
下载掌阅APP,畅读海量书库
立即打开



 1.10 工艺窗口与工艺能力
1.10 工艺窗口与工艺能力
工艺窗口
工艺窗口通常用来描述工艺参数可用的极限范围,是“用户规格范围(USL-LSL)”概念在SMT工艺领域的专业用语。
例如,按照经验,再流焊接的最低温度一般要比焊料熔点高11~12℃,当使用Sn63Pb37时,合金的熔点为183℃,其最低的再流焊接温度为195℃左右。在J-STD-020B中,规定元器件的最高温度为245℃,这样有铅工艺可用的工艺窗口为50℃,而不是“245-183”所得的理论上的62℃。这里一定要注意“可用”两字。
工艺窗口指数(PWI)
工艺窗口指数(Process Window Index,PWI),是衡量用户确定的工艺极限值范围内工艺能力适应程度的指标,换句话说,就是使用工艺窗口的最大百分比,用于简单说明工艺是否满足技术规范的要求,其值基本上是C p 倒数的百分数。PWI越大,工艺稳定性越差,反之,亦然。
PWI=100×Max{(测量值-平均极限值)/(最大极限范围/2)}
例如,贴片机的工艺窗口指数(见图1-64):
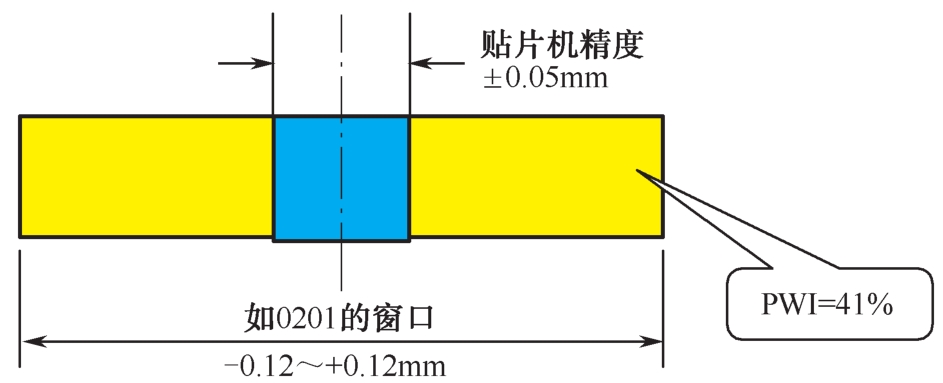
图1-64 PWI的概念
以再流焊接曲线为例说明,工艺曲线主要控制参数有升温速率、预热时间、预热结束时间、峰值温度和熔点以上时间,通过测量与计算,取四个参数中PWI最大的值作为温度曲线的PWI。
工艺能力指数(C p )
工艺能力指数C p ,台湾企业称为制程能力指数。反映了用户的规格范围(δ)内有多少个6σ,数值越大,工艺的稳定性越高。

其中,σ标准偏差,反映了数据各点到其平均数距离的平均值,即正态分布“钟”形图形的宽窄,越窄说明工艺能力越强;USL为用户规格上限,LSL为用户规格下限。
一般选取核心工艺指标进行测量。如再流焊接炉,我们可以测量峰值温度的在不同负载率的情况下的波动。
工艺能力管理指数(C pk )
工艺能力管理指数C pk ,反映的是正态分布“钟”形图形的居中性,即C pk =(USL-μ)/(3σ)或(μ-LSL)/(3σ)的最小值。其中μ为用户规格的中心值。
注意最小值的概念。