
下载掌阅APP,畅读海量书库
立即打开



凭借经验知道导致窝点不良产生的可能或者大致原因,也做过窝点不良改善,但效果不明显。所以,到底什么原因导致窝点不良率居高不下,不完全确定!到底在车间的哪个环节或者工序导致此原因,不完全确定!
(曾副总):改善效果不明显的意思就是好一阵坏一阵。
这一段时间客户投诉比较多,反馈到总经理那里,总经理就告诉管理人员:“这段时间窝点不良的客诉很多,你们要注意一下了。”管理人员就跟员工说:“这段时间窝点不良太多了,你们要注意一下了。”于是,大概一个星期左右的时间窝点不良会少一点儿,但一个星期后又会回到以前的状态。
(曾教授):如果没有抱着一种必须解决问题的心态,我们就不会去深入分析、了解问题究竟是哪个环节、哪道工序、哪个员工的什么样的动作导致的,就不可能实施对应有效的管理动作,当然就不可能有真正的改善效果。所以,要解决问题,我们必须深入细节。
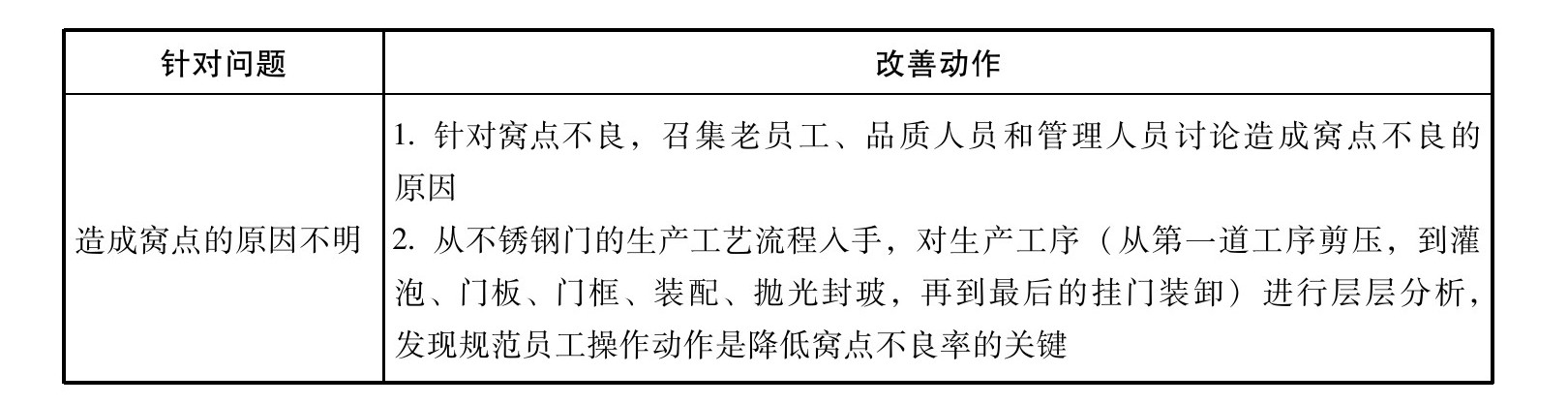
(曾副总):通过层层分析,我们确定了几个窝点不良的原因,如表1-1所示。
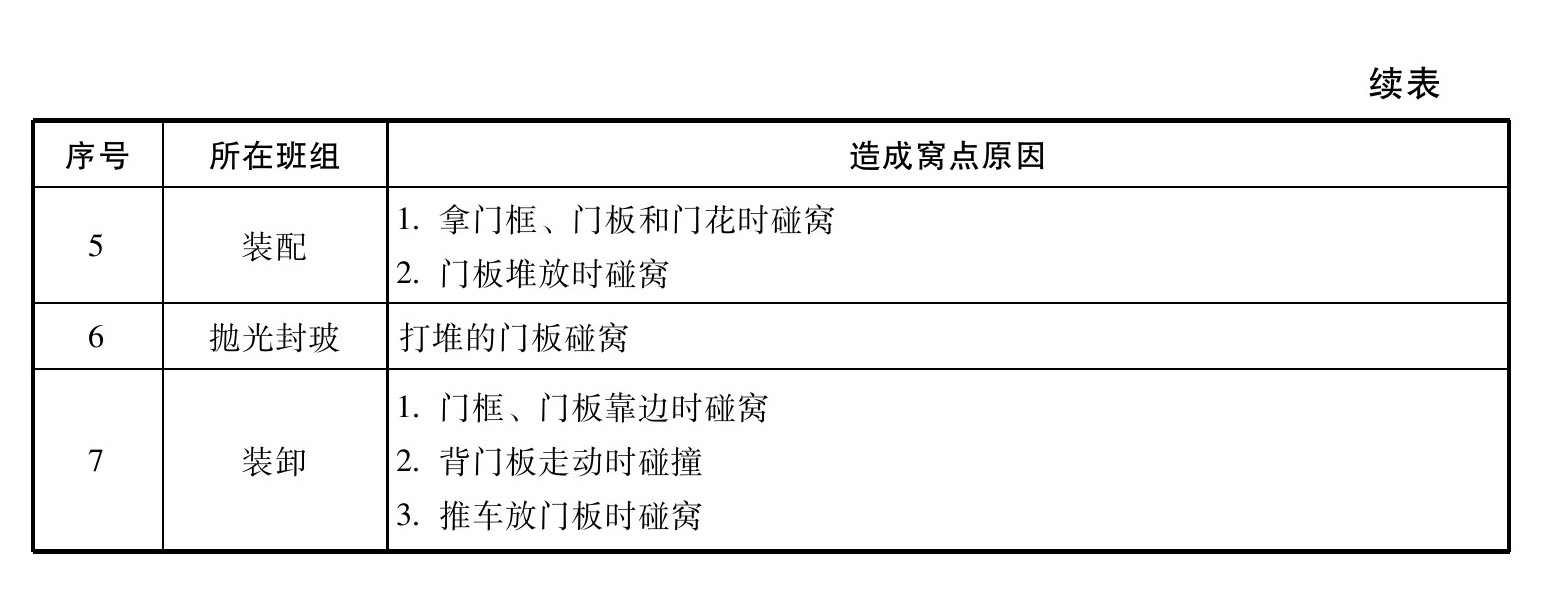
表1-1 窝点不良的原因分析
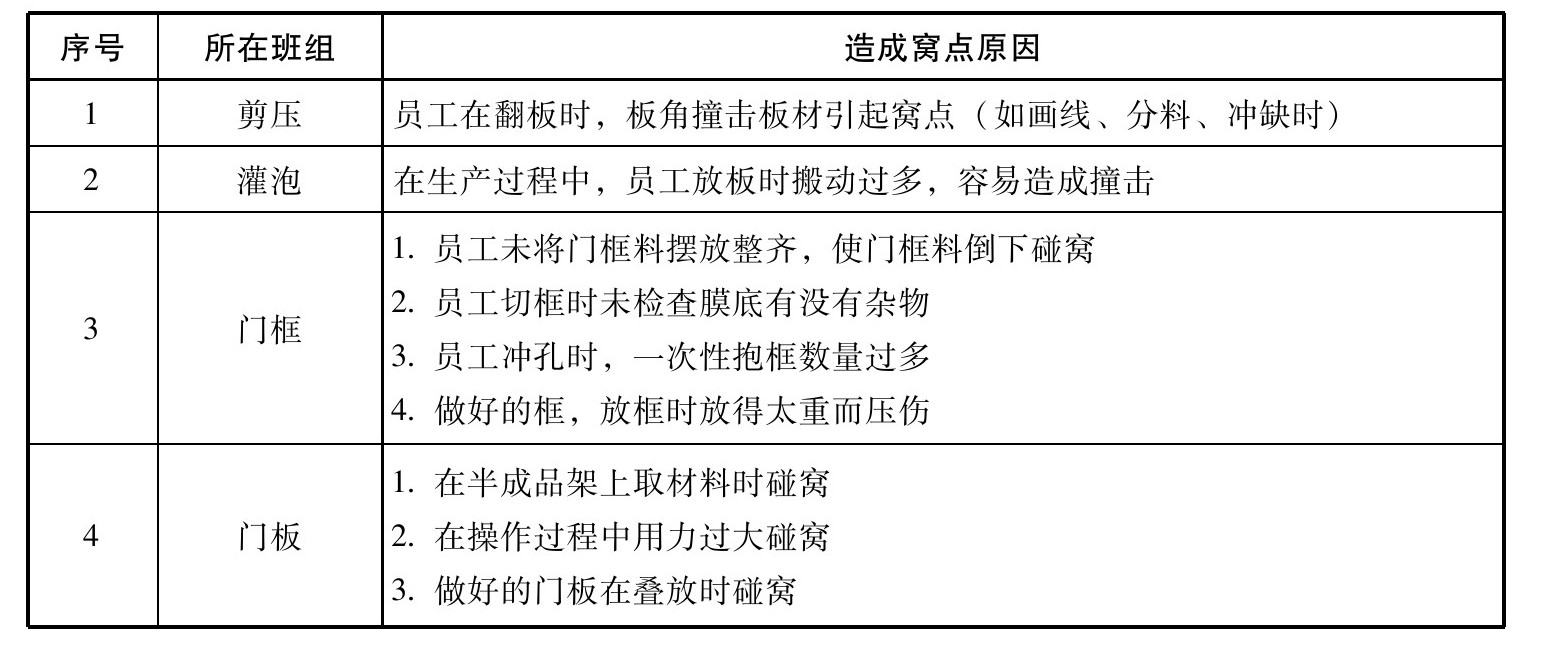
从表1-1我们可以看出,窝点主要是生产过程中的搬运、摆放以及作业过程中的一些动作不当造成的。例如灌泡工序出现窝点是因为员工放板时搬运得太多,造成门板撞击而形成窝点。
我们发现,其实规范员工操作动作是降低窝点不良率的关键。所以欧博项目组老师对每一道工序进行了分析,找出了到底这些工序中员工的哪些动作会造成窝点。