
下载掌阅APP,畅读海量书库
立即打开



1.数控编程的概念
数控加工是指在数控机床上进行零件加工的一种工艺方法。在数控机床上加工零件时,首先应根据零件图样,按规定的代码及程序格式,将加工零件的全部工艺过程、工艺参数、位移数据和方向,以及操作步骤等信息,以数字的形式记录在控制介质(如穿孔带)上,然后输入到数控装置。数控装置再将输入的信息进行运算处理后,转换成驱动伺服机构来控制机床的各种动作,最后自动地加工出零件来。图2-1所示为数控机床加工零件过程示意图。
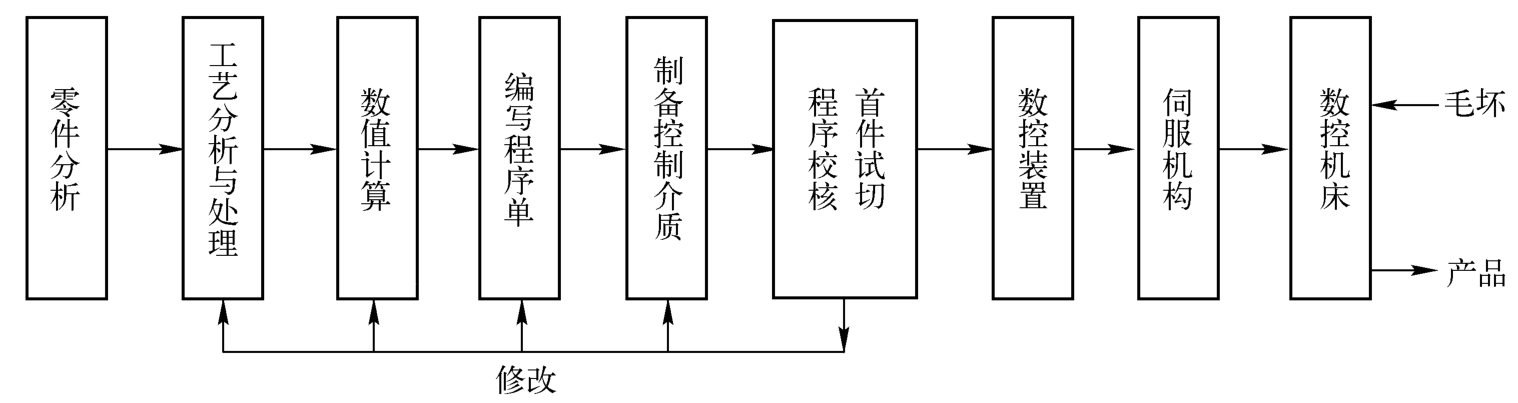
图2-1 数控机床加工零件过程示意图
上述这种从零件图样到制成控制介质的过程称为数控加工的程序编制,简称数控编程。使用数控机床加工零件时,程序编制是一项重要的工作。迅速、正确而经济地完成程序编制工作,是有效地利用数控机床的具有决定意义的一环。
2.数控编程的内容和步骤
一般来说,数控编程的主要内容包括分析零件图样、确定加工工艺过程、数值计算、编写零件的加工程序单、制备控制介质、校对检查数控程序和首件试切。
【零件分析】 所谓零件分析,是指分析零件的材料、形状、尺寸、精度、毛坯形状和热处理要求等,以便确定该零件是否适合在数控机床上加工,或者适合在哪种类型的数控机床上加工(只有那些属于批量小、形状复杂、精度要求高及生产周期要求短的零件才最适合数控加工),同时还要明确加工的内容和要求。
【工艺分析与处理】 工艺分析与处理是指在对零件图样做出全面分析的前提下,确定零件的加工方法(如采用的工装夹具、装夹定位方法等)、加工路线(如对刀点、换刀点、进给路线)及切削用量等工艺参数(如进给速度、主轴转速、切削宽度和切削深度等)。制定数控加工工艺时,除考虑数控机床使用的合理性及经济性外,还必须考虑所用夹具应便于安装,便于协调工件和机床坐标系的尺寸关系,对刀点应选在容易找正并在加工过程中便于检查的位置,进给路线应尽量短,并使数值计算容易,加工安全可靠等因素。
【数值计算】 数值计算是指根据零件图样和确定的加工路线,计算出刀具中心的运动轨迹。一般的数控装置具有直线插补和圆弧插补的功能。因此,对于加工中心由圆弧与直线组成的简单的平面零件,只需计算出零件轮廓的相邻几何元素的交点或切点的坐标值,从而得出各几何元素的起点、终点和圆弧的坐标值。如果数控装置无刀具补偿功能,还应计算刀具运动的中心轨迹。对于非圆曲线,需要用直线段或圆弧段来逼近,在满足加工精度的条件下,计算出曲线各节点的坐标值。
【编写零件的加工程序单】 根据加工路线计算出刀具运动轨迹坐标值和已确定的切削用量及辅助动作,依据数控装置规定使用的指令代码及程序段格式,逐段编写出零件的加工程序单。
【制备控制介质】 零件加工的程序单编写好后,需要制作成控制介质,以便将加工信息输入到数控装置中,控制介质多采用穿孔纸带。将程序单上的程序按数控装置要求的代码(ISO代码或EIA代码)由穿孔机制成穿孔纸带。穿孔纸带上的程序代码通过光电阅读机输入到数控装置,从而控制数控机床工作。
【程序校核及首件试切】 程序单和所制作的穿孔纸带必须经过校核和试切削后才能使用。一般的方法是将控制介质上的内容直接输入到数控系统中进行机床的空运转检查,即在机床上用笔代替刀具、坐标纸代替工件进行空运转绘图,检查机床运动轨迹与动作的正确性。在具有图形显示屏幕的数控机床上,用显示走刀轨迹或模拟刀具和工件的切削过程的方法进行检查更为方便。但这些方法只能检查运动是否正确,不能查出由于刀具调整不当或编程计算不准确而造成工件误差的大小,因此必须用首件试切的方法进行实际切削检查,当发现错误时,应修改程序单或采取尺寸补偿等措施,直到加工出满足要求的零件为止。随着计算机技术的不断发展,也可以采用先进的数控加工仿真系统对数控程序进行校核。
3.数控程序的编制方法
数控程序的编制方法一般分为手工编程和自动编程两种。
【手工编程】 从零件图样分析、工艺处理、数值计算、编写程序单、制备控制介质直到程序校核等步骤均由人工完成的数控编程,称为手工编程。手工编程要求编程人员不仅要熟悉数控代码及编程规则,而且还必须具备机械加工工艺知识和数值计算的能力。手工编程适合于点加工或几何形状不太复杂的零件,以及程序编制坐标计算较为简单、程序段不多、程序编制易于实现的场合。这时手工编程显得既经济又及时。
【自动编程】 自动编程时,编程人员只需根据零件图样的要求,按照某自动编程系统的规定,编写一个零件源程序,送入编程计算机,由计算机自动进行程序编制,编程系统能自动打印出程序单和制备控制介质。自动编程减轻了编程人员的劳动强度,缩短了编程时间;减少了差错,使编程工作更简便,同时解决了手工编程无法解决的许多复杂零件的编程难题。工件表面形状越复杂,工艺过程越烦琐,自动编程的优势就越明显。