
下载掌阅APP,畅读海量书库
立即打开



现在大量的电气设备内部具有电子电路,高水平的电工技术人员应具备电子电路检修能力。 电烙铁是一种焊接工具 ,它是电路装配和检修不可缺少的工具,元器件的安装和拆卸都要用到,学会正确使用电烙铁是提高实践能力的重要内容。
1. 结构
电烙铁主要由烙铁头、套管、烙铁芯(发热体)、手柄和导线等组成,电烙铁的结构如图2-20所示。当烙铁芯通过导线获得供电后会发热,发热的烙铁芯通过金属套管加热烙铁头,烙铁头的温度达到一定值时就可以进行焊接操作。
2. 种类
电烙铁的种类有很多,常见的有内热式电烙铁、外热式电烙铁、恒温电烙铁和吸锡电烙铁等。
(1)内热式电烙铁
内热式电烙铁是指烙铁头套在发热体外部的电烙铁。 内热式电烙铁如图2-21所示。内热式电烙铁具有体积小、质量轻、预热时间短的特点,一般用于小元件的焊接,功率一般较小,但发热元件易损坏。
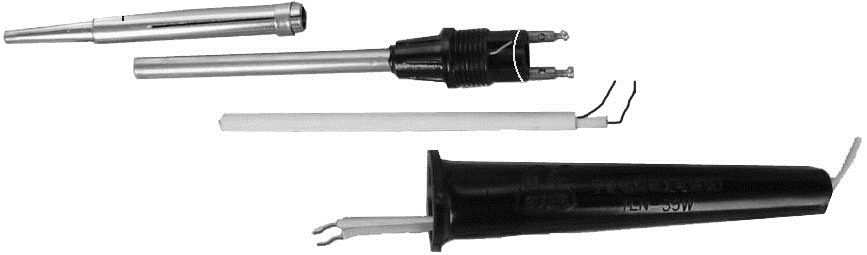
图2-20 电烙铁的结构

图2-21 内热式电烙铁
内热式电烙铁的烙铁芯采用镍铬电阻丝绕在瓷管上制成,一般20W电烙铁其电阻为2.4kΩ左右,35W电烙铁其电阻为1.6kΩ左右。常用的内热式电烙铁的功率与对应温度如下。

(2)外热式电烙铁
外热式电烙铁是指烙铁头安装在发热体内部的电烙铁。 外热式电烙铁如图2-22所示。
外热式电烙铁的烙铁头长短可以调整,烙铁头越短,烙铁头的温度就越高,烙铁头有凿式、尖锥形、圆面形、圆形和半圆沟形等不同的形状,可以适应不同焊接面的需要。
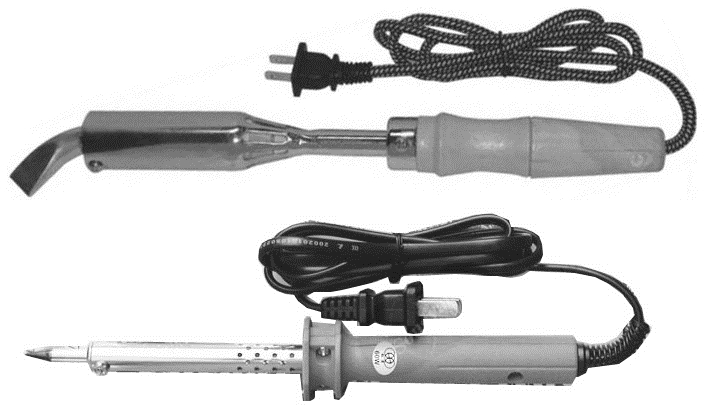
图2-22 外热式电烙铁
(3)恒温电烙铁
恒温电烙铁是一种利用温度控制装置来控制通电时间使烙铁头保持恒温的电烙铁。 恒温电烙铁如图2-23所示。
恒温电烙铁一般用来焊接温度不宜过高、焊接时间不宜过长的元器件。有些恒温电烙铁还可以调节温度,温度调节范围一般在200~450℃。
(4)吸锡电烙铁
吸锡电烙铁是将活塞式吸锡器与电烙铁溶于一体的拆焊工具。 吸锡电烙铁如图2-24所示。在使用吸锡电烙铁时,先用带孔的烙铁头将元件引脚上的焊锡熔化,然后让活塞运动产生吸引力,将元件引脚上的焊锡吸入带孔的烙铁头内部,这样无焊锡的元件就很容易拆下。

图2-23 恒温电烙铁
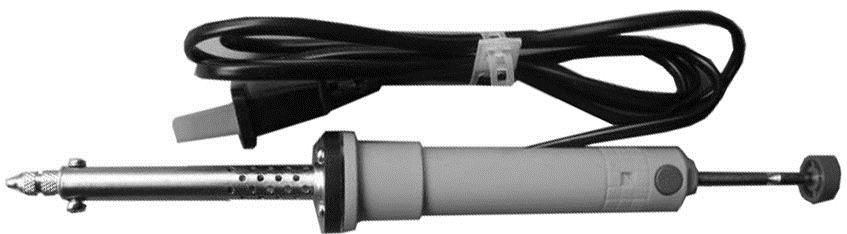
图2-24 吸锡电烙铁
3. 选用
在选用电烙铁时,可按下面的原则进行选择。
① 在选用电烙铁时,烙铁头的形状要适应被焊接件面要求和产品装配密度。对于焊接面小的元件,可选用尖嘴电烙铁,对于焊接面大的元件,可选用扁嘴电烙铁。
② 在焊接集成电路、晶体管及其他受热易损坏的元器件时,一般选用20W内热式或25W外热式电烙铁。
③ 在焊接较粗的导线和同轴电缆时,一般选用50W内热式或45~75W外热式电烙铁。
④ 在焊接很大元器件时,如金属底盘接地焊片,可选用100W以上的电烙铁。
1. 焊料
焊锡是电子产品焊接采用的主要焊料。 焊锡如图2-25所示。焊锡是在易熔金属锡中加入一定比例的铅和少量其他金属制成的,其熔点低、流动性好、对元件和导线的附着力强、机械强度高、导电性好、不易氧化、抗腐蚀性好,并且焊点光亮美观。
2. 助焊剂
助焊剂可分为无机助焊剂、有机助焊剂和树脂助焊剂,它能溶解去除金属表面的氧化物,并在焊接加热时包围金属的表面,使之和空气隔绝,防止金属在加热时氧化,另外还能降低焊锡的表面张力,有利于焊锡的湿润。 松香是焊接时采用的主要助焊剂, 如图2-26所示。

图2-25 焊锡

图2-26 松香
各种电子设备都是由一个个元器件连接起来组成的。用规定的符号表示各种元器件,并将这些元器件连接起来就构成了这种电子设备的电路原理图,通过电路原理图可以了解电子设备的工作原理和各元器件之间的连接关系。
在实际装配电子设备时,如果将一个个元器件用导线连接起来,除了需要大量的连接导线外还很容易出现连接错误,出现故障时检修也极为不便。为了解决这个问题,人们就将大多数连接导线做在一块塑料板上,在装配时只要将一个个元器件安装在塑料板相应的位置,再将它们与导线连接起来就能组装成一台电子设备,这里的塑料板称为印制电路板,之所以叫它印制电路板是因为塑料板上的导线是印刷上去的,印刷到塑料板上的不是油墨而是薄薄的铜层,铜层常称作铜箔。印制电路板示意图如图2-27所示。
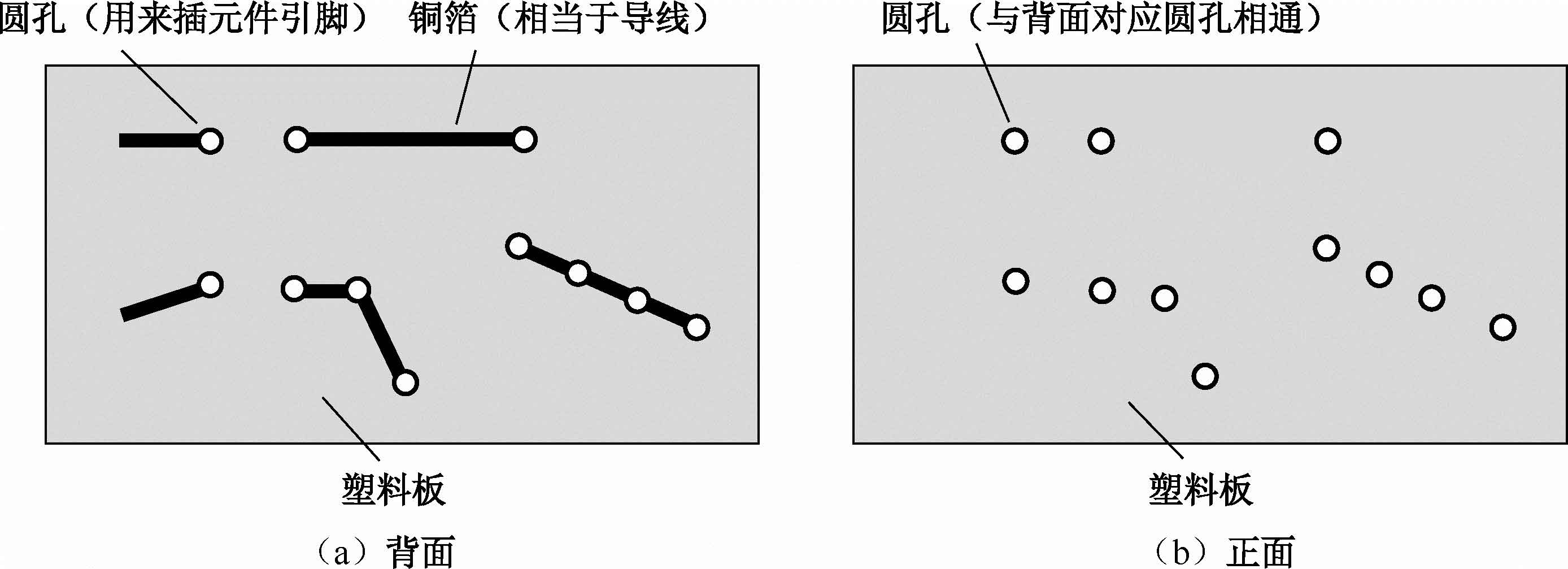
图2-27 印刷电路板示意图
图2-27(a)所示为印制电路板背面,该面上黑色的粗线为铜箔,圆孔用来插入元器件引脚,在此处还可以用焊锡将元器件引脚与铜箔焊接在一起。图2-27(b)所示为印制电路板正面,它上面有很多圆孔,可以在该面上将元器件引脚插入圆孔,在背面将元器件引脚与铜箔焊接起来。
图2-28是一个电子产品的印制电路板背面和正面图。
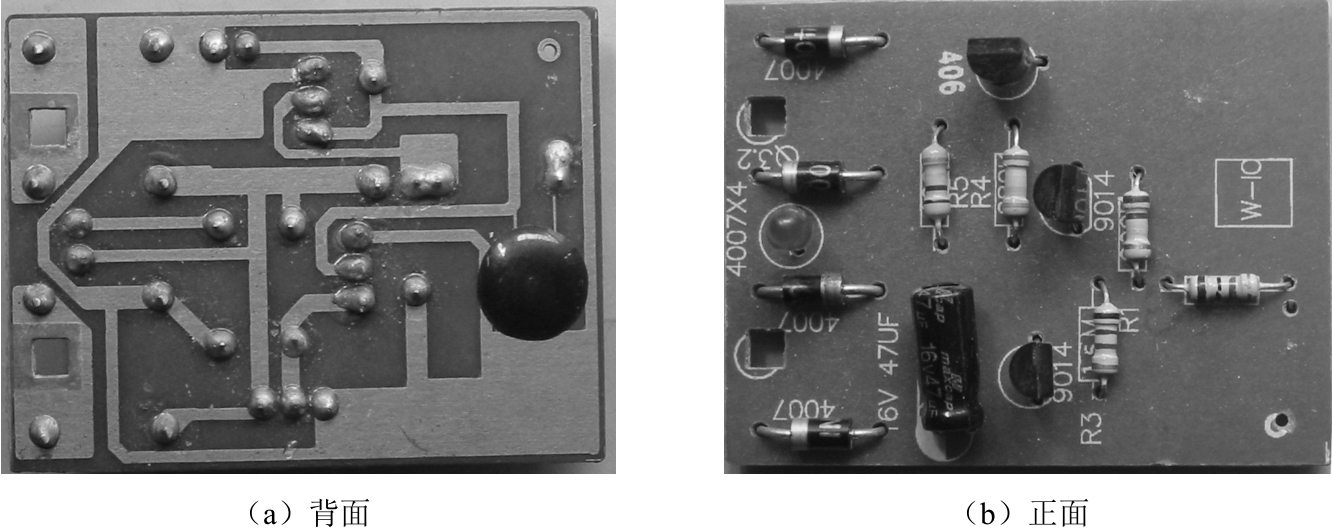
图2-28 一个电子产品的印刷电路板
印制板上的电路不像原理电路那么有规律,下面以图2-29为例来说明印制板电路和原理图的关系。
图2-29(a)所示为检波电路的电路原理图,图2-29(b)所示为检波电路的印制板电路,表面看好像两个电路不一样,但实际上两个电路完全一样。原理电路更注重直观性,故元器件排列更有规律,而印制板电路更注重实际应用,在设计制作印制板电路时除了要求电气连接上与原理电路完全一致外,还要考虑各元器件之间的干扰和引线长短等等问题,故印制板电路排列好像杂乱无章,但如果将印制板电路还原成原理电路时,就会发现它与原理图是完全一样的。
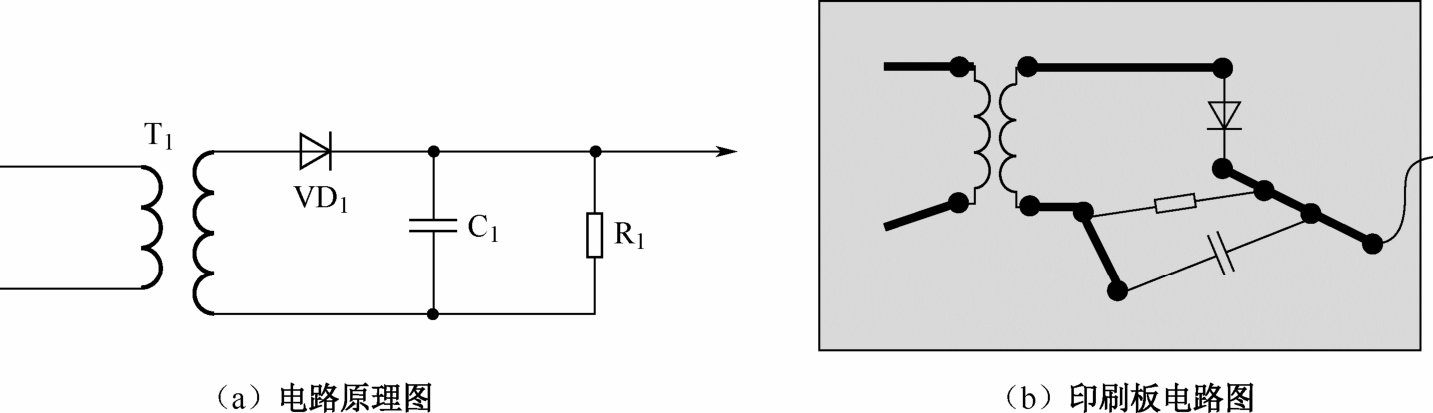
图2-29 检波电路
1. 焊、拆前的准备工作
元件的焊接与拆卸需要用来电烙铁。 电烙铁在使用前要做一些准备工作,如图2-30所示。
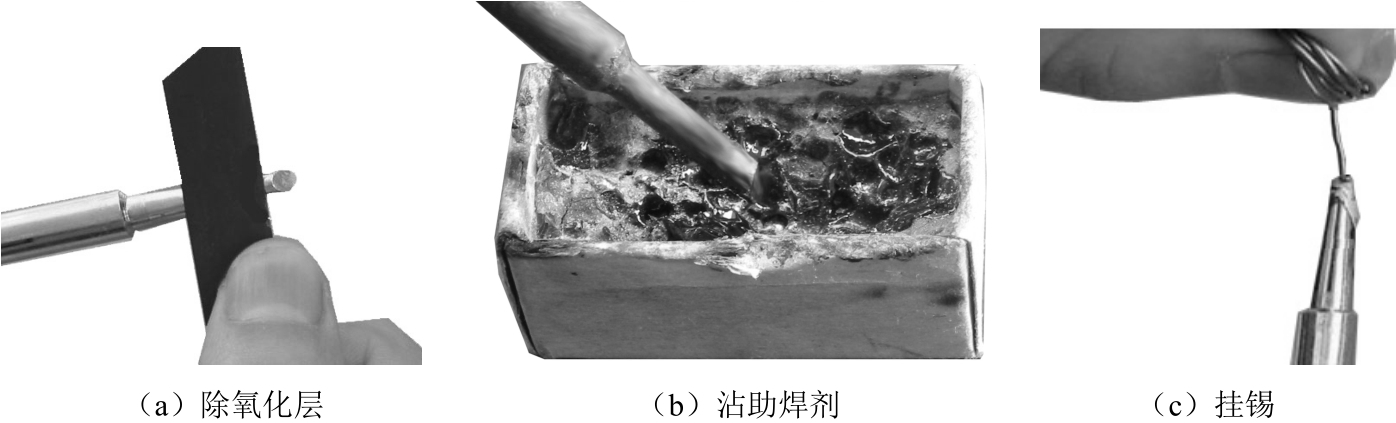
图2-30 电烙铁使用前的准备工作
在使用电烙铁焊接时,要做好以下准备工作。
第一步:除氧化层。 为了焊接时烙铁头能很容易粘上焊锡,在使用电烙铁前,可用小刀或锉刀轻轻除去烙铁头上的氧化层,氧化层刮掉后会露出金属光泽,该过程如图2-30(a)所示。
第二步:沾助焊剂。 烙铁头氧化层去除后,给电烙铁通电使烙铁头发热,再将烙铁沾上松香(电子市场有售),会看见烙铁头上有松香蒸汽,该过程如图2-30(b)所示。松香的作用是防止烙铁头在高温时氧化,并且增强焊锡的流动性,使焊接更容易进行。
第三步:挂锡。 当烙铁头沾上松香达到足够温度,烙铁头上有松香蒸汽冒出,用焊锡在烙铁的头部涂抹,在烙铁头的头部涂了一层焊锡,该过程如图2-30(c)所示。给烙铁头挂锡的好处是保护烙铁头不被氧化,并使烙铁头更容易焊接元器件,一旦烙铁头“烧死”(即烙铁头温度过高使烙铁头上的焊锡蒸发掉,烙铁头被烧黑氧化),焊接元器件就很难进行,这时又需要刮掉氧化层再挂锡才能使用。所以当电烙铁较长时间不使用时,应拔掉电源防止电烙铁“烧死”。
2. 元件的焊接
焊接元器件时,首先要将待焊接的元器件引脚上的氧化层轻轻刮掉,然后给电烙铁通电,发热后沾上松香,当烙铁头温度足够时,将烙铁头以45°角度压在印制板待元件引脚旁的焊铜箔上,然后再将焊锡丝接触烙铁头,焊锡丝熔化后成液态状,会流到元器件引脚四周,这时将烙铁头移开,焊锡冷却就将元器件引脚与印制板铜箔焊接在一起了。元件的焊接如图2-31所示。
焊接元器件时烙铁头接触印制板和元器件时间不要太长,以免损坏印制板和元器件, 焊接过程要在1.5~4s时间内完成,焊接时要求焊点光滑且焊锡分布均匀。
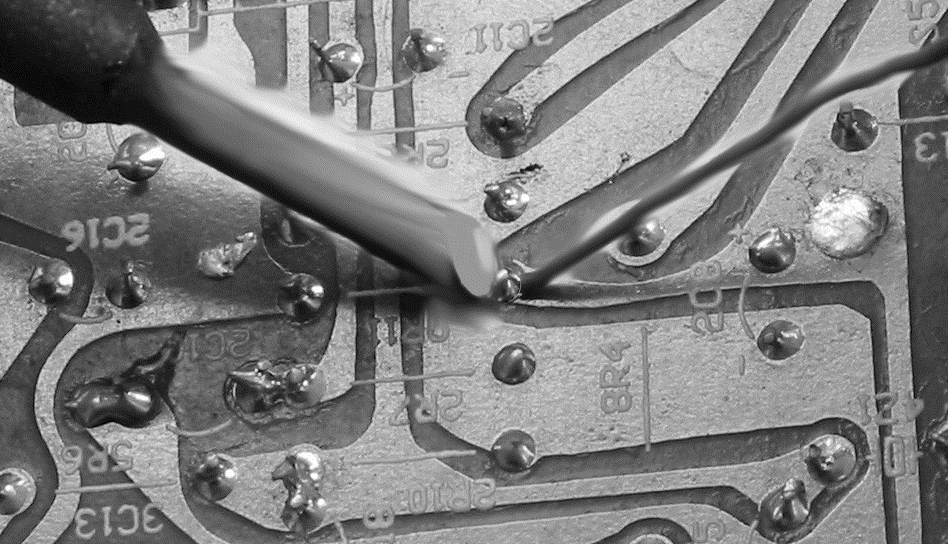
图2-31 元件的焊接
3. 元器件的拆卸
在拆卸印制电路板上的元器件时,将电烙铁的烙铁头接触元器件引脚处的焊点,待焊点处的焊锡熔化后,在电路板另一面将该元器件引脚拔出,然后再用同样的方法焊下另一个引脚。这种方法拆卸三个以下引脚的元器件很方便,但拆卸四个以上引脚的元器件(如集成电路)就比较困难了。
拆卸四个以上引脚的元器件可用吸锡电烙铁,也可用普通电烙铁借助不锈钢空心套管或注射器针头(电子市场有售)来拆卸。不锈钢空心套管或注射器针头如图2-32所示。多引脚元器件的拆卸方法如图2-33所示,用烙铁头接触该元器件某一引脚焊点,当该脚焊点的焊锡熔化后,将大小合适的注射器针头套在该引脚上并旋转,让元器件引脚与电路板焊锡铜箔脱离,然后将烙铁头移开,稍后拔出注射器针头,这样元器件引脚就与印制板铜箔脱离开来,再用同样的方法使元器件其他引脚与电路板铜箔脱离,最后就能将该元器件从电路板上拔下来了。
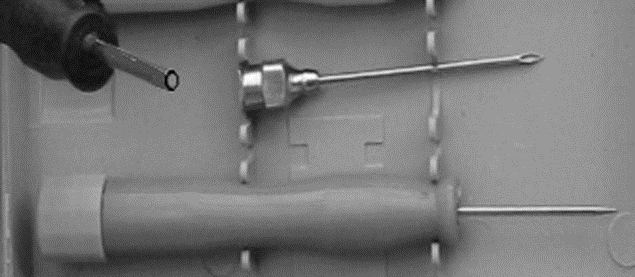
图2-32 不锈钢空心套管和注射器针头

图2-33 用不锈钢空心套管拆卸多引脚元器件