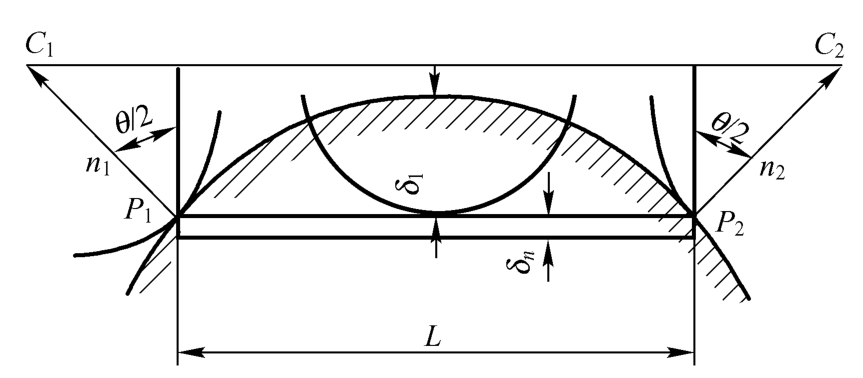
图2-25 凸面加工时的计算误差和插补误差
图2-26 凹面加工时的计算误差和插补误差
2.五坐标数控加工
对于某些立体曲面的零件(如凹型面立体零件)在采用三坐标的行距法进行加工时,刀具与加工表面及约束面会发生干涉或碰撞现象,而采用五坐标加工时,刀具可根据加工表面的临界线或约束面进行控制,所以加工的效果较好。五坐标数控铣床用端铣刀加工立体曲面时,不仅可以提高零件加工精度和生产率,而且可以使刀具的使用成本降低。特别是在大型复杂的曲面加工中,如各种形状的大型叶片、大型水轮机转轮及某些大型曲面零件和模具等,应用都非常广泛。
图2-27所示的是用端铣刀在五坐标联动数控机床上加工螺旋桨的例子。为了加工出叶片的形状(实际上A′B′为螺旋线),要采用Z坐标、C坐标和X坐标。为了保证铣刀端面与曲面法矢量垂直,铣刀还应做螺旋升角中 φ i (坐标A)与后倾角α(坐标B)上的摆动运动。在摆动的同时,还有X向及Z向的附加位移,以保持铣刀端面中心位于切削点的位置,因此叶面的加工需要 X、Z、A、B、C五个坐标联动来完成。
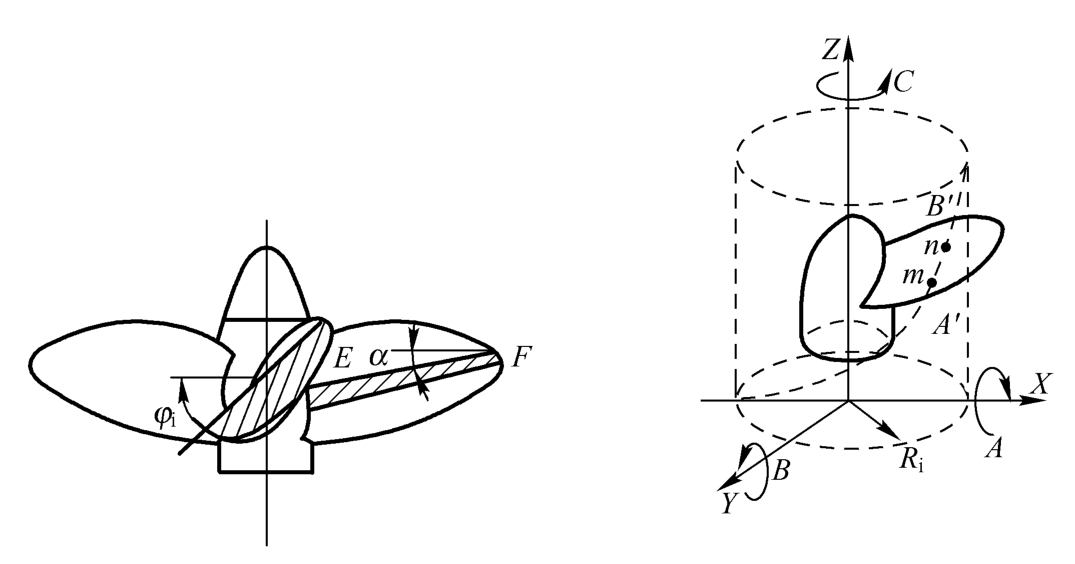
图2-27 五坐标联动加工实例
五坐标数控机床用端铣刀加工立体曲面时,也可采用行距法来实现。其行间距与被加工零件的表面不平度要求有关,如图2-28 所示。首先求出 B 点坐标值(可用平面零件节点的算法求出),然后即可求出S。由于B 点的曲线法矢量方向与 A点的法矢量方向不同,因此这种算法是一种近似算法。同时还需要检验Ⅰ—Ⅱ正截面间其他各节点的h值是否超差,以及刀具半径能否使两个加工面搭接。
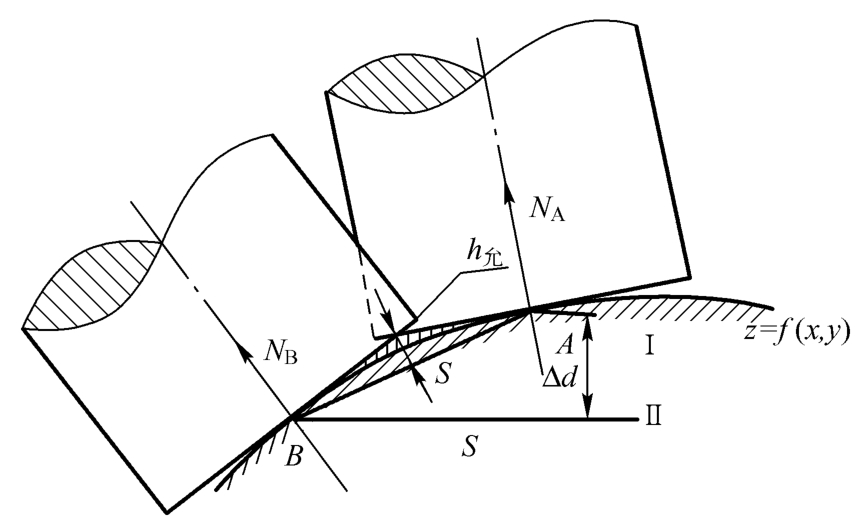
图2-28 端铣刀行距法加工时的行间距