
下载掌阅APP,畅读海量书库
立即打开




在齿轮滚轧过程中,坯料金属由于受滚压轮的挤压而沿滚压轮齿根方向向滚压轮两齿所形成的空间区域发生塑性流动变形,从而形成轮齿。滚轧成形坯料的直径对分齿均匀性、轮齿成形质量具有十分重要的影响。
国内早期关于齿轮滚轧成形坯料初始直径的研究多集中于花键产品,而且多是处于生产一线的研究报道。青岛生建机械厂的郑全刚 [1] 、福建晋江市成达齿轮厂的傅耀先 [2] 、南京工艺装备厂的张光裕 [3] 、兰州理工大学的刘志奇 [4] 、太原科技大学的张大伟 [5] 和张兴旺 [6] 在对花键冷滚压精密成形研究中,均对滚压前坯料直径的选取进行了分析求解。因为冷滚压是塑性成形过程,坯料在挤压前后体积不变,且假设坯料轴向不发生变化,因此,可利用坯料变形前后截面积相等原则,根据几何计算,求得坯料初始直径,如图2-2所示,即面积 A 1 = A 2 。可以按照渐开线齿形面积公式求解坯料初始直径。
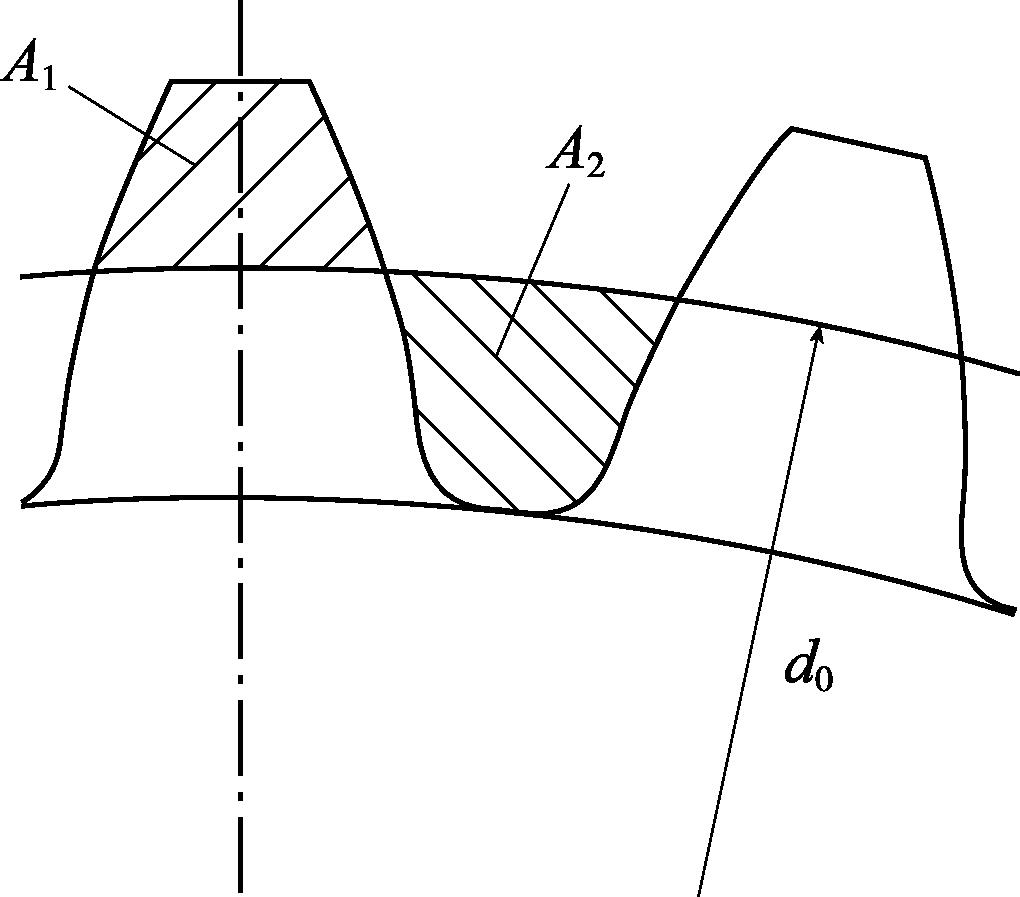
图2-2 坯料截面相等确定

北京齿轮总厂的吴修义 [7] 提出,如工件变位系数不大,可近似取待成形齿轮分度圆直径作为坯料初始直径 d 0 ,即
d 0 = mz (2-1)
式中, m 为待成形齿轮的模数, z 为待成形齿轮的齿数。
该文献还提到,工件分度圆压力角≤35°时,按渐开线齿形面积计算公式,计算坯料初始直径 d 0 值

(2-2)
若工件分度圆压力角>35°时,按直线齿形面积计算公式,计算坯料初始直径 d 0 值

(2-3)
以上两式中, d b 为基圆直径, d a 为齿顶圆直径, d f 为齿根圆直径, S a 为齿顶厚度, S f 为齿根厚度, α 为齿根圆压力角, α k 为齿顶圆压力角。
该文献还指出,对于齿宽小的花键齿,如齿宽在6~8mm,按上述公式计算出的坯料初始直径需要再增加(0.25~0.4) m 值,才能滚轧出符合尺寸要求的花键。
本书还提出可以借助三维绘图软件Proe、UG、SolidWorks等软件绘制待成形齿轮,使用软件自带功能获得待成形齿轮的体积,根据金属塑性变形体积不变原则,通过计算可得出坯料初始直径。
按上述方法求得的坯料直径是保证滚轧成形后获得所需齿轮形状的最小坯料直径,因其均未考虑齿坯成形过程中出现的突耳缺陷。因此坯料初始直径应考虑预留切削余量,初始直径应该稍微放大一些。而且根据分齿均匀性的需要,为保证坯料正确分齿,防止无打滑状态下不发生错齿、乱齿、多齿等缺陷,坯料直径尺寸还应和滚压轮齿顶圆直径尺寸按照接触弧齿的弦长相等原则进行调整,如图2-3所示。
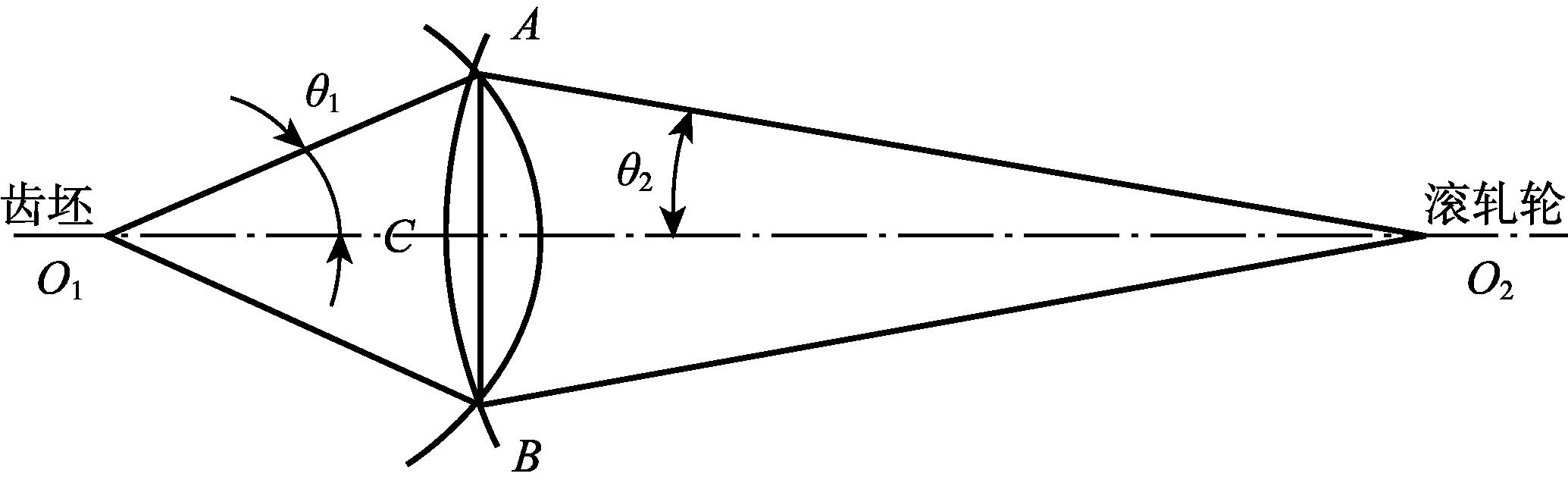
图2-3 齿坯直径和滚压轮齿顶圆直径满足弦长相等原则
由图2-3所示的弦长相等,有
d 0 sin θ 1 = d 1 sin θ 2 (2-4)
式中, d 1 为滚压轮齿顶圆直径, d 0 为齿坯初始直径。
即有
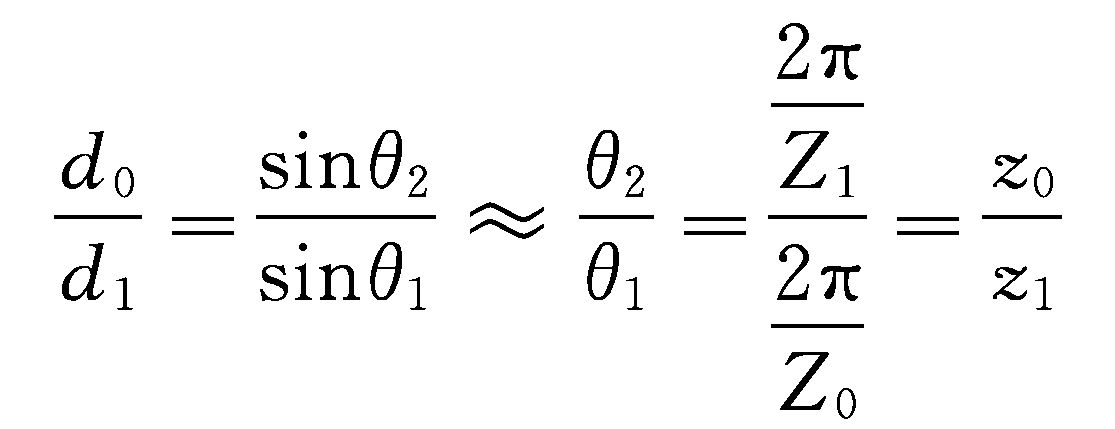
(2-5)
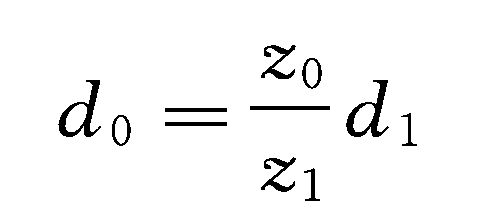
(2-6)
式中, z 0 为待成形齿轮齿数, z 1 为滚压轮齿数。
若待成形齿轮为31齿,模数为1,压力角为20゜,滚压轮齿数为51,则按照等体积原则、分度圆直径原则以及分齿均匀性弦长相等原则分别计算得到的坯料直径尺寸如表2-1所示。
表2-1 不同方法确定的坯料直径及单位长度体积盈余

从表2-1根据实例给出的几种坯料直径确定方法的结果看,等体积原则确定的坯料尺寸当然是最为精准的,但成形过程不可能如此精准;按照分度圆直径选取坯料,其尺寸略高于等体积法确定的坯料直径,但如果分齿不均或者出现突耳,其1.04%的材料体积盈余无法满足所有齿形尺寸设计要求;按照弦长相等原则确定的坯料尺寸单位体积盈余为9.14%,满足齿形突耳缺陷或齿廓精度偏差等后续切削加工或磨削加工需求。