
下载掌阅APP,畅读海量书库
立即打开



润湿或不润湿,本质上是由液体分子与固体原子之间的相互吸引力(称为附着力)大于或小于液体分子之间的相互吸引力(称为内聚力)决定的。在液体和固体接触处,厚度等于分子作用半径的一薄层液体叫作附着层,如图2.26所示。附着层中的分子与液体内部的分子不同,其作用球有一部分在固体之中,因此受力不对称。如果附着力小于内聚力,则分子所受的合力垂直于附着层而指向液体内部,如图2.26(a)所示,有尽量挤入液体内部的趋势。因此,附着层有收缩倾向,这就是不润湿的根源。反之,如果附着力大于内聚力,则分子所受的合力垂直于附着层而指向固体,如图2.26(b)所示,于是分子在附着层内的位能比在液体内部小。根据平衡时位能最小的原理,液体内部的分子将尽量挤入附着层,结果附着层有伸张倾向,这就是产生润湿的原因。总之,附着力大于内聚力,就发生液体能润湿固体的现象;而附着力小于内聚力,就发生液体不能润湿固体的现象。
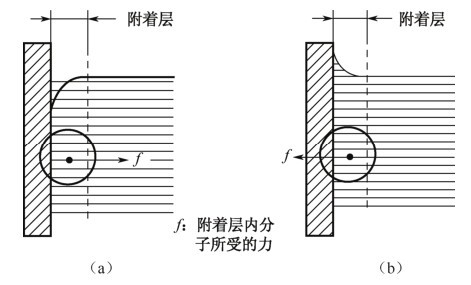
图2.26 附着层
液体盛在容器内,器壁附近的液面往住形成弯曲的形状,如果液体能润湿固体,则液体就在接近器壁处向上弯曲,如图2.27(a)所示。这是因为附着层中的伸张力f H 使该处的液体向上运动。而表面层的表面张力f与表面相切,有一个分力使该处的液体向下运动,两者同时作用的结果,形成如图2.27(a)所示的曲面,达到平衡。反之,如果液体是不能润湿固体的,则液体就在接近器壁处向下弯曲,如图2.27(b)所示。这是因为附着层中的收缩力f H 使该处的液体向下运动,而表面层的表面张力f沿器壁方向的分力使该处的液体向上运动,两者同时作用的结果,形成如图2.27(b)所示的曲面,达到平衡。
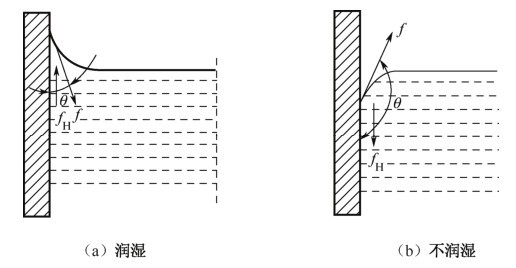
图2.27 润湿和接触角
当液面为曲面时,会产生一种压力,称为附加压力,其定义为弯曲相界面时液体所受压力与平相界面时液体所受的压力差,即任意形状界面时比平界面时多出的压力。液体的表面薄膜与拉紧了的弹性膜相似。如果液面是水平的,则表面张力也是水平的,如图2.28(a)所示。如果一弯曲液膜的周界在一平面内,则这一薄膜本身也有取平面形状的趋势。凸膜变平的趋势对下层的液体施以压力,如图2.28(b)所示;反之,凹膜变平的趋势对下层的液体起拉伸的作用,如图2.28(c)所示。换句话说,与平液面下的液体所受的压强相比,弯曲的液面对液体内部都施以附加压强;在凸面情形下,这个附加压强是正的,在凹面的情形下,这个附加压强是负的。

图2.28 弯曲液面下的附加压强
附加压强的大小与曲面的曲率半径有关。作为一个特殊例子,可以证明,球形液面的附加压强是

式中,r是曲面的曲率半径;σ是表面张力。
曲率半径越小,附加压强越大,即弯曲液面的附加压强P与表面张力σ成正比,而与曲率半径R成反比。
对于一般情况,描述一个曲面需要两个曲率半径。对于球面,两个曲率半径相等;对于非球面,压强与曲率半径之间的关系满足拉普拉斯方程,即毛细作用第一定律:

式中,P 是液体表面的附加压强;σ是液体表面张力;r 1 和r 2 是液体表面的曲率半径。
由式(2.20)知,对于球面,r 1 =r 2 ,P=2σ/r;对于平面,r 1 →∞,r 2 →∞,P→0。
拉普拉斯方程式是讨论液态钎料填缝的最基本方程。
由附加压力的分析可知,在其他条件相同的前提下,液面下流体所受的压力以凸液面时为最大,平液面居中,凹液面最小。开尔文公式描述了饱和蒸汽压与弯曲界面曲率半径及表面张力之间的关系:

式中,P为弯曲液面的蒸汽压;p 0 为平液面的蒸汽压;R为常数;T为绝对温度;r为曲率半径。
开尔文公式可推广用于比较两个半径不同的液滴的蒸汽压,其表达式为

开尔文公式主要应用于解释毛细管凝结、过饱和蒸汽凝结、过饱和液体成泡、过饱和溶液析晶及喷雾干燥等现象。在电子工业中,它主要应用于解释液态钎料结晶成核、新相生成等。
当把钎料放在钎缝间隙附近时,钎料熔化后有自动填充间隙的能力,即所谓的钎料填缝。这是由于液态钎料对基体金属润湿产生弯曲液面所致。如果将金属细管插入液态钎料中,管子的半径足够小,则在管壁处的液面就呈现连续的弯曲液面,因而产生附加压力,使钎料沿细管上升,这就是通常所说的毛细现象。毛细现象对于钎焊过程具有实际的意义。
1.液态钎料水平间隙内的垂直爬升高度
当将两互相平行的金属板垂直插入液态钎料中时,假设平行金属板无限大,钎料量无限多,由于存在毛细作用,钎料润湿金属板会出现图2.29(a)所示的情形,否则会出现图2.29 (b)所示的情形。
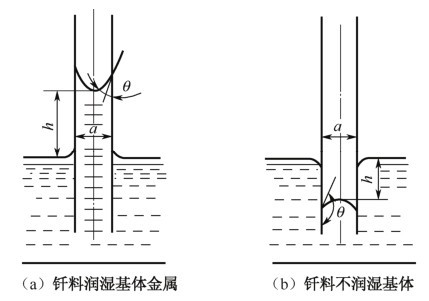
图2.29 两平行板间液体的毛细作用
设两平行板所构成的间隙为a,插入液态钎料后钎料爬升高度为h,由拉普拉斯方程及几何关系和流体静力学可推导得出:

应用: 用以解释元器件引脚直径与通孔孔径间隙对通孔填充高度的影响。
2.液态钎料平行间隙内的垂直爬升动态过程
由于凹的弯液面对液体产生一个负的压力,所以由图2.29可知,当上升到任意高度时,上升力应为负的附加压力与重力之差,上升速度可由泊肃叶定律表示:

式中,η为液体的黏度;y为任意t时刻的爬升高度。
由式(2.24)可以看出,上升速度与1/y成线性关系。但实际上,爬升液体的前沿不整齐,弯曲液面的形状不规则,因而造成内部空穴,这是由于在式(2.24)的导出过程中假定了壁面处 v=0,而且上升过程中-2σcosθ/a 保持恒定。这与实验条件是不符合的。当 y和a很小时,式(2.24)中的第二项可以忽略,于是简化成

由式(2.25)可以看出,当毛细间隙a较小时,在爬升初期,上升速度与毛细间隙成正比。间隙越大,初期的上升速度越大。图2.30的实验结果证明了这一结论的正确性。在实际焊接过程中,钎料的爬升高度远远低于图中所示,主要原因是波峰焊接工艺中的时间较短,而再流焊接工艺中没有足够的焊锡量。
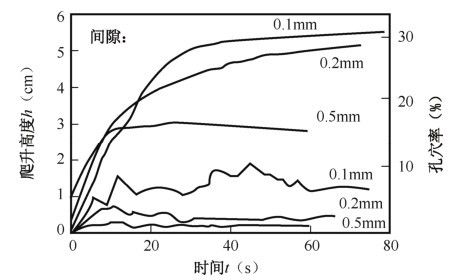
图2.30 钎料爬升高度、孔穴率与毛细间隙的关系
3.液态钎料平行间隙内的水平填缝动态过程
这种情况更接近于实际钎焊时的情况。由于间隙处于水平位置,液态钎料填缝时的附加压力与重力垂直,所以重力不起抵消附加压力的作用。因此,可将式(2.24)中的第二项取消,以填缝长度L代替y,由此得到

由式(2.26)可见,填缝速度与间隙a成正比。但当v=dL/dt=0时,L→∞,无确定值。这时由于在水平间隙内填缝时附加压力与重力垂直,造成无平衡态存在,也就是说,当钎料量无限多时,填缝过程可以一直进行下去。Latin对这一问题进行了实验测定,结果表明L/t与a基本上成线性关系。但是当间隙值越大时,实验结果与直线的偏差越大。这可能是由于小间隙时测定困难,使得误差变大。
为评价水平填缝时的润湿程度,定义“浸透系数”I m 为

由此可见,浸透系数是一个动力学的评价指标,它与速度具有相同的因次。浸透系数越大,填缝速度越大,填缝能力越强,并且浸透系数与毛细尺寸无关,这比采用毛细爬升高度h更具优越性。
应用:可推广用于解释底部填充胶的底部填充行为。
4.焊缝不致密性缺陷的形成机理
所谓焊缝的不致密性缺陷是指焊接间隙中的夹气、夹渣和未钎透等缺陷,会给焊点的密封性、导电性和抗腐蚀性等带来不利的影响。此类缺陷的产生与钎焊过程中熔化钎料及助焊剂的填缝过程有很大的关系。在通常平行间隙的情况下,液态钎料和助焊剂并不是均匀一致、整齐划一地流入间隙的,而是以不同的速度和不规则的路线流入间隙,这是产生不致密性缺陷的根本原因。
当钎料(或助焊剂)熔化后从平行间隙的一侧向间隙中填充时,在流动前沿和间隙的侧面边缘处都将出现弯曲液面,因而造成钎缝边缘处的附加压力比内部大,这使得钎料(或助焊剂)沿钎缝外围的流动速度比内部的填缝速度大,因而可能造成钎料对间隙内部的气体或助焊剂的大包围现象(见图2.31)。一旦形成大包围后,所夹住的气体或助焊剂残渣就很难从很窄的平行间隙中排除,使得钎缝中形成大块的夹气和夹渣缺陷。除了大包围会产生致密性缺陷外,更常见的是由小包围产生的致密性缺陷。由于间隙内部金属的表面不可能绝对平齐,清洁度也有差异,加上液态助焊剂和钎料与基体金属的物理化学作用等因素的影响,常常造成钎料在间隙内紊乱地流动,流动前沿形似乱云,结果便造成小包围现象(见图2.32)。
应用: 可推广用于解释元器件底部填充气孔的形成原因。
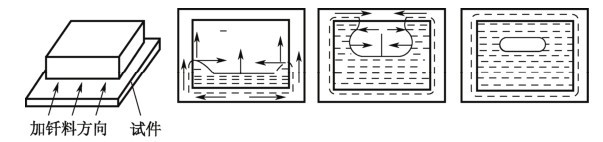
图2.31 钎缝中的大包围缺陷形成示意图
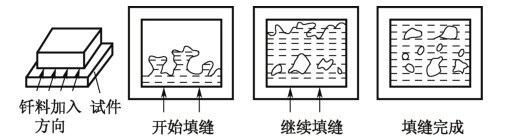
图2.32 实际填缝过程及小包围缺陷的形成
5.液态钎料不平行间隙内的垂直爬升高度
如果处于竖直位置的两平板构成不平行间隙并插入液态钎料中,两平板与y轴的夹角均为α,在钎料槽液面处(y=0)的间隙为a(见图2.33),对于上小下大的间隙下图中(a)有:

同理,对于上大下小的间隙下图中(b)有:

由式(2.29)可以看出,对于上大下小的间隙,钎料爬升的高度将减小;相反,对于上小下大的间隙,钎料爬升的高度将增大。
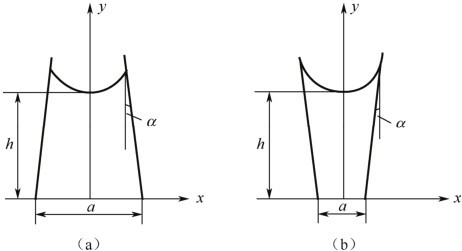
图2.33 不平行间隙中液态钎料的爬升高度
应用: 可用以解释通孔插装元件引脚插装后歪斜对通孔填充高度的影响。
6.液态钎料不平行间隙内的填缝动态过程
当钎料填充一端大、一端小的不平行间隙时,由于毛细作用力是与间隙的大小成反比的,间隙越小,毛细作用越强,因此液态钎料(或助焊剂)就具有优先填充小间隙的趋势。有关液态钎料填缝过程的X 射线摄影的研究结果表明,当液态钎料在不平行间隙中填缝时,不论是在大端、小端或侧端间隙处加入钎料,液态钎料总是优先填满小端间隙,然后逐渐向大端间隙方向推进(见图2.34)。图2.35给出了钎料填缝运动趋势。
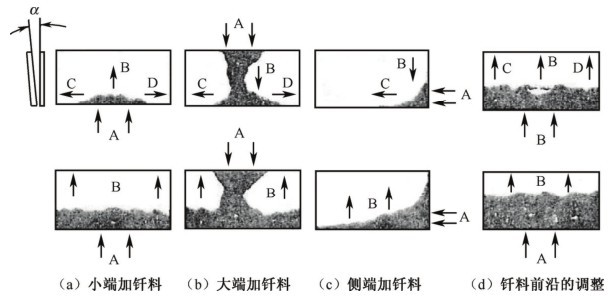
图2.34 钎料在不平行间隙内填缝的过程示意图
此外,不平行间隙还为夹气和夹渣等缺陷的自动排除提供了可能性。如果在不平行间隙内由于大小包围现象而形成了夹气,当气泡的尺寸大于间隙值时,由于受到上下基体金属的限制,间隙内的气泡会形成像鸡蛋一样一端大、一端小的形状,在受到附加压不平衡的情况下,气泡会从大间隙端排除,如图2.36所示。实验结果表明,随着钎焊时间的延长,不等间隙钎缝内部的缺陷比例有降低的趋势(见图2.37)。
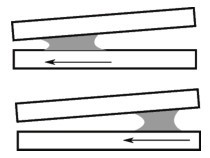
图2.35 钎料自行趋向小端示意图
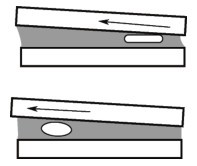
图2.36 夹气从大端自动排除示意图
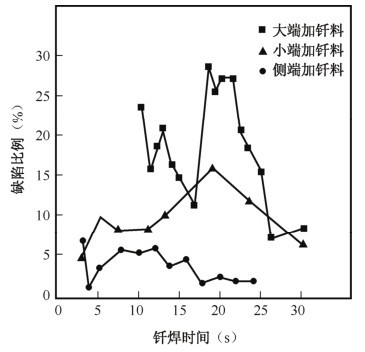
图2.37 缺陷比例随钎焊时间的变化
应用: 用以描述水平钎缝内的气孔排除路径,同时可用于解释翼型引脚、J形引脚等气孔率相对偏少的原因。
1.单板垂直插入液态钎料时的润湿高度
当一金属板垂直插入液态钎料中时,如果液体润湿固体,则由于弯曲液面的附加压力作用,液体将沿垂直板固-液界面上升到一定的高度,形成一个稳定的圆角,如图2.38所示。
日本野邑雄吉对其最大润湿高度进行推导得出:

由式(2.30)可知,润湿越好,钎料上升高度越大。因此可以用h 0 的大小相对判断润湿的程度。在实际钎焊过程中,焊点总有这种圆角存在,因此可通过观察和测量其大小来判断润湿程度。
应用: 润湿平衡测试法采用的基本原理基于以上所述。液态钎料润湿元器件引脚焊端形成焊点,以及焊点成型建模也均基于以上所述。
2.液态钎料在水平间隙中的平衡形态
当液态钎料在焊缝间隙内达到平衡时,系统能量必然最低。因此,对钎焊时的任何体系均可综合考虑重力势能和表面势能的变化情况,按照能量最低原则对问题进行求解。图2.39以液态钎料在水平间隙中的平衡形态为例进行了说明。
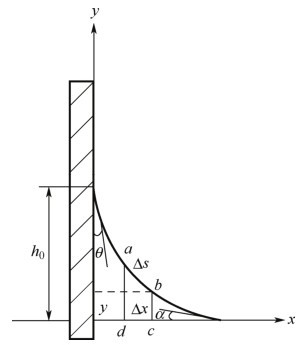
图2.38 润湿垂直板的弯液面形状
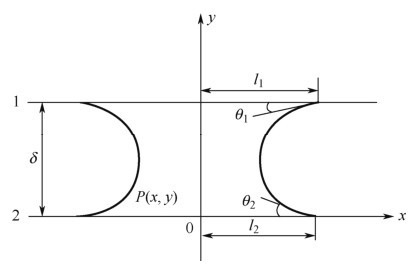
图2.39 液态钎料在水平间隙中的平衡形态
当液态钎料能润湿基体金属时,对其在间隙中的形态可由 Laplace公式和流体静力学关系推导出:

此公式为二阶微分方程,当有两个特解时即可对其求解。由于此微分方程的复杂性,要求出其解析解是困难的,对此可采用有限元方法来求解。
应用: 目前关于此平衡形态的研究较少,工艺应用也较少,再流焊接中的片式元器件侧钎料球缺陷是一种水平间隙平衡态演变的现象,工程中常采取减少钎料量的方式进行预防,但其机理尚待进一步研究。