
下载掌阅APP,畅读海量书库
立即打开



 五、多产品作业调度计划
五、多产品作业调度计划
中等规模的印刷厂生产环境相当复杂,不仅拥有各种形式的多色印刷机,还有多种印后加工设备和一系列印前技术设备。印刷活件即使印量很大,一般占机时间也只有几天或几小时。在典型情况下,工厂里同时有20项或30项印刷活件。如果有许多活件要求紧急交货,情况就变得更加复杂了。
印刷厂的作业调度计划系统必须适应全部设备或工作中心、印刷活件以及交货期的范围。该系统允许迅速和频繁地更新,使得管理人员和生产人员更容易了解和掌握。前面介绍了制定单机或双机作业调度计划的优化决策规则,许多重复生产型印刷企业存在上述情况,但它们并不适用于普通的商业印刷厂。印刷业通常利用甘特图制定印前大型作业调度计划和印刷及印后加工作业调度计划。
1.甘特图
Henry L.Gantt是20世纪初期科学管理运动的先驱者之一,他的名字也被用于命名一种作业计划图,即甘特图。甘特图有几种形式,最通用的一种形式是网格图,水平轴是时间(天或小时),垂直轴是设备或成本中心。生产活件从左向右排入相应的设备行,左边为起始时间,右边为完成时间,如图2-1所示。
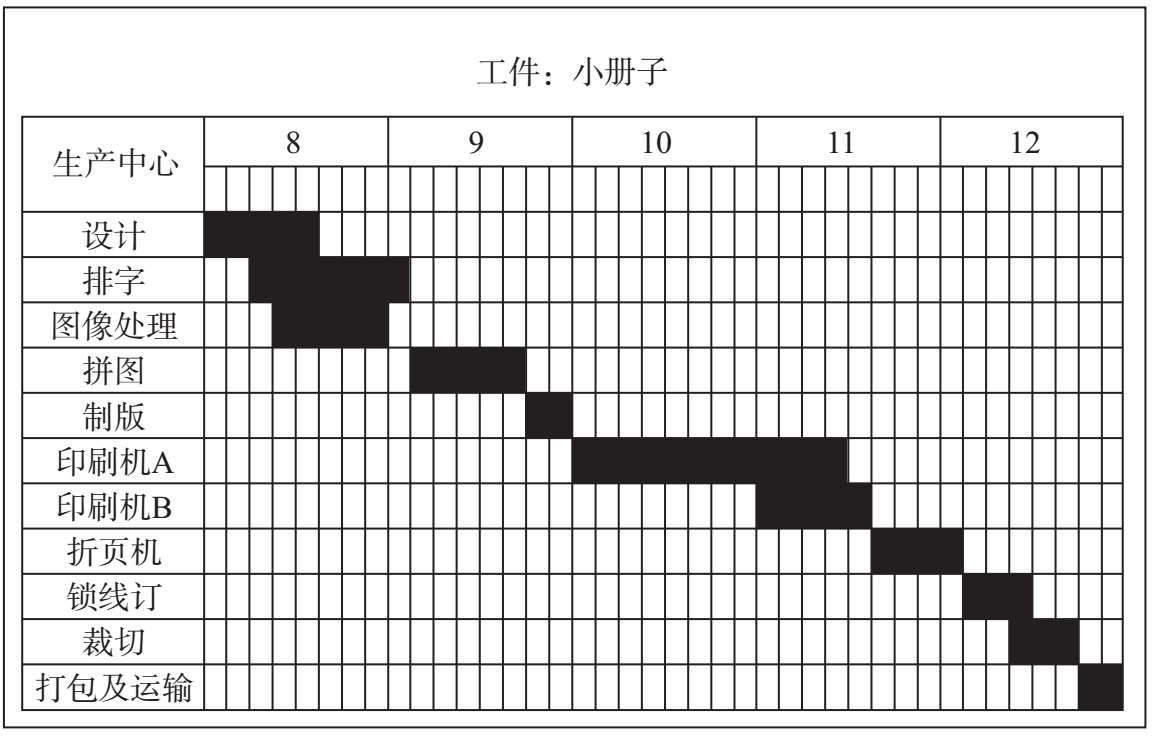
图2-1 单个工件作业调度计划甘特图
甘特图上的水平标志表示每个活件和该活件的每一个生产作业。标志的起始点(左端)对应于作业的开始时间(日期或时刻),一直延续到作业的完成时间。标志的形式可以是磁条,或其他可移动的装置,还可以采用不同的颜色表示不同的用户。在其他情况下,还可以在指示板上利用标签笔标示起止时间。事实上,有许多专利系统可供使用,还可以把作业计划图显示在计算机的显示器上。
甘特图的一种变体是在垂直坐标轴上用活件代替成本中心,而用水平轴表示活件在规定的时间所处的部门。使用这种显示方法容易跟踪活件的进程,但很难评价成本中心的使用价值或超负荷情况,也很难在这种图上表示出部门平行技术的使用情况。
有时候甘特图还采用负荷板或负荷图的形式。图板的顶上是成本中心或机器的标志,而各个活件的卡牌根据其进程挂到相应的标题下面。这种系统实际上是跟踪系统,而不是作业调度计划系统。机器下面活件卡牌的数字表示该机器的工作负荷。
甘特图有时挂满计划办公室的墙壁。大尺寸的甘特图不仅能在设备那一行中写明活件的详细内容,而且非常清楚醒目。在召开生产会议或制定作业战略时,大家能同时看清图上的内容是非常重要的。业务员、估价员、生产主管、采购人员和其他管理人员,都需要经常查看作业调度计划板,不但要检查活件的进度,还要发现计划中存在的空隙。
作业调度计划板上的内容必须定期更新,才能有实用价值。一般情况下,每天至少修改两次,而且必须由计划板维护人员负责此项工作。
要经常将主作业计划板的信息传输给小型、可以移动的显示器或监视器。制订出主作业计划后,还应绘制机器负荷图,并编写生产作业调度计划。
在被传递给主调度计划板之前,作业调度单上的数据可以用来表示活件的不连续(断开)、交叉平行和放置情况。这种脱机计算方法并不通用,但是当复杂活件的各个作业之间有松弛时间时,就可能有用处。
2.多产品作业调度计划的编制方法
为了取得最佳效率,在制订印刷机调度计划的时候,除采用重叠计划法和平行工艺作业的方法外,还需要考虑其他情况。如清洗印刷机,即将印刷机上的油墨清除并更换成另一种油墨,是非常不经济而又耗费时间的工作。调度员应当考虑印件油墨的颜色要求,并合理安排活件的印刷顺序,使清洗次数减至最少。类似的,当承印物的尺寸或厚度变化较大时,也需要重新调整输纸装置。因此,相同材料活件的汇总也是需要考虑的因素。调整输纸装置要比更换油墨省时间。因此,在制定活件作业顺序时,考虑的关键是减少印刷机清洗次数。
制订调度计划还要考虑活件排序方向为正还是为反。选用哪种方法取决于分配加工时间是否少于实际所需时间,以及各部门是否有空闲时间可利用。当用正规方法不能按时完成活件的加工时,就用反向排序法制订作业调度计划:从交货期和最后一道工序开始,利用重叠排序、平行加工工艺、动作分解以及最后一种手段加班或外包加工等办法,由后向前反向安排工序。这样能保证有足够时间按时完成活件的加工任务。当有足够的时间可以完成活件的加工,并且在一个或几个部门中近期有空闲时间时,可采用正向计划法,即活件从所经第一个部门的最早开始时间开始并向下传递。调度员选择可能的调度组合是必需的,这样可以避免因设备闲置而增加成本。在这种特殊情况下,能在客户要求的交货期之前完成活件的加工。
例2-2 假定我们正在考虑两个活件:一项是4色宣传画,另一项是64页4色产品样本。印刷企业每天的工作时间是14h。现在是星期一,并且上一星期没有遗留下未完活件。要求星期三早晨交付宣传画,星期五下午5:00(只有10h可用)交付产品样本。产品样本的电子文档可以直接用来排版和制版。大约星期一下午5:00之后,宣传画做好的样张才送到工厂,开始准备制版。假定印后加工开始之前,不需要太长的干燥时间,估计每道工序所需要的时间(h)见表2-11。
表2-11 活件工序耗用时间表单位:h

从表2-11可以看到,产品样本需要的总时间是93h,而可利用的时间是66h,需要考虑的另一个关键问题是印刷需要58h。
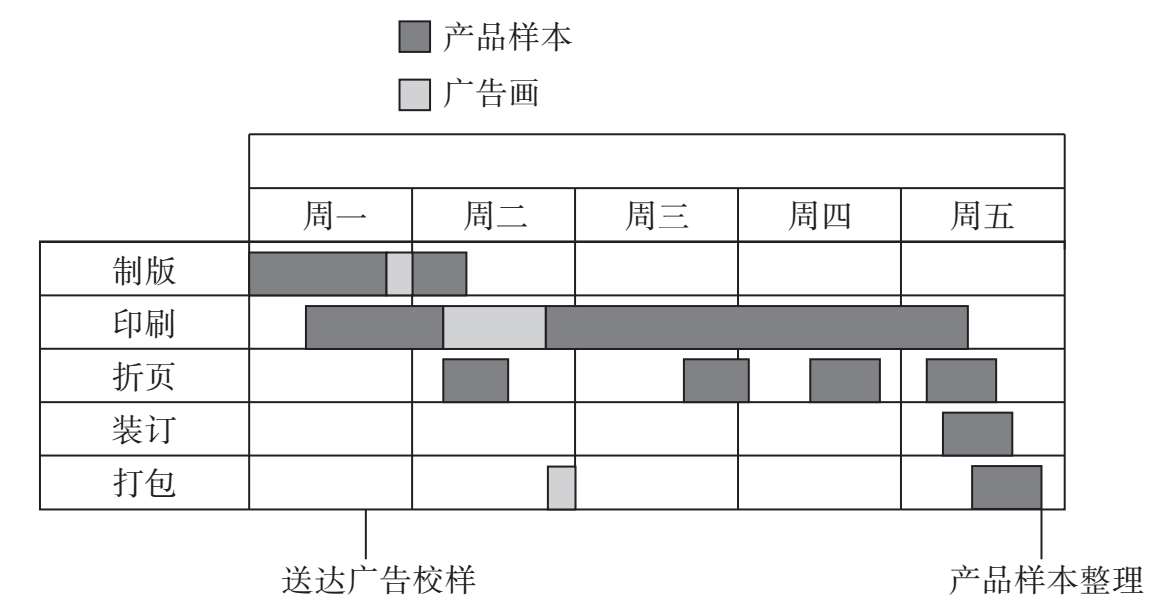
图2-2 甘特图记录了下列调度决策信息
根据宣传画和产品样本稿件到达企业的实际时间,在星期一开始计划编排时,只有产品样本可以开始制版,所以,可以先部分完成产品样本的印版制作,让印刷机尽早开始生产。等到宣传画的文件下午5:00送到企业后,再根据其交货要求,插排到产品样本的生产过程中。具体分析如下。
①产品样本打包占用星期五下午5:00之前的4h。
②产品样本的制版时间分成4段,每段4h(可制2块版)。星期一的第一个4h制产品样本的印版,然后制宣传画印版(2h),然后再制产品样本印版。
③产品样本的第一组印版(2块)制好后,立即开始印刷第一个书帖(共用12h)。印完第一帖之后,立即印宣传画(10h)。
(注:星期二工作到12h的时候,印完宣传画。完成印刷之后,立即安排打包。)
④印完宣传画之后,接着印刷产品样本的其他3个书帖,星期五工作到6h的时候,完成产品样本的印刷任务。
⑤产品样本的前3个书帖,每帖印完后立即开始折页。
⑥星期五工作3h后,立即开始进行最后一个书帖的折页,即与印刷工序重叠作业3h。
⑦星期五工作4h后,立即开始装订,与折页重叠4h,与打包重叠3h。
(注:折一个书帖需要的时间是5h,完成产品样本的装订时间也是5h,因此,装订不能安排在折页的前面。打包作业比装订更快,在打包开始之前,装订作业已经连续进行了2h,所以打包作业不会超过装订作业。)
如果我们假设印刷机不是双面印刷机,那么每个书帖的印刷时间就是12h,印刷每一面需要6h。在完成印刷工序前3h,最后一个书帖开始折页。此时,最后一个书帖已经印刷了9h,印完了印张的第一面,并且第二面也已印完了50%。因此,最后一个书帖印了50%的时候,就要开始准备折页。折页机留出2.5h,用来折完积压的书帖。在这段时间里,有充足的新印刷书帖可供使用,保持折页机连续运转而不致中断。