
下载掌阅APP,畅读海量书库
立即打开



 3.3 无Pb焊料合金
3.3 无Pb焊料合金
1.无Pb焊料合金的定义
欧盟RoHS、ISO 9453和日本JEIDA等都有明确规定:Pb的含量小于0.1wt%(1000ppm)的焊料合金可定义为无Pb焊料合金。例如,ISO 9453标准中关于无Pb焊料合金的规定,如表3.8所示。
表3.8 ISO9453中关于无Pb焊料合金的规定(wt%)

注:各种杂质元素的重量百分比均为其含量的最大允许值。
2.评价无Pb焊料合金应用性能的标准
① 机械性能(剪切强度,抗蠕变、等温疲劳、热疲劳等能力)要接近或等于Sn37Pb;
② 物理性能(电导率、热导率、热膨胀系数)与Sn37Pb应是可比较的;
③ 应用特性与现代电子产品的制造基础结构是兼容的;
④ 润湿性良好,相变温度(固-液相线)与Sn37Pb焊料相近,金属学组织稳定;
⑤ 无毒性:金属元素对毒性的影响:Pb>Cu>Ni>Ag>Al>Sn>Au;
⑥ 可以再循环利用,成本低;
⑦ 地球上储量能满足市场需求,某些元素,如In、Ce等因储量小,只能作为添加成分;
⑧ 能加工成工业上所需的棒料、线料及粉料等各种形状。
3.无Pb焊料合金的开发
(1)开发概况
目前,有可能替代SnPb焊料的合金材料是Sn基合金。以Sn为主,添加Ag、Cu、Sb、In、Bi、Zn、Ni、Co等金属元素,构成二元、三元或多元合金,以改善合金性能,提高可焊性、可靠性。这些合金具有下述特征:
● 合金的性能,特别是力学性能取决于其金属学组织;
● Sb的含量不适当将恶化Sn基合金的润湿性能;
● In原子在Sn晶格中的分布显著影响其疲劳性能;
● 如果存在Bi的第二相沉淀将显著脆化Sn基合金;
● Sn与Cu、Ag、Sb等之间金属间化合物的形成将显著影响其强度和疲劳寿命。
可以断定,新型无Pb焊料合金中各组分含量必须是特定的,或者只能在一个很窄的范围内变动。
由美国NCMS推荐的含Bi的无Pb替代合金,由于Bi是Pb冶炼中的副产品,因此,在欧洲不太受欢迎。In因货源贫乏也被排除。SnZn合金融点、成本均与SnPb接近,有优势。然而含Zn合金润湿性差、氧化厉害,给应用带来了困难。而四元合金系由于在应用中循环再生过程非常复杂,循环再生成本高昂,故在应用中也受到了约束。
据统计,目前世界上已研究出超过200余种无Pb合金,然而仅只有不到10种合金能进入工业应用。而且到目前为止,还没有一种无Pb焊料合金的性能能与SnPb共晶合金相比美。
目前,从最简单的二元系合金到更复杂的多元系合金,其性能优点表现突出的有下述八个成分系统:
① Sn-Ag;
② Sn-Cu;
③ Sn-Zn;
④ Sn-Cu-X;
⑤ Sn-Ag-Cu;
⑥ Sn-Ag-Bi;
⑦ Sn-Ag-Cu-Bi;
⑧ Sn-Ag-Cu-In。
(2)尚存在的问题
虽然Sn基无Pb合金已获得较为广泛的应用,但与Sn37Pb共晶焊料相比,无Pb焊料合金仍存在以下问题。
① 熔点高,如表3.9所示。
表3.9 常用的无Pb焊料合金与Sn-37Pb熔点温度的比较

② 表面张力大,润湿性差,如表3.10所示。
表3.10 63Sn37Pb与Sn3.8Ag0.7Cu性能比较

③价格高,如表3.11~3.12所示。
表3.11 替代元素价格比较(2000年Pb的市场价格约为0.4美元/磅)

表3.12 合金成本情况(2000年)

实用的无Pb焊料合金,通常按熔点范围作如下分类。
① 低熔点无Pb焊料合金(熔化温度范围<180℃),如表3.13所示。
表3.13 低熔点无Pb焊料合金

② 熔点与Sn37Pb相近的无Pb焊料合金(熔化温度范围:180~200℃),如表3.14所示。
表3.14 熔点与Sn-37Pb相近的无Pb焊料合金

③ 中等范围熔点的无Pb焊料合金(熔化温度范围:200~230℃),如表3.15所示。
表3.15 中等熔点范围的无Pb焊料合金

④ 高熔点无Pb焊料合金(熔化温度范围:230~350℃),如表3.16所示。
表3.16 高熔点无Pb焊料合金

① 替代合金必须适应电子工业使用的所有形式。
● 手工焊用的焊料丝;
● 焊膏用的焊料粉末;
● 波峰焊接用的焊料条。
② 不是所有被推荐的合金都可制成所有需要的形式。
● Bi含量高将使合金太脆而不能拉制成焊料丝;
● 替代合金还应该是可循环再生的,将三四种金属加入到无 Pb 替代焊料配方中,可能使循环再生过程复杂化,从而导致成本的增加。
③ 不是所有的替代合金都可轻易地取代现有的焊接过程。从工业应用角度看,趋向于使用共晶或接近共晶成分的合金如下。
● Sn3.5Ag;
● Sn0.7Cu;
● Sn(3.0~4.7)Ag(0.5~1.3)Cu;
● Sn(3.0~3.5)Ag(0.5~3.5)Bi(0.5~0.7)Cu。
当组分为Sn3.5Ag 时形成共晶合金,熔化温度为221℃,其状态图如图3.14 所示,该合金是一种在无铅化之前就已经使用的抗疲劳、高熔点的焊料合金。由图可知,当Ag含量低于50%时,SnAg合金系的状态图与SnPb合金系的状态图相似。但对SnPb合金,Sn和Pb在结晶时能在某种程度上互相固溶,而Sn几乎不能固溶Ag;同时,Sn和Ag却能形成稳定的金属间化合物Ag 3 Sn,因此,SnAg合金中的Ag主要是以金属间化合物而非固溶体的形式存在着。
Sn3.5Ag合金的典型显微金相组织,如图3.15所示。它是由不含Ag的纯Sn相(β-Sn)初晶和微细的Ag 3 Sn相组成的二元共晶组织,但其结构和形成过程与Sn37Pb共晶合金不同。Sn3.5Ag的结晶过程是,先形成β-Sn初晶颗粒,在其长大的同时,其周围间隙中富含Ag的液相合金也在发生共晶反应。最终的金相组织是由树枝状的βSn初晶,与围绕其周围的β-Sn与Ag 3 Sn交织而成的共晶组织(图中明喑交织的部分)共同组成的。Ag3Sn通常难以长大,特别是在焊接中的较快的冷却速度更限制了它的生长。因此,共晶合金中的 Ag3Sn 通常都呈微细的纤维状结构。

图3.14 SnAg合金系状态图
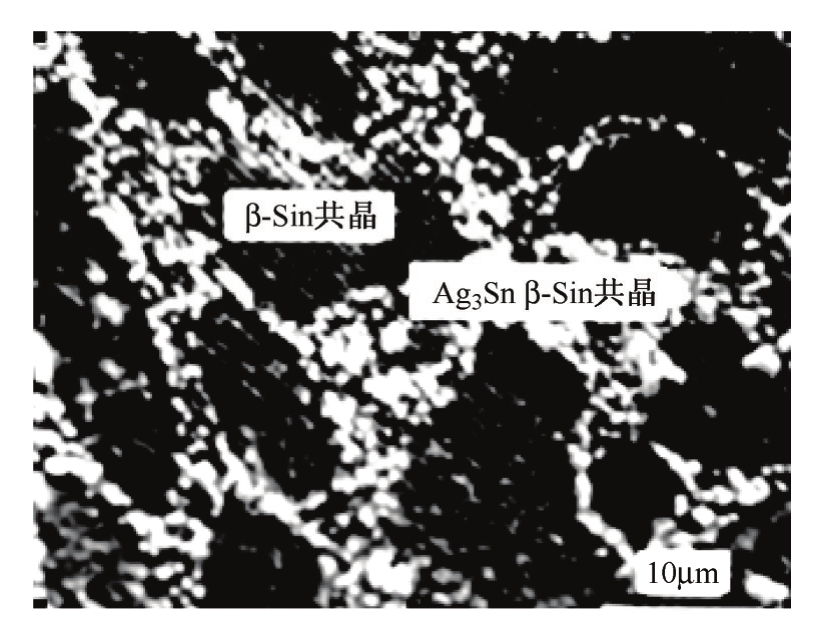
图3.15 SnAg合金系的金相组织
由于Ag 在Sn 中的溶解度可以忽略,因此,对合金机械性能(包括疲劳寿命和裂纹扩展率)起改善作用的不是固溶强化,而是分散在合金组织中的金属间化合物Ag 3 Sn。而且当Ag含量超过3%时,合金的抗拉强度和屈服强度就已超过了Sn37Pb焊料合金,其延伸率也达到了最高值。然而当Ag量超过3.5%后,合金的机械性反而会出现下降,这与Ag量增加而引起的Ag3Sn组织的粗化有关。此外,Ag量超过3.5%,合金的液相线温度也将开始提高,这对电子装联焊接也是不利的。因此,焊料合金中的Ag含量均应小于4%为宜。
Ag3Sn是在高温下形成的金属间化合物,故即使在高温环境也不易粗大化,故Sn3.5Ag的耐热领比SnPb焊料合金好。同时因Ag是以化合物的形式存在,故难以发生“Ag离子迁移”现象。
因此,业内人士认为用SnAg焊料作为SnPb替代品应该很方便,但这种材料也有下列几个问题:
● 熔点为221℃,相对于许多表面安装器件和工艺来说都太高;
● 内含(3.5~4)wt%Ag,将因成本过高而在某些领域应用中受到限制;
● 当合金内不同区域冷却速率不同时,存在Ag的相位变化而无法通过可靠性试验。
有人将一条Sn4Ag合金块进行再流并从底部强制冷却,然后检查它在不同冷却速率下的微观结构,如图3.16所示。
Sn4Ag合金由于冷却速率不同而有三种金相结构,这种结构缺陷与在焊点上发生的情况很类似。因此,它可能引起现场失效。正是由于这个缘故,多数OEM厂商和工业组织都反对采用SnAg作为主要的无Pb焊料合金,Ag的相变问题还引起了人们对含Ag量高的SnAgCu合金的担心。
合金中Ag含量的增加对合金机械性能的影响,如图3.17所示。Sn3.5Ag合金的物理性能,如图3.18所示。

图3.16 Ag在不同的冷却速度下的相变

图3.17 Ag含量对合金机械性能的影响

图3.18 Sn3.5Ag的物理性能
SnCu系合金的状态图,如图3.19所示。在Cu侧形成了复杂的多个金属间化合物,而当Sn含量>60%时,可见到近似共晶的合金。当成分为Sn0.7Cu时构成共晶组分,其金相组织形式为Sn-Cu 6 Sn 5 的二元合金。
Cu几乎不固溶于Sn,但与Sn可形成一系列金属间化合物。在共晶成分附近,Cu与Sn形成的主要金属间化合物是η相Cu 6 Sn 5 。故Sn0.7Cu共晶合金的显微组织,如图3.20所示。与Sn3.5Ag很相似,也是由β-Sn初晶与绕其周围的由Cu 6 Sn 5 微粒与β-Sn交织的共晶组织共同组成的。但是,Cu 6 Sn 5 不像Ag 3 Sn那么稳定,例如,像图3.20中的微细共晶组织在100℃温度下,只能保持数十个小时便消失了。分散的 Cu 6 Sn 5 粒子组织的粗大化变化,正是导致SnCu系焊料合金的高温稳定性和热疲劳可靠性与SnAg系焊料合金相比要差的原因。此外,Cu 6 Sn 5 的形状、分布也与冷却速度有关。在通常焊接的的冷却速率下 Cu 6 Sn 5 主要颗粒状分布;而当冷却速度很低时,Cu 6 Sn 5 可能形成中空的细条形状。

图3.19 SnCu系合金状态图

图3.20 Sn0.7Cu合金再流焊接后的组织(SEM照片)
SnCu共晶合金共晶点的温度为227℃,在无Pb焊料合金中属于熔点比较高的合金类。因而在组装中焊接温度要超过250℃,故不适合作再流焊接。由于其不含Ag,价格比较低,故多用在比较简单的PCB板的经济型产品波峰焊接中。
尽管SnCu合金可以节约一部分成本,但它也有几个问题必须要考虑:
● 熔点227℃,比Sn3Ag0.5Cu高了约9℃,因此在许多温度敏感场合下,其应用受到限制;
● 与其他无 Pb 焊料合金相比,这种合金湿润性较差,在很多时候要求使用氮气和活性较强的助焊剂;
● SnCu合金毛细作用能力很低,难以吸入PTH孔中,同时它缺乏表面安装组件所需要的抗疲劳特性;
● 很差的抗疲劳特性会引起现场失效,可能会完全抵消因廉价所带来的初期成本的节约;
● 延展性:约为30%;
● 电阻率:11.67μΩ-cm。
为了细化SnCu合金中的Cu 6 Sn 5 的粒度,可在其中添加Ag、Ni、Co、Au等微量元素来进行改性。例如:添加0.1%的Ag可以改善其机械性能;而添加微量的Co、Ni不仅具有抑制氧化浮渣发生的效果,而且还使得其润湿性接近纯Sn,故改善了对PCB的PTH孔的透孔性。
Bi正成为无Pb电子系统中的必要元素。比如说,在SMT制造中,一块PCB板上就可能组装有一个或多个含铋的元器件。这是因为,除Pb之外,Bi是减少Sn晶须现象发生的最有效的元素。
就健康危害方面而言,Bi比其他常用金属如Sn、Ag、In、Cu和Ni更安全(根据美国OSHA PEL标准)。在采用Bi的焊料中,有两种含Bi合金:Sn58Bi和Sn43Pb14Bi成为得到确认的组分。其中Sn58Bi组分在低温条件下,如在室温或接近室温的情况下,是一种强有力的合金。不过,其性能随着温度升高急剧下降,因而其应用只限于低温条件下。
在Sn系合金中添加了Bi的焊料,如图3.21所示,可以制得从共晶点138℃到232℃范围极宽的熔点合金。它不形成金属间化合物,Bi主要以固溶体的形式存在于Sn之中,在139℃时,Sn58Bi共晶合金的显微组织是由富Sn相(在Sn中固溶有Bi)和富Bi相(在Bi中固溶有Sn)组成的共晶组织。因此,对SnBi合金起强化作用的是固溶强化。

图3.21 SnBi二元合金状态图
图3.22所示的是Sn40Bi的亚共晶组织,Bi具有10μm以上的粗大形状的结晶,故其脆性大,而且还影响机械性能。在Sn的初晶中析出微细的板状Bi,这样在焊料凝固后的固体中就失去了固溶度,从而导致其耐冲击性能变差。

图3.22 Sn40Bi合金组织(SEM照片)
该合金在实际应用中的问题是:其熔点约为190℃,从状态图可以看到此时的固-液共存区很大,其后果是易导致凝固偏析现象的发生。它在80℃的温度下是稳定的合金组织,一旦超过140℃便因Bi晶粒的粗大化而变脆。
SnZn系共晶焊料,是和SnPb共晶焊料融点最接近的一种无Pb焊料合金,而且它还具有良好的机械性能和经济性。图3.23所示为该系焊料合金的状态图。它不形成化合物,合金元素相互之间几乎不固溶,Sn相和Zn相是分离的。Zn相虽然呈现比较大的板状结晶,如图3.24所示,然而,却又不像Bi系合金那么脆,机械性能那么差。

图3.23 SnZn系合金状态图
SnZn系合金的共晶组分为Sn8.8wt%Zn,共晶温度为198℃。合金组织(OM照片),如图3.24所示。

图3.24 SnxZn合金组织(OM照片)
SnZn系合金由于在大气中抗氧化和耐腐蚀性能都比较弱,润湿性能和焊接的工艺性都比较差。所以,含Zn的无Pb焊Sn基合金在日本以外的国家和地区,基本上不受重视。
1.状态图
在SnAg合金中添加了Cu的合金,不仅保持了SnAg合金的优良的机械特性,还使其融点降低了若干,而且还减弱了在焊接过程中由于Cu的熔蚀而造成的恶劣影响。
SnAgCu合金系状态图,如图3.25所示。在SnAgCu合金中,Sn与次要元素的Ag和Cu之间的冶金反应是决定应用温度、固化机制,以及机械性能的主要因素。按照二元相图,在这三种元素之间有三种可能的二元共晶反应:

图3.25 SnAgCu合金状态图
● Ag与Sn反应,在221℃形成Sn基相位的共晶结构和ε金属间的化合相位(Ag 3 Sn);
● Cu与Sn反应,在227℃形成Sn基相位的共晶结构和η金属间化合相位(Cu 6 Sn 5 );
● Ag也可以与Cu反应,在779℃形成富Ag的α相和富Cu的α相的共晶合金。
2.金相组织及构成
图3.26所示为典型的Sn3.0Ag0.5Cu(简称SAC3050的金相组织,其β-Sn初晶和散布的共晶组织,几乎和SnAg合金相同。照片中Ag 3 Sn微细结晶呈现出很长的纤维状组织,在照片中掺混的作为共晶组织的一部分的Cu 6 Sn 5 微细结晶,几乎和Ag 3 Sn没有区别。

图3.26 Sn3.0Ag0.5Cu金相组织
Sn3.0Ag0.5Cu相对较硬的Ag 3 Sn和Cu 6 Sn 5 粒子的形成,可分隔较细小的Sn基颗粒,建立一个长期的内部应力,有效地强化了合金,阻挡疲劳裂纹的蔓延。
Ag 3 Sn和Cu 6 Sn 5 颗粒越细小,越可以有效地分隔Sn基颗粒,结果是得到整体更细小的微组织结构,因此延长了在较高温度下的疲劳寿命。
Ag和Cu在合金设计中的特定配方,对获得合金的机械性能是关键的,例如,当Cu含量为0.5wt%,Ag含量在(3.0~3.5)wt%之间变化时,其温度特性的変化并不很敏感,如图3.27所示。

图3.27 Ag含量变化时的温度特性
3.熔化和凝固的物理过程
日本学者菅沼克昭通过热分析得到Sn3Ag0.5Cu、Sn3.6Ag0.75Cu和Sn3.9Ag0.6Cu 3种SnAgCu焊料合金的DSC曲线,如图3.28所示。

图3.28 SnAgCu焊料合金的DSC测定曲线(升温过程)
(1)升温(熔化)过程
以Sn3Ag0.5Cu合金为例,其升温过程物性变化,如图3.28所示。
(a)Sn+Ag 3 Sn+Cu 6 Sn 5 →液体 217~218℃
(b)Sn+Ag 3 Sn→液体 218~219℃
(c)Sn 0 →液体 219~211℃
(d)Ag 3 Sn→液体 218.5℃
(2)降温(凝固)过程
① Sn3Ag0.5Cu的凝固:
液体→形成Sn初晶→形成Sn/Ag 3 Sn共晶→形成Sn/Ag 3 Sn/Cu 6 Sn 5 。
② Sn3.5Ag0.75Cu的凝固:
液体→大致是同时形成Sn/Ag 3 Sn/Cu 6 Sn 5 (在组织里析出Sn初晶)。
③ Sn3.9Ag0.6Cu的凝固:
液体→形成Ag 3 Sn初晶→形成Sn/Ag 3 Sn共晶→形成Sn/Ag 3 Sn/Cu 6 Sn 5 (在组织里析出Sn初晶)。

图3.29 从界面上突出的Cu 6 Sn 5 触须的 Cu/Sn界面组织
当Cu和液态焊料反应时,和反应层形成的同时,Cu向焊料液体中溶解。当凝固时,Cu 在β-Sn 相中几乎不固溶,而是作为化合物结晶出现,且大部分场合是生成Cu 6 Sn 5 。且以其为结晶核,在界面和孔隙中作为异物而生长的场合比较多。Cu 6 Sn 5 几乎都是呈中空触须状结晶,如图3.29所示。
4.Ag、Cu含量对机械性能的影响
Ag和Cu含量对SnAgCu焊料合金机械性能的影响,可分别作如下的描述。
① Ag为(3.0~3.1)wt%时:合金的屈服强度和抗拉强度都随Cu含量的增加而提升。
② 当Cu的成分超过1.5wt%时:屈服强度会降低,抗拉强度保持稳定,整体合金的塑性在Cu成分为(0.5~1.5)wt%范围内是较高的,然后随着Cu的进一步增加而降低。
③ Cu含量保持在(0.5~1.7)wt%范围时,合金的屈服强度和抗拉强度两者都随Ag含量的上升而增加,但是塑性却降低了。
④ 在Ag 含量为(3.0~3.1)wt%时,疲劳寿命在Cu为1.5wt%时达到最大,而且还发现当Ag的含量从3.0wt%增加到更高的水平(如4.7wt%)时,机械性能没有任何的提高。
⑤ 当Cu和Ag两者配比都较高时(如Sn4.7Ag1.7Cu),塑性则受到损害。
⑥ 对于Cu含量为(0.5~0.7)wt%的SnAgCu合金,Ag含量高于3.0wt%时将增加Ag 3 Sn粒子的体积比例,从而得到更高的强度。可是,它不会再增加疲劳寿命。
⑦ 当含Cu量在(1~1.7)wt%的较高组分时,将造成疲劳寿命降低。
⑧ 同样当Ag的成分控制在(3~3.1)wt%而Cu超过1.5wt%时,Cu 6 Sn 5 粒子体积比例也会增加。可是,强度和疲劳寿命不会随Cu的增加而进一步增加。
⑨ 具有(3.0~4.7)Ag和(0.5~1.7)Cu的SnAgCu合金,具有相当好的物理和机械性能,不论是抗拉强度、疲劳特性和塑性均比Sn37Pb好得多,它展示了所希望的特性:熔化温度、强度、塑性、抗蠕变和疲劳寿命的最佳平衡。因此,世界上多数国家都主张使用SnAgCu合金。
⑩ 如前所述,Ag是SnAgCu合金中最贵的部分,和低Ag合金相比,高Ag合金在工艺性、可靠性及供应方面没有什么明显的优点。有人认为含Ag量高的合金有助于提高湿润性,但是湿润试验表明,含Ag量低的合金实际上比含Ag量高的合金湿润性更强。
因此,所有焊接应用中自然会使用成本较低的材料。事实上低Ag合金解决了高Ag合金的Ag相变化问题,且具有较好的湿润性和更低的熔点温度,可用在所有焊接场合,因此日本将其推荐广泛使用。
5.在电子组装中优选的无Pb焊料合金
对于PCBA组装制造来说,NEMI、JEITA、IDEALS、NCMS等组织,以及其他焊料合金材料供应商等,均已经证明了SnAgCu(SAC)合金是近、中期推行无Pb生产工艺最理想的无Pb焊料合金,理由如下。
① SAC不含Bi,而且不会与Pb形成低熔点相。形成低熔点合金相是含Bi合金的最主要问题,不能假设元器件引脚或线路板表面处理不会给焊接工艺造成Pb污染。特别是在无Pb转换的早期阶段,只要Pb污染含量达3%,即会形成以Sn10.5Bi或Sn12Bi形式存在的SnBiPb共晶体,其熔点只有96℃。低熔点不仅影响组件在高温环境下(如在汽车内)的使用,而且对所有温度下的疲劳测试都有不良影响。既然元器件引脚及印制线路板(PWB)表面在未来至少几年内极可能仍会造成Pb污染,所以含Bi的焊料合金就不是无Pb焊接的理想选择。
② SAC的熔点相对比较低,当SAC合金中Ag低于5.35%及Cu低于2.3%时,液固相温差将低于3℃,最理想的SAC合金熔点为217℃。
③ SAC只含有3种成分。当合金中成分种类变多时,就易产生杂质的问题,制造起来也比较困难,批量生产时熔点或液固相温差会变得难以控制。
④ 在选择SAC合金前必须确认产品要使用的地区或产品销售的目的地。
⑤ 前期试验证明SAC可靠性等于或优于SnPb合金。
NEMI选择Sn3.9Ag0.6Cu作为其最佳合金。不过NEMI还做了其他一些很有价值的工作,它通过统计显著性试验证明了银含量在3.0%至4.0%之间变化及铜含量在0.5%到0.7%之间变化时,焊接性能不会受到影响。
基于NEMI所做的工作,Sn3.9Ag0.6Cu是无Pb焊Sn的第一选择。不过后续工作证明,Sn3.0Ag0.5Cu(SAC305)可能是一个更好的折中方案,在空洞不良率可接受的水平下,能将墓碑效应降到最低。
6.SAC305焊料的优势
为确保再流焊接、波峰焊接、维修及重工之间的兼容性,在RoHS转换阶段,可以选择SAC305合金为RoHS焊料的基础。其具体优势为:
① 已有生产应用经验,易于使用;
② 接近共晶温度;
③ 毒性相对较低;
④ 与手工焊接、波峰焊接、再流焊接等兼容性好。
在SnAgCuBi系统中的Ag、Cu、Bi三个元素都会影响所得合金的熔点。找出这个四元系统中每个元素的最佳配比,以获得较低的熔化温度,同时又能将机械性能维持在所希望的水平上,显示所希望性能(熔化温度、强度、塑性和疲劳寿命)的最好平衡。
● Cu:熔化温度在0.5wt%Cu时达到最小。超过0.5%后熔化温度几乎保持不变。
● Ag:增加Ag时熔化温度下降,大约在3.5wt%Ag时达到最小。
● Bi:Bi 对进一步降低熔化温度起主要作用。可是,可加入 Bi 的量是有限的,因为它对疲劳寿命和塑性有非常大的破坏作用。合适的Bi的含量为(3~3.5)wt%。
① 在(3.0~3.1)wt%Bi、(3.0~3.4)%Ag和0.5%Cu时,能最有效地增加疲劳寿命。再增加任何Cu都不会影响疲劳寿命。
② 当保持Bi在(3~3.1)wt%和Cu在(0.5~2.0)wt%时,3.1wt%的Ag是达到最大疲劳寿命的最佳配比。
③ Ag与Sn之间的相互作用形成Ag 3 Sn的金属间化合物;Cu与Sn反应形成Cu 6 Sn 5 的金属间化合物。而对Sn与Bi的相互作用,有专家认为:
● Bi原子作为替代原子进入晶格位置达1.0%;
● 超过1.0%之后,Bi原子将作为独立的第二相沉淀出来。
最佳化学成分 Sn3.1Ag3.1Bi0.5Cu 提供了较高的强度,其疲劳寿命分别比Sn37Pb、Sn3.5Ag高出大约200%和155%。它具有(209~212)℃的熔化温度,狭窄的黏滞范围(小于或等于3℃)和润湿性能,特别适合于作为表面贴装应用中的Sn37Pb的替代品。因为它提供了较低的再流温度,这是期望的关键所在。虽然它的塑性比SnAg和SnCu低,但是还能满足要求。
① 含Bi焊料合金对Pb的出现非常敏感,主要是在冷却过程中易形成52Bi30Pb18Sn的三元合金,其熔化温度为96℃;
② 由于温度低,加速了晶粒的生长和相的积累,当热循环温度超过96℃时,焊接处的力学性能变差;
③ 含Bi焊料焊缝易翘起;
④ 抗疲劳特性高于SnPb共晶焊料,合金的性能随着Bi的增加而降低(SnAg3Bi > SnAg4Bi>SnAg7Bi);
⑤ 在SnAgBi合金中添加In会显著提高疲劳阻抗。