
下载掌阅APP,畅读海量书库
立即打开



制定的改善动作不够细化,都是比如加强防护,注意员工操作动作等无法稽核和检查的动作。
(曾副总):攻关前期稽核员只能针对结果进行稽核,没有办法针对动作考核员工,同时36.25%的不良率还是很高,我们还要使之持续下降。所以项目组对前两周的攻关动作再进行细化,后面两周攻关的核心是在以前DJ公司改善动作的基础上,将动作进行量化、细化。
1.制订实施补充方案
(曾副总):之前制订的改善动作不够细化,所以在攻关第三周,我们就制订实施了《窝点不良攻关的补充动作》方案,对前期攻关方案的不足进行了完善。
窝点攻关补充动作
一、装配组(组长骆石平)
1.拿框时,小框不能超过2个,大框没有门头,只能一个一个拿。
2.拿门页不能两个一起拿,小门除外,小门不能超2个。
3.磨铰子时,不能三个叠在一起磨,最多两个,还要用泡沫隔开。
4.烧门花时,有8K边不能2个叠在一起烧,用泡沫隔开也不行。
5.烧好花的门放在架子上,特别要注意门页的角。
6.调门缝时要用泡沫,还要看泡沫上有没有硬物质。
7.装配好的门页上架要一个一个地拿,不能两个一起拿。
8.装好玻璃不能3个叠在一起。
9.装配时要用凳子顶住门板,不然会导致门板、门框变形或造成凹点。
10.由于装配拿门框时没有注意把小门框放在大门框上造成数个凹点需要整改。
二、封玻组(组长邓亚阳)
1.清门时要注意门页的碰撞。
2.要求每个员工调头门页时要注意力度。
3.把玻璃放到8K边的那些门,不能超过8层。
4.门页和门页堆放时要和下面那个有拉手的相反。
5.封门头那里的:门头和门头堆放前后都要用泡沫隔开,不能超过2个;
小门框不超过4个,大门框双开以上不能超过3个。
6.翻门页的时候轻拿轻放。
三、装车、挂门(组长李育光)
1.搬门时要注意边上的门页。
2.堆放门时,不管大门页小门页都要用泡沫隔开。
3.从车上卸门页时要注意门页的4个角。
4.没有刮胶水的门页不能卸车。
5.放在车上的门页拉手和拉手相反。
四、剪压组(组长钟贞勇)
1.门框料放在车里不能超出车面,摆放要整齐。
2.门框的长、短料要分开放。
3.不能用平板车运料。
4.钛金、黑钢等贵重板材要单独放,压好后要通知有关部门的组长验收。
5.门板料:长料压成半成品放在车里,每层都要放泡沫,不能超过6层。
6.在分料时要注意力度,分长料时要两个人一起分。
7.每一辆平板车要贴上10mm的泡沫。
8.每天压板前要清扫模具,压第一条料必须认真检查。
五、门框组(组长邹万昌)
1.画线时撕胶线要小心,不能把板料刮花。
2.烧好的门框料不能超过8个。
3.员工抱长料不能超过5条。短料放地面,不能重叠,若需重叠要用泡沫隔开。
4.洗门框那里,不能把小的门框放在大框上面。
六、门板组(组长邹海东)
1.短料不能叠起来,每一个员工在放短料的位置放一块泡沫。
2.拿长料:锁边不能叠起来,铰边不可以超过6条。
3.放在工作桌上撕胶纸:锁边不能超过8条,铰边不能超过10条。
4.每个员工的?子前面贴一块黑色泡沫,然后用胶纸贴固。
5.门板做好上架时要放整齐,一个格不能超出2个。
七、灌泡组(组长王云华)
1.拆料在车面时不能超出车面,每层放泡沫,拿料放料必须站在中间拿,不能推送。
2.冲铰口时,要把冲下来的边弄下来,然后放在凳子上。
3.冲锁边时,当料拖来时,要慢点,注意料的平衡拖出。
4.泡沫贴胶水后,面上不能有硬的物质。
5.分料时叠料不能超过8层。
6.冲好的铰口料堆放边上,两边必须平放(防倒),不能超过六条。
7.冲好的加强板必须按指定的方向摆放。
8.烧好的加强片必须叠好放,不能超过8层。
9.连片后叠放不能超过6条。
10.放泡时立放不能超过2层。
11.干泡连板后,最多只能抱6条。
12.堆放不能超过10条。
13.压板时每6条一格,一栋正常12条,最多不能超多15条。
14.拆料上车,铰边每层必须用泡沫隔开,锁边轻搬上车,高度不超过车身范围,锁边料需放稳。
15.冲好锁孔,料要立放,面层可以平放,必须每层放泡沫。
16.短料压板时,中板不超过25条。上下板不能超过30条。
(曾教授):这个方案的动作很细化,都是量化的动作。如小框不能超过2个,大框没有门头,只能一个一个拿等,这样稽核员就可以根据这些数据直接检查了。
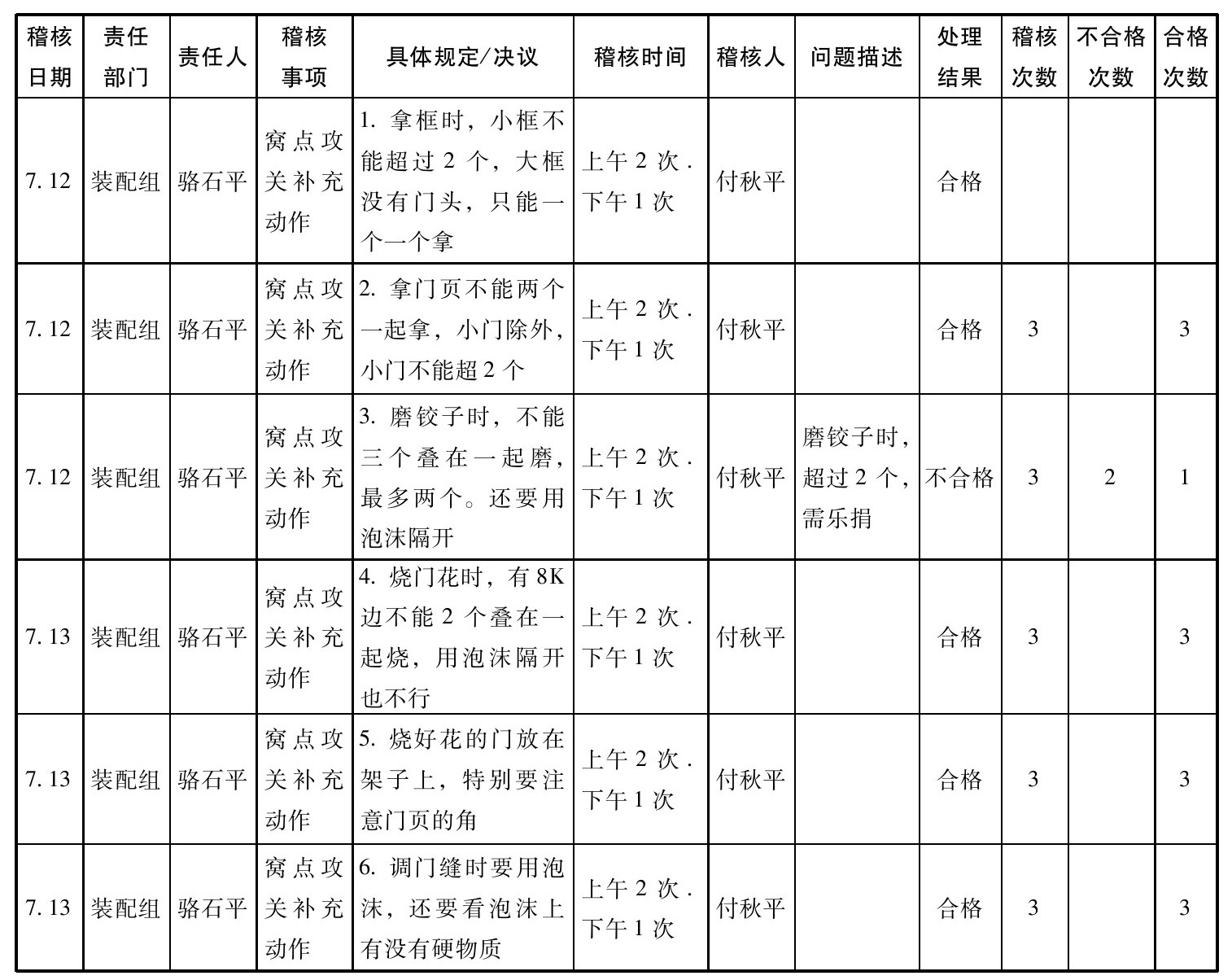
(曾副总):稽核员检查也有标准了,也不会与员工发生争执。我们看表1-4的稽核日志就能看到我们检查重点的转变。
表1-4 稽核日志

(曾教授):实际上设立这样一些量化的要求,也是考虑到员工拿得少,搬运得少,碰撞就少,而且都是很简单的动作。
(曾副总):从装配、封玻、装车、挂门到剪压、灌泡、门板、门框,我们给每一组都制订了这种数据化的动作。
以装配工序为例,将攻关前两周的改善动作跟后两周的动作进行对比,大家就能明显看到它们的差别。

(曾教授):在攻关第一阶段的攻关方案里,我们规定拿门框、门板和门花要做到轻拿、轻放、放稳,但这个动作没法检查。
到攻关第二阶段,我们所制订的动作就有非常准确的标准了,对过程越来越关注。
(曾副总):而且之前没有把装配的整个动作分段,只是一个总要求,就是门框、门板和门花要怎么拿,后面就把装配工序的动作进行了细化,对怎么拿框、怎么磨铰子、怎么烧门花、怎么调门缝都做了详细规定。
(曾教授):把一个操作动作分成几段,然后一段一段来规范。每一个动作要注意什么,应该怎么做,我们分段进行了明确,这些动作全部都是量化的。把动作分得更细也更量化,这样才能对过程进行控制,才是真正有效的标准化。
2.细化改善动作
(1)加强产品防护。
(曾副总):针对前期攻关动作不够细化的问题,我们的改善动作是:
第一,增加了产品防护的动作,对产品周转车、操作台、物料摆放架加装防护泡沫;对产品摆放高度进行限制,每层产品都用胶皮隔开(如图1-8所示)。

图1-8 产品摆放图片
(2)召开案例分析会。
(曾副总):第二,欧博老师还先后两次将无法修复而需要废弃的产品集中起来,组织所有钢门生产部员工召开案例分析会。通过案例分析的方式,唤醒员工的品质意识,强化攻关动作。
(曾教授):让大家看一看造成的损失有多大。
(曾副总):图1-9是案例分析会的现场照片。李总和欧博许老师亲自在现场开案例分析会,让大家共同面对不良品的现状,并现场寻找原因和负责人。

图1-9 案例分析会现场
(3)未发现不良问题要检讨。
(曾副总):第三,攻关小组成员在每天两次的攻关检查中未发现窝点或违规动作,在小结会上要做检讨。
为什么要增加这个动作呢?
因为在攻关的前两周,项目组老师发现很多攻关小组成员说今天检查了,没有发现窝点。但实质上,攻关第二周窝点不良率是36.2%,就是说不可能检查不出问题。检查不出问题证明这个管理人员是在应付了事——做方案的时候答应,但真正执行的时候就不一定按照要求做。
(曾教授):所以我们规定必须要发现不良,因为数据统计不良率还这么高,不可能没有不良品。
(4)班组之间互相抽检。
(曾副总):第四,班组之间实施互相抽检,这是攻关第二阶段后面两周所增加的排查动作。
(曾教授):互相抽检是什么意思?
(曾副总):指的是工序和工序之间、上下岗位之间的互相检查。就是上工序或者上一个操作岗位把产品交给下一个工序的时候,下一道工序或操作岗位要对交来的产品进行抽检。
(曾教授):抽检的目的是发现窝点不良,这样可以把上工序的责任明确下来,不至于弄不清楚谁造成的,而且阻止不合格品继续往下流。也就是说,为了降低窝点不良率,除了稽核检查以外,还有工序间、岗位间的反复检查。
(曾副总):通过细化各项动作,后两周攻关又取得了新的成果。攻关第二周,窝点不良率是36.2%,到第三周下降到21.9%。攻关第四周时,窝点不良率徘徊在23%,相对于第二周,下降比例达13.2%,如表1-5所示:
表1-5 攻关第三周、第四周数据变化

通过第一期的攻关,窝点不良下降至23%,效果明显,但这个数据还必须继续往下降,所以窝点不良攻关进入第二期,但第二期的第一周(总第五周)就未达标(目标20%,实际22.5%)。在第二期第一周的周总结会上大家产生了动摇,认为第二期的目标定得不现实,不可能降到20%,更不可能降到13%(第二期的最终目标)。
(曾教授):按照原来的攻关方案,攻关第一期的目标已经全部达成了,他们原来定的第四周的目标是25%,实际上已达23%。
(曾副总):第一期攻关进行了四周,通过第一期攻关,窝点不良率下降到了23%,效果很明显而且都达标了。但是这个23%的不良率还是太高了,还需要进行第二期攻关。
我们接下来重点讲第二期遇到的问题及解决过程。