
下载掌阅APP,畅读海量书库
立即打开



 3.2 焊膏印刷
3.2 焊膏印刷
概述
焊膏印刷是焊膏分配的一种工艺方法。
焊膏印刷工艺,主要解决的是焊膏印刷量一致性的问题(填充与转移),而不是每个焊点对焊膏量的需求问题。换句话说,焊膏印刷工艺解决的是一个焊接直通率波动的问题,而不是直通率高低的问题!要解决直通率高低的问题,关键在焊膏分配,既通过焊盘、阻焊与钢网开窗的优化与匹配设计,对每个焊点按需分配焊膏量。当然,焊膏量的一致性与设计也有关联,如图3-13所示,PCB阻焊的不同设计提供的Cpk不同。
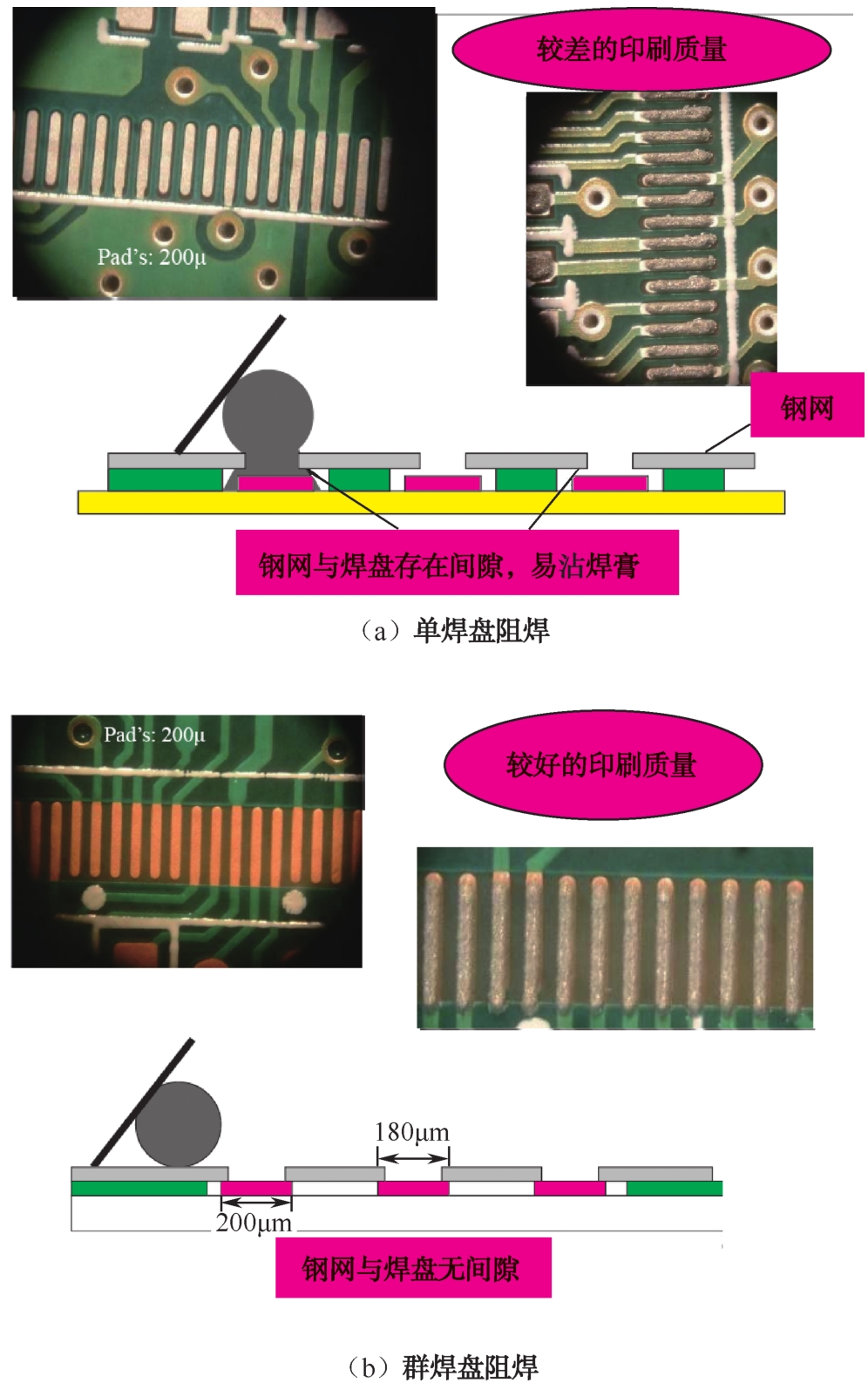
图3-13 0.4mmQFP的焊盘、阻焊与钢网开窗设计对比
对比图3-13(a)和(b),我们可以很容易地做出这样的结论,(b)图所示的设计,其焊膏量的一致性要好很多。举此例的目的是想说明,焊膏印刷质量不完全取决于对印刷参数的调试,与设计也有一定的关系。
影响焊膏量一致性的因素
焊膏印刷理想的目标是焊膏图形完整、位置不偏、厚度一致,其核心就是“位置”和“量”符合要求并保持一致性。
焊膏图形位置的控制一般比较简单,只要钢网与焊盘对准即可。真正难做的是保持焊膏印刷量符合要求并保持一致性。
一般决定焊膏量的因素有:
(1)焊膏的填充率,取决于刮刀及其运动参数的设置;
(2)焊膏的转移率,取决于钢网开窗与侧壁的面积比;
(3)钢网与PCB的间隙,取决于PCB的焊盘、阻焊设计与印刷支撑。
上述的填充率是指印刷时钢网开窗内被焊膏填满的体积百分比,转移率是指钢网开窗内焊膏沉积到焊盘上的体积百分比,如图3-14所示。
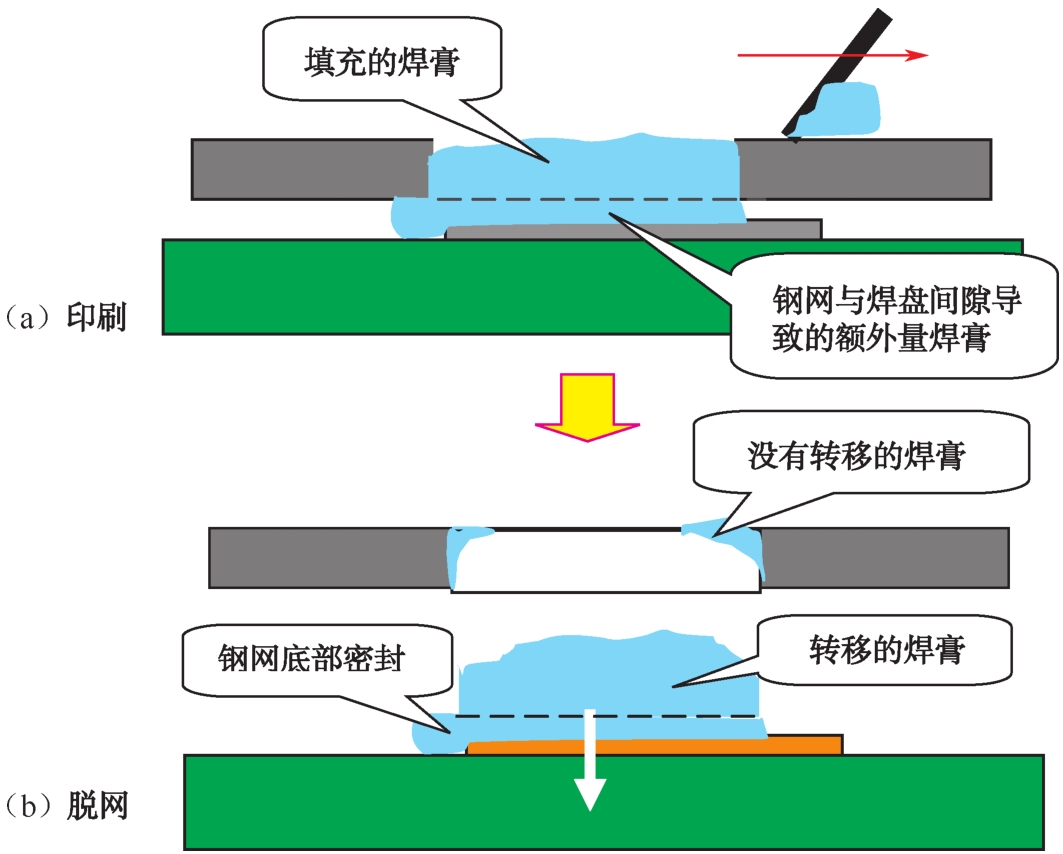
图3-14 影响焊膏印刷量的因素
焊膏印刷的填充率、转移率、间隙是焊膏印刷基本的控制因素。此外,焊膏性能、PCB的翘曲度、焊盘与阻焊的设计等也影响焊膏印刷的一致性,如图3-15所示的标签就影响焊膏量的一致性。因此,必须认识到,虽然印刷工艺参数的调试与设置非常重要,但不是全部!
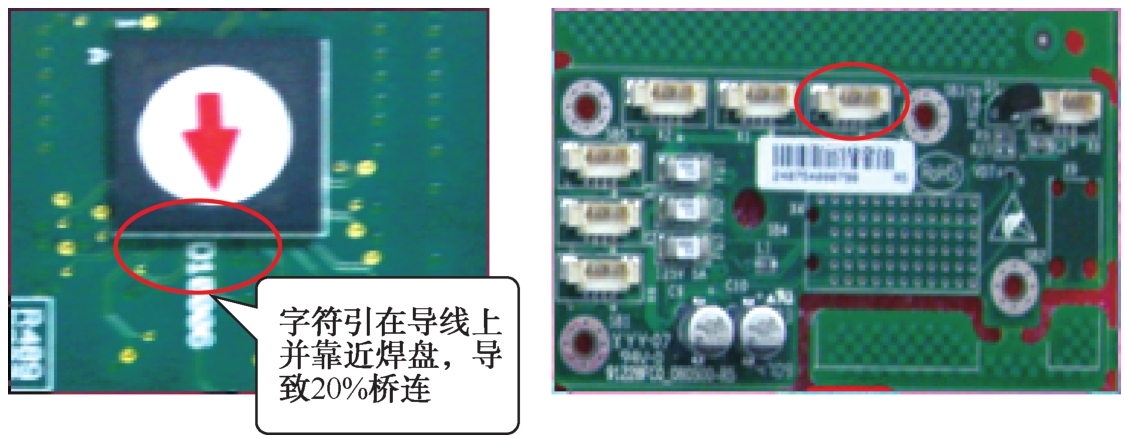
图3-15 钢网被垫高案例
印刷原理
认识并理解以上知识点,是做好SMT工艺的关键。下面分别就填充率、转移率、间隙的控制进行讨论。
焊膏印刷工艺类似丝网印刷工艺,主要的不同点就是焊膏印刷采用的是钢制漏板而非丝网板。在SMT行业,钢制漏板称为钢网,对应英文为Stencil。
印刷原理与参数如图3-16所示。
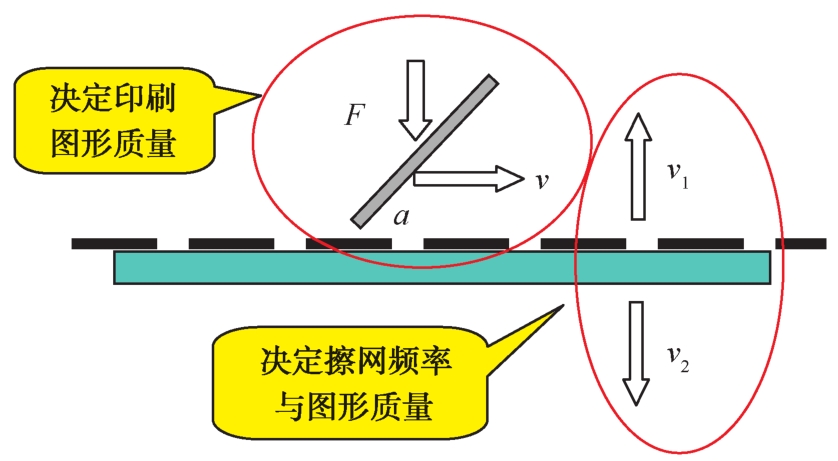
图3-16 焊膏印刷参数
焊膏印刷工艺控制主要包括两方面:
(1)刮刀的参数设置;
(2)PCB的合适支撑。
印刷参数
1)刮刀角度
刮刀角度越小,施加到焊膏向下的力也越大,但也越不容易刮净钢网表面的焊膏。角度太大,焊膏滚动不起来,焊膏填充效果同样比较差。
刮刀角度推荐为45°~75°(一般全自动机都固定在60°左右)。
2)刮刀速度
刮刀速度对焊膏图形的影响是复杂的。一般而言,速度在100mm/s之前,填充时间起主导作用;在100mm/s之后,焊膏黏度起主导作用。但有一点是共同的,就是速度太快(高于180mm/s)或太慢(低于20mm/s),都不利于焊膏的填充。
刮刀速度对填充率的影响如图3-17所示。
刮刀速度推荐范围:
(1)安装普通间距元器件的板:140~160mm/s;
(2)安装精细间距元器件的板:25~60mm/s。
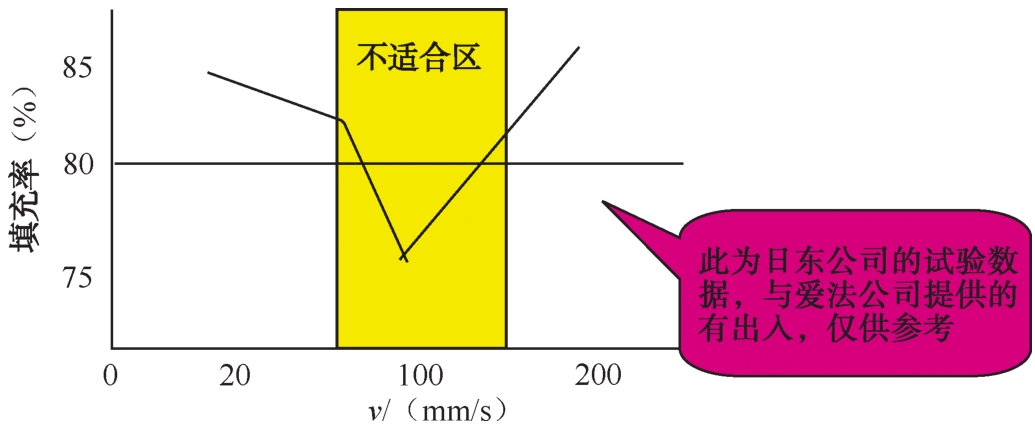
图3-17 刮刀速度对填充率的影响
3)刮刀压力
刮刀压力,实际是控制刮刀向下的行程。印刷时,只要钢网底面与PCB无间隙接触、表面焊膏刮干净即可,在此状况下压力越小越好!压力过大,将导致大尺寸焊盘上焊膏图形中间被挖现象;压力过小,填充不充分或刮不干净,将引起拉尖,如图3-18所示。
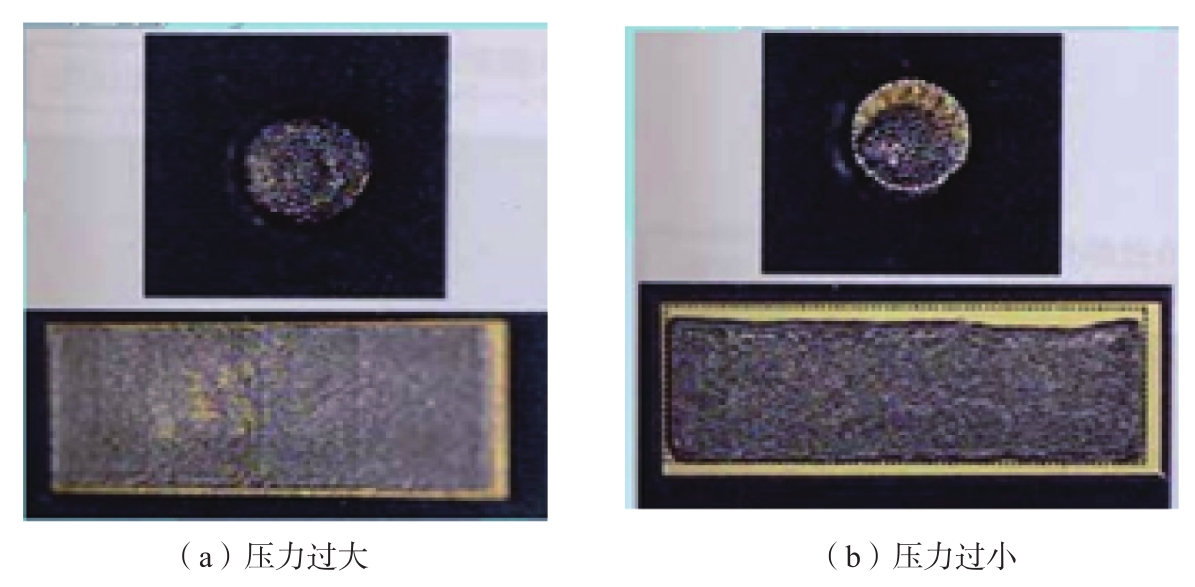
图3-18 焊膏图形被挖现象
刮刀压力一般按照0.5kg/1″进行初始设定,再根据图形进行调整。
4)脱网速度(比较复杂)
一般而言,脱网速度快,容易发生孔壁处残留焊膏,导致少锡或拉尖现象。若脱网速度过快,还可能引起钢网反弹,形成“狗耳朵”现象,如图3-19所示。具体多大合适,取决于焊膏本身的黏度。
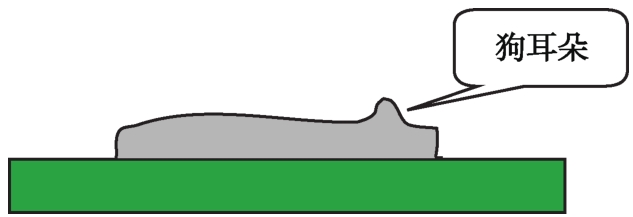
图3-19 狗耳朵现象
脱网速度影响焊膏的转移以及图形形态,但图形形态与焊膏的性能关系更大,特别是其所用溶剂与黏度(见图3-26)。一般而言,焊膏黏度过高,容易出现塞孔、拉尖现象;使用低沸点溶剂时焊膏容易干,脱模性变差。
分离时,焊膏并不完全靠焊膏的黏性留在PCB焊盘上,事实上,主要是靠焊膏侧空气的压力沉积到焊盘上的,如图3-20所示。
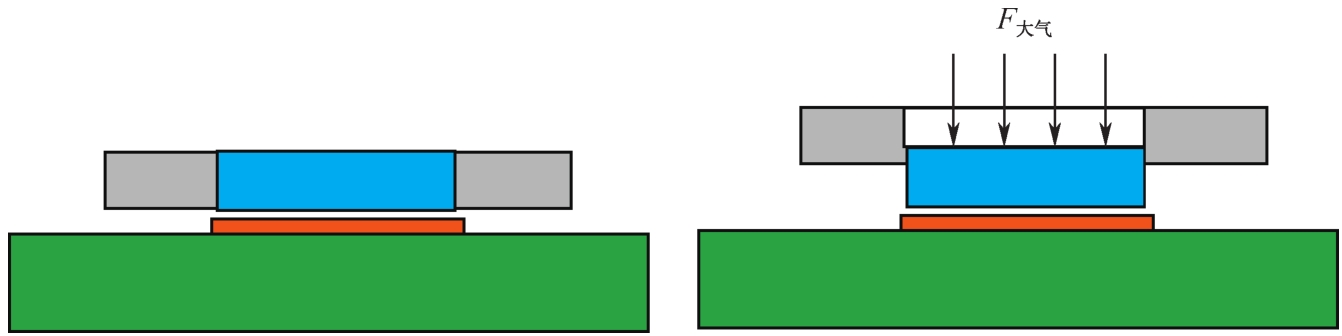
图3-20 焊膏转移的原理
因此,如果钢网开窗下有焊膏残留,则脱网时这些焊膏往往不是滞留在焊盘或阻焊膜上,而是在脱网时被拉起,形成超高的焊膏图形,即“拉尖”现象,同时往往还伴有焊膏图形边缘被挤的现象,如图3-21所示。
这种现象在0.4mmCSP焊膏印刷时经常看到,这是因为在精细间距元器件印刷时我们更倾向于使用较大的压力,以便更好地填充与刮净焊膏,但这往往会将焊膏挤到钢网下。
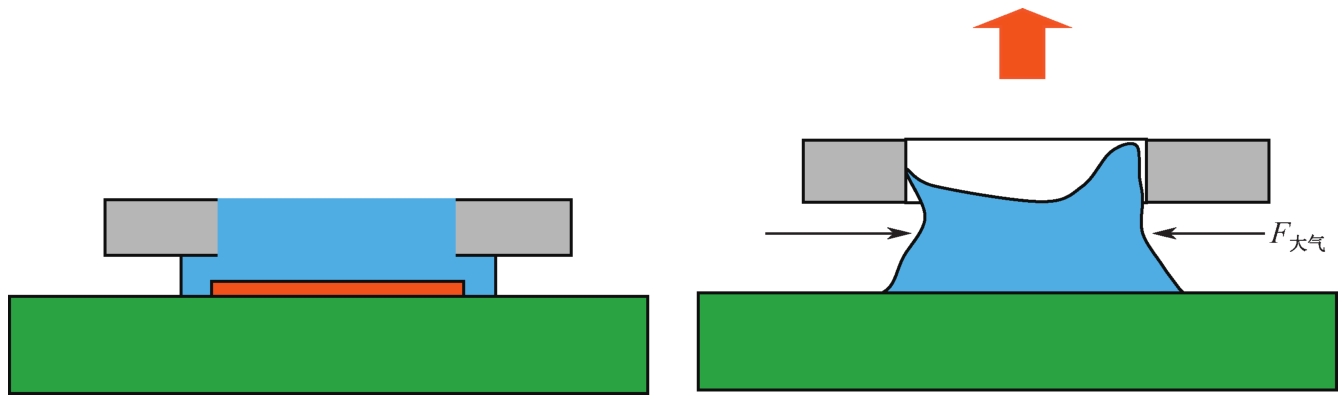
图3-21“拉尖”形成机理(一)
5)脱网距离
如果脱网距离比较短,则容易发生拉尖抹偏的现象,如图3-22所示。
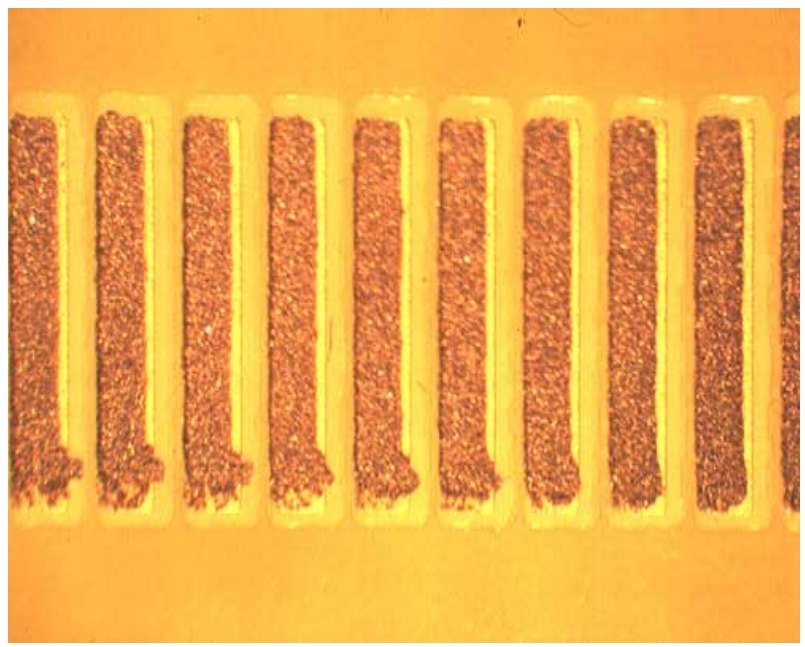
图3-22“拉尖”形成机理(二)
钢网开窗对印刷的影响
刮刀移动相对于钢网开窗的方向也影响焊膏的沉积率(有填充率和转移率共同作用的实际焊膏量)。一般而言,与刮刀移动方向平行的焊盘上的焊膏沉积量会比较多,且表面呈波浪式的不平形态(压力释放的结果);而与刮刀移动方向垂直的焊盘上的焊膏沉积量比较少,且比较宽(这与印刷速度有关),如图3-23所示。
此现象说明,钢网开窗图形对填充率有影响,单个开窗内已经刮平的焊膏图形会受到后续继续填充的影响,不完全保持“刮平”状态,有可能被挤而鼓起,这点如同界面金属的偶合现象。
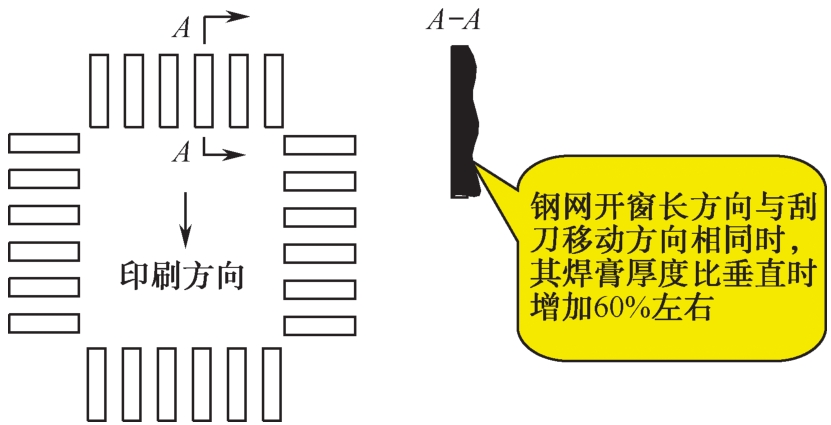
图3-23 刮刀速度与方向对焊膏图形的影响
支撑对印刷的影响
PCB的支撑,是焊膏印刷最重要的调试内容。
PCB缺乏有效的支撑或支撑不合理,将导致焊膏增厚,这对于精细间距元器件的焊接将是致命的。
PCB支撑要达到的目标是钢网在刮刀压力作用下能够紧贴PCB表面。
一般经验是将PCB支撑为在宽度方向略微向上变形的状态,如图3-24所示,这样能够保证PCB与刮刀接触的地方平行。
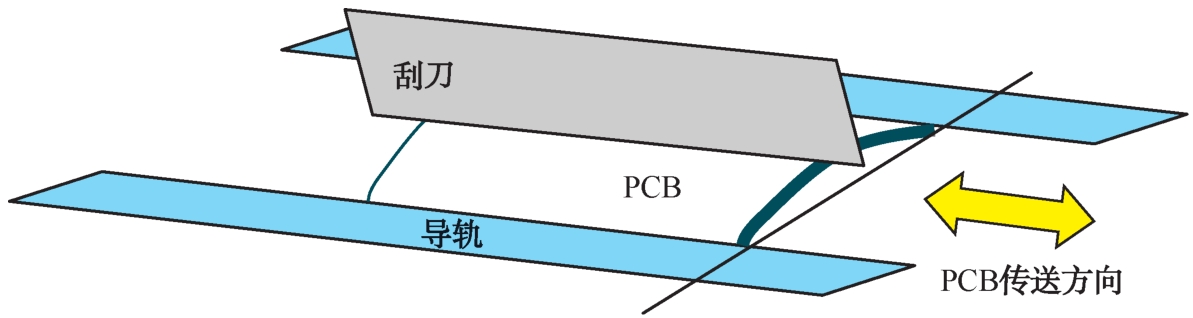
图3-24 PCB的支撑要求
擦网对印刷的影响
擦网的目的是保持印刷图形完整。
随着印刷次数的增加,钢网底部会黏附焊膏,不仅影响钢网与PCB的紧密接触,还会堵塞孔口,影响漏印。目前全自动印刷机都具备自动擦网功能,可进行湿擦、干擦、真空擦及其组合擦,如“湿擦+真空擦+干擦”或“湿擦+干擦+真空擦”。为了彻底清除孔口周围已经结成硬痂的焊膏,一般在印刷30~50次后增加一道人工清除工艺。
这里需要了解一点,钢网孔壁粗糙度对擦网后印刷结果影响不同。孔壁粗糙,容易吸附焊膏中的焊剂,会提高孔壁处焊膏的黏度,影响焊膏的转移。对于孔壁粗糙的钢网,湿擦后钢网孔口比较干净,但往往首块PCB印刷会少锡,干擦反而不会少锡,这一现象并非擦网方式所导致,而是钢网孔壁粗糙所导致的。如果采用FG钢网(细晶粒钢网)则不会有此现象。
焊膏对印刷图形的影响
印刷的对象是焊膏,了解其物理性能对正确的使用焊膏非常重要。
焊膏是一种具有触变性的假塑性流体(Pseudoplastic),当有恒定剪切应力或拉伸应力作用时,焊膏的黏度随时间的延长而减小,随应力的增加而降低。简单地讲,就是有剪切应力作用时(如刮刀刮动焊膏)焊膏变稀,没有剪切应力作用时则变稠。焊膏的这一特性对于印刷是非常有意义的,印刷时,它的黏度降低,可以顺利地实现填充与转移;一旦印刷完成,焊膏又能保持需要的形状而不塌落。
焊膏黏度在印刷过程中的变化如图3-25所示。
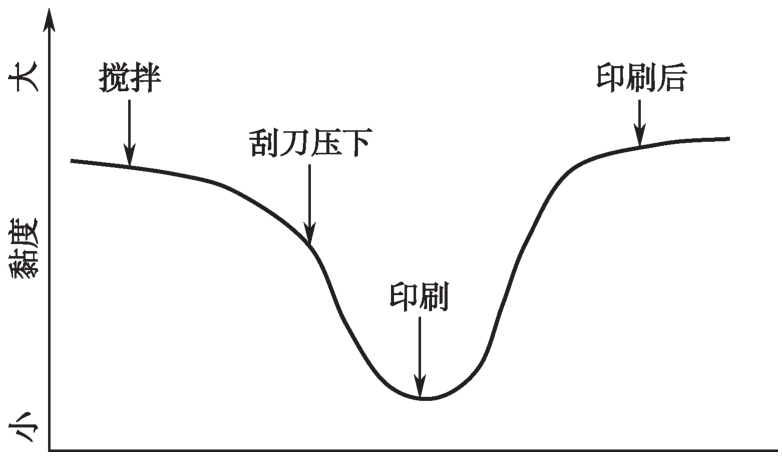
图3-25 焊膏黏度在印刷过程中的变化
焊膏黏度与溶剂沸点对焊膏的转移率影响很大,如图3-26所示。
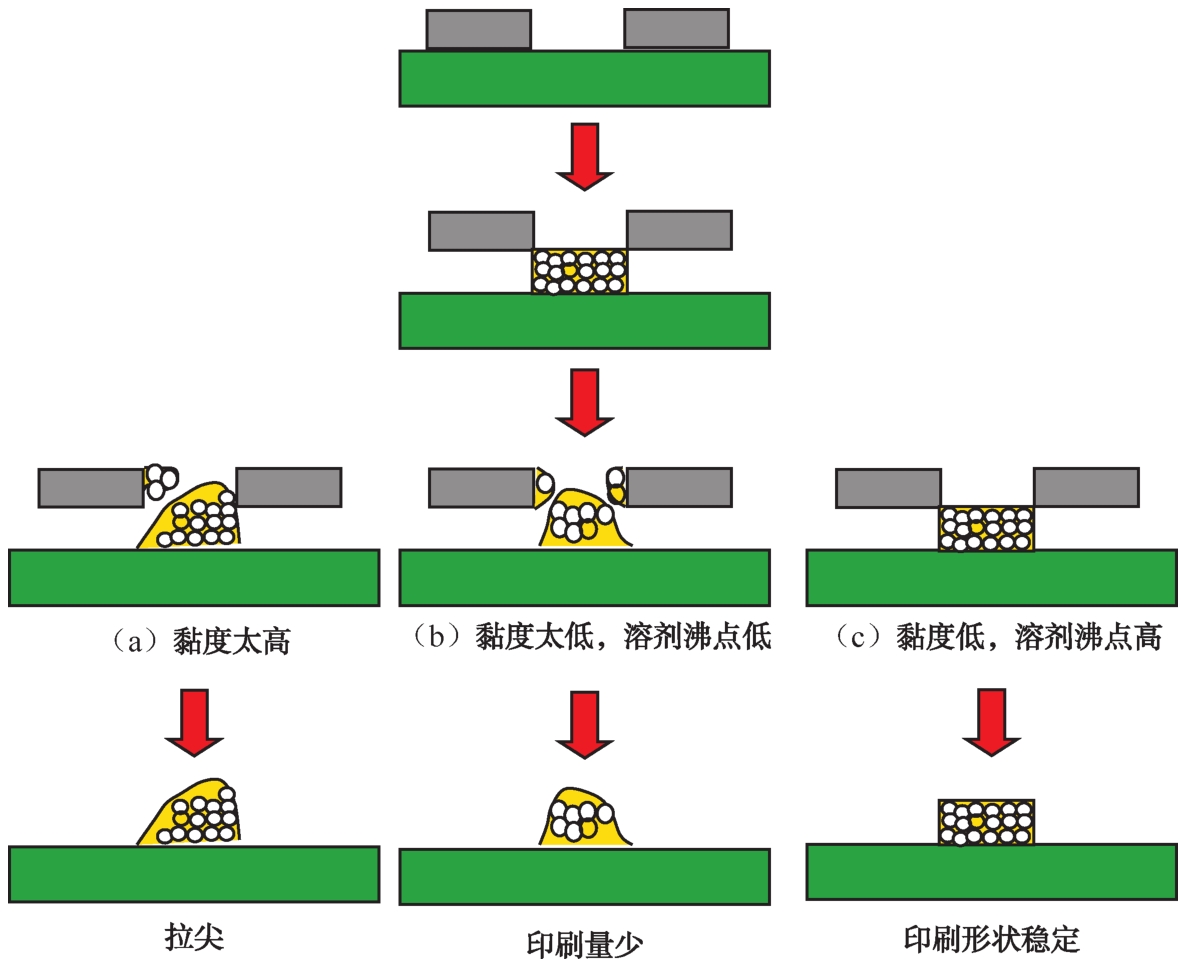
图3-26 焊膏性能对焊膏转移的影响
不良印刷图形及原因
常见焊膏印刷不良图形如图3-27所示。
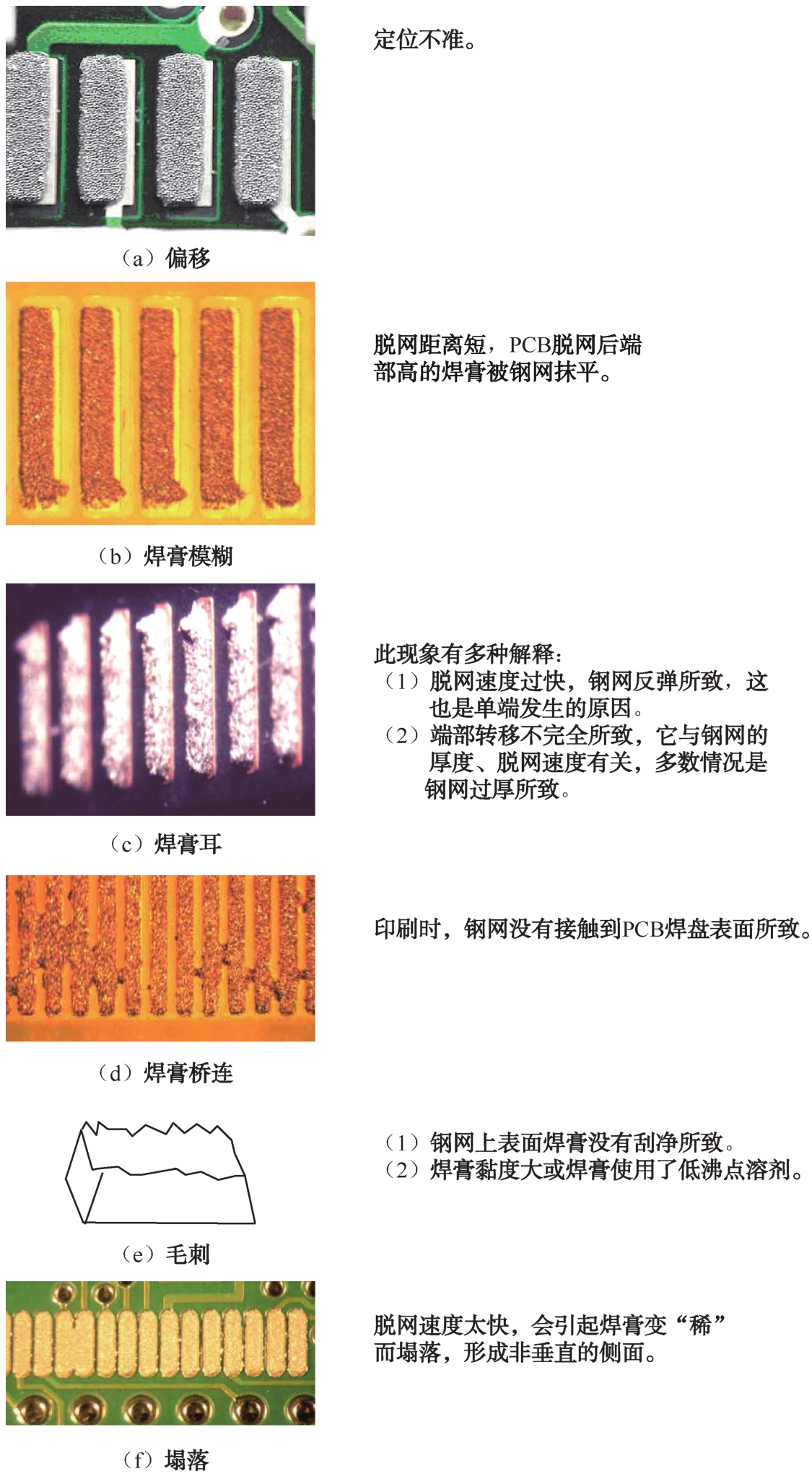
图3-27 常见不良焊膏图形
工艺实践
前面详细介绍了印刷工艺的原理,这些知识非常重要,也是必须掌握的基本知识。必须意识到,讨论这些因素时假定设备、钢网、刮刀、焊膏等都是正常的,也就是无问题的。事实上,这样的假设是不存在的,因此实际生产中所出现的印刷问题成因是多方面的、复杂的。
图3-28所示为某公司统计的影响焊膏桥连的主要原因及发生次数,可以看到,“参数问题”只是造成印刷桥连的第三位因素,有很多原因属于设备、刮刀、钢网等异常。
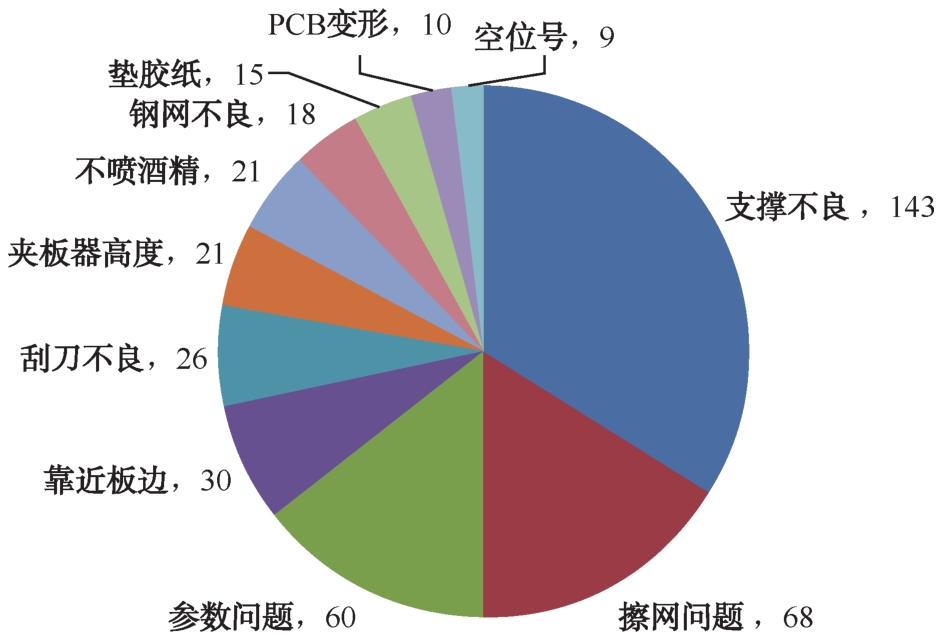
图3-28 焊膏桥连的主要原因
1)印刷支撑
印刷支撑是印刷工艺控制最主要的因素之一。无支撑或支撑不起作用等情况都会使PCB与钢网之间产生间隙,最终导致焊膏过厚,直接的表现就是焊膏图形拉尖。这是精细间距元器件桥连的主要原因之一。
2)擦网
对于精细间距元器件,焊盘图形一般都比较小,开窗的面积比往往接近甚至小于0.66。如果擦网不合适,往往会堵孔。擦网不干净常见的原因有擦网装置高度设置不合适,没有接触到钢网;酒精喷涂太多或不喷酒精;机器故障,不执行擦网动作。这些看似不应该发生的问题往往发生的概率很高。从这点可以看到,工艺是一个复杂的系统工程技术问题。
为什么酒精喷涂太多,会有问题?这点往往多数人不注意。其实,焊膏本身具有一定的润滑作用,如果把开窗的四壁都清洗干净,那么焊膏的沉积就会不良,这也是为什么焊膏印刷的首块往往会少锡的原因,也是前面提到的应该慎用湿锡功能的原因。
3)钢网变形
通信产品板,属于“宽”的大小元器件混装的应用组件,往往需要使用阶梯钢网,而阶梯钢网最容易出现的问题就是局部鼓起来或者说变形。这个变形也是引起焊膏厚度变化的重要因素。
4)其他
元器件布局等其他因素,也是影响焊膏印刷厚度的重要因素,在此不再一一介绍。
案例
案例:PCB加工质量对焊膏印刷的影响
某公司在生产同一产品时,发现来自两个不同板厂生产的PCB焊膏印刷效果不一样,A厂的PCB焊膏印刷图形正常,而B厂的则拉尖,如图3-29所示。
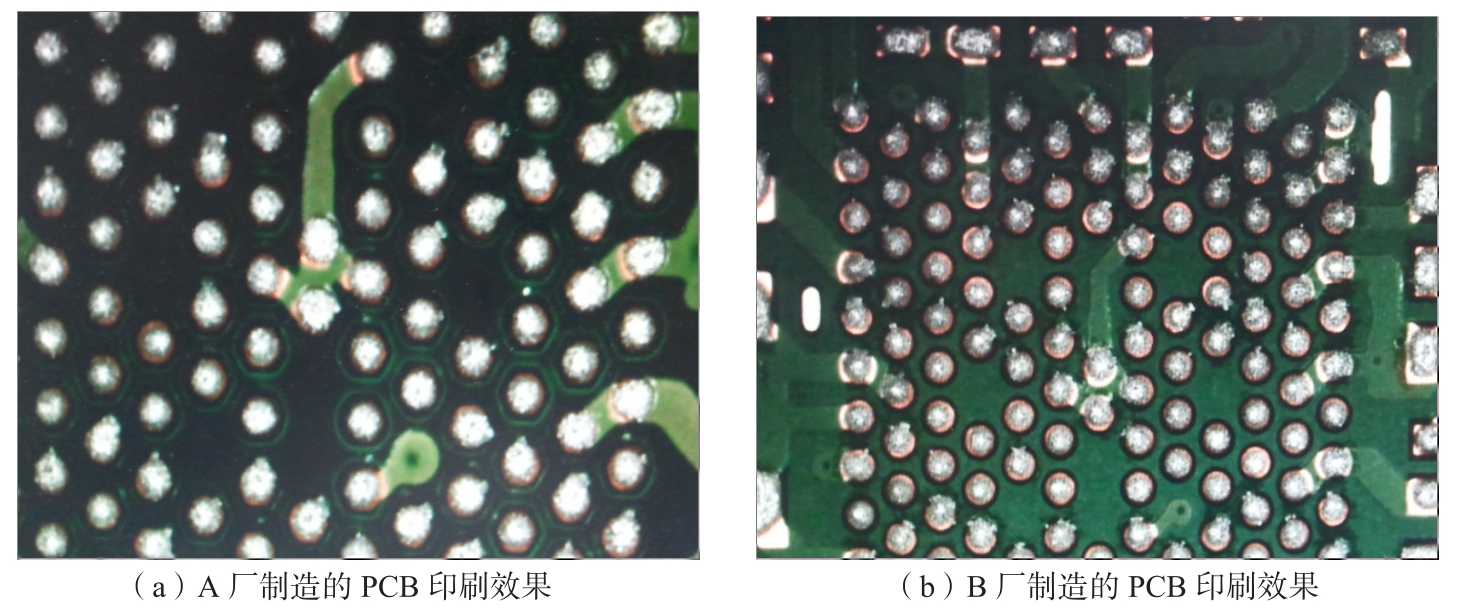
图3-29 不同板厂制造的PCB焊膏印刷效果对比
分析:
用同一生产线、钢网及参数,分别对A、B厂的PCB进行印刷,然后分析印刷图形差异的原因。
0.4mm间距的CSP,一般焊盘直径设计为0.25mm。若采用0.1mm厚钢网印刷,则钢网开口面积比为0.625,小于公认的最小面积比0.66,容易引起堵孔现象。
对比两种PCB的加工质量,发现出现印刷拉尖的PCB往往阻焊开窗偏位,如图3-30所示。
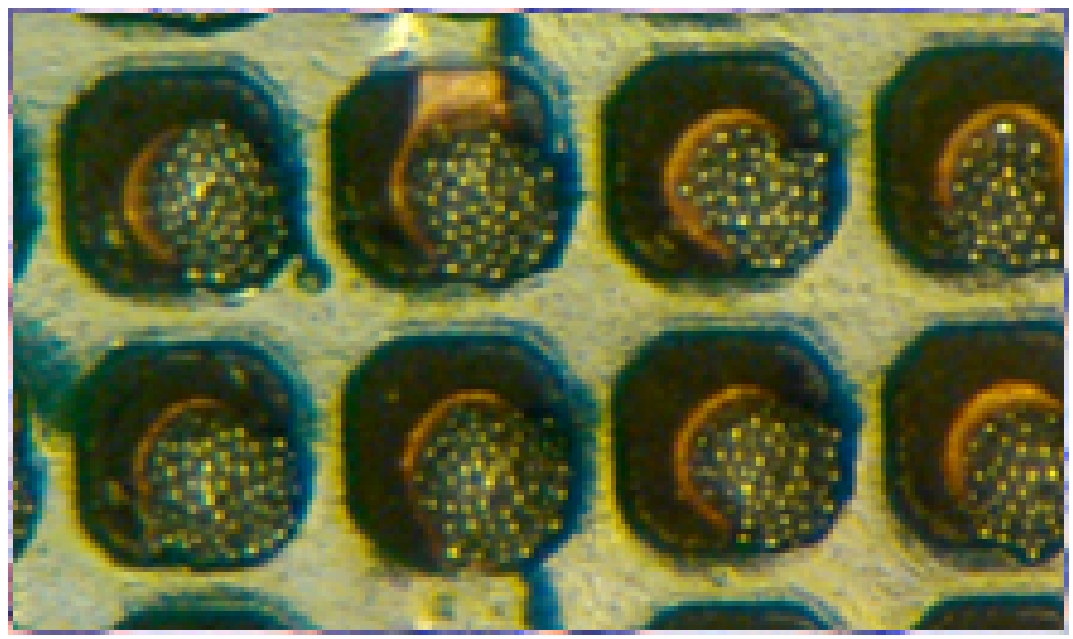
图3-30 阻焊偏位与焊膏拉尖与挤出现象
之所以出现此情况,是阻焊开窗偏位间隙比较窄的地方抬高了钢网,使焊盘其他部分与钢网之间形成间隙的结果。
此案例说明,PCB的制造质量影响钢网的擦拭频率与焊膏印刷图形的质量。因此,对于布局有精细间距元器件的PCB,阻焊的偏位比厚度控制也许更有意义!